芝麻素的超声辅助提取工艺优化
2022-04-06黄传阳魏学鼎胡传荣何东平
黄传阳,魏学鼎,高 盼,2,罗 质,2,胡传荣,2,何东平,2
(1.武汉轻工大学 食品科学与工程学院,武汉430023; 2.大宗粮油精深加工教育部重点实验室,武汉 430023)
芝麻(SesamumindicumL.)是胡麻科(Pedaliaceae)胡麻属(Sesamum)的草本植物[1-2],在我国已有约5 000年的种植史[3-4]。自古以来,芝麻就因为具有“补肾益肝,润泽五脏,提神醒脑,生发止痛”等功效,被视为上好的营养品[5]。芝麻素占芝麻质量的0.5%~1%,是芝麻中一种主要的生理活性物质,也是一种天然抗氧化剂[6-9],因此芝麻素提取工艺的研究对其开发及利用具有重要意义。
目前,芝麻素的提取工艺主要为有机溶剂提取法、色谱法和重结晶法,其中有机溶剂提取法是最常用的一种提取方法,但提取率偏低[10],严重限制了芝麻素的应用。根据相似相溶的原理[11-13],芝麻素在醇类中具有较好的溶解性,特别是乙醇,但目前采用乙醇作为溶剂提取芝麻素的研究相对较少。超声波是一种在媒质中振动频率超过20 kHz的机械波,用于生物活性物质提取时,可通过机械效应、空化效应及热效应增大介质分子的运动速度与穿透力来提高提取率和缩短生产周期,其独特的超声空化效应在医学及食品工业有广泛的应用[14]。
因此,本文以提高芝麻素提取率为目标,采用超声辅助乙醇提取芝麻中的芝麻素。利用单因素试验考察乙醇体积分数、料液比、超声功率、提取温度和提取时间对芝麻素提取率的影响,采用响应面法优化芝麻素的提取工艺条件,以期开发一种提取率高、成本低、易操作、效率高的芝麻素提取方法。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂
黑芝麻,由上海富味乡油脂食品有限公司提供;芝麻素标准品,上海源叶生物科技有限公司;无水乙醇、95%乙醇、甲醇、氢氧化钠等均为分析纯,上海国药集团。
1.1.2 仪器与设备
Agilent 1260高效液相色谱仪,Agilent 科技(中国)有限公司;RE-52数显恒温水浴锅、SHZ-Ⅲ旋转蒸发器、YHG远红外恒温干燥箱,上海亚荣生化仪器厂;SK3300HP超声波清洗器,上海科导超声仪器有限公司。
1.2 试验方法
1.2.1 芝麻素的提取
将新鲜的黑芝麻置于100℃干燥箱中干燥10 h,粉碎过0.425 mm(40目)筛得芝麻粉。准确称取1.000 g芝麻粉于锥形瓶中,按一定料液比加入提取溶剂,设定不同的超声功率,在一定温度下提取一定时间,共提取2次,合并提取液,离心10 min除杂,加入重蒸水,定容至100 mL容量瓶中,保存待测。
1.2.2 芝麻素含量的测定
1.2.2.1 高效液相色谱(HPLC)条件
Zorbax C18色谱柱(4.6 mm×100 mm,3.5 μm),柱温25℃;流动相为甲醇-水(体积比8∶2),流速0.8 mL/min;进样量10 μL;安捷伦1100可编程紫外检测器G1314B,检测波长290 nm;分析时间25 min[15]。
1.2.2.2 芝麻素标准曲线的绘制
准确称取2.30 mg芝麻素标准品,用无水乙醇定容至10.00 mL,分别稀释成11.50~101.20 μg/mL 6个梯度的标准溶液,按1.2.2.1条件用HPLC法测定各标准溶液的峰面积。以芝麻素质量浓度(x)为横坐标,芝麻素峰面积(y)为纵坐标,绘制标准曲线,得到线性回归方程为:y=14.444x+14.107,R2=0.999。
1.2.2.3 芝麻素含量的测定及提取率计算
根据标样的保留时间定性,提取液中芝麻素的含量用外标法计算,按下式计算芝麻素提取率(y)。
y=m/m0×100%
(1)
式中:m为提取液中芝麻素的质量;m0为芝麻粉样品质量。
1.2.3 数据处理
运用SPSS软件和Excel软件对试验数据进行分析处理,运用Origin软件进行作图。
2 结果与讨论
2.1 单因素试验
2.1.1 乙醇体积分数对芝麻素提取率的影响
在料液比1∶15、提取温度55.0℃、提取时间2.0 h、超声功率320 W条件下,考察乙醇体积分数对芝麻素提取率的影响,结果如图1所示。

图1 乙醇体积分数对芝麻素提取率的影响
由图1可知,随乙醇体积分数增大,芝麻素提取率呈现先上升后下降的趋势,当乙醇体积分数为70%时,芝麻素提取率最大,达到0.445 7%,之后芝麻素提取率略微下降。乙醇体积分数为60%时,芝麻素的提取率为0.444 6%,与最大提取率仅相差0.25%。因此,从节约资源和商业经济性的角度考虑,选取体积分数为60%的乙醇溶液作为最佳提取溶剂。
2.1.2 料液比对芝麻素提取率的影响
以体积分数为60%的乙醇溶液为提取溶剂,在提取温度50.0℃、提取时间2.0 h、超声功率320 W的条件下,考察料液比对芝麻素提取率的影响,结果如图2所示。

图2 料液比对芝麻素提取率的影响
由图2可知,随着料液比的增大,芝麻素提取率呈现先升高后下降的趋势。在料液比达到1∶15时芝麻素提取率最大,为0.445 6%。过大的料液比会加速其他杂质的溶解,对后期芝麻素的提纯带来不便。综合成本的考虑,选择料液比1∶15进行后续试验。
2.1.3 提取温度对芝麻素提取率的影响
以体积分数为60%的乙醇溶液为提取溶剂,在料液比1∶15、提取时间2.0 h、超声功率320 W条件下,考察提取温度对芝麻素提取率的影响,结果如图3所示。
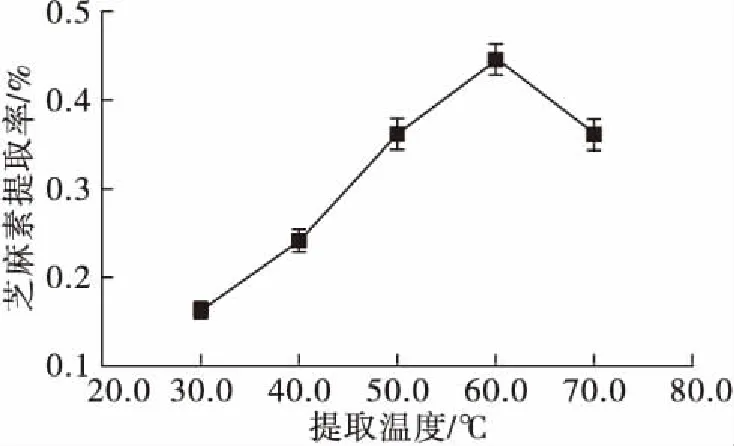
图3 提取温度对芝麻素提取率的影响
由图3可知,随着提取温度的升高,芝麻素提取率逐渐增大,60.0℃时芝麻素提取率达到0.439 5%。当提取温度超过60.0℃时,芝麻素提取率降低,70.0℃时芝麻素提取率只有0.363 0%。随着温度的升高,乙醇逐渐接近沸点,挥发速度加快,从而降低了芝麻素提取率。因此,选择60.0℃为最佳提取温度。
2.1.4 提取时间对芝麻素提取率的影响
以体积分数为60%的乙醇溶液为提取溶剂,在料液比1∶15、提取温度60.0℃、超声功率320 W条件下,考察提取时间对芝麻素提取率的影响,结果如图4所示。

图4 提取时间对芝麻素提取率的影响
由图4可知,随着提取时间的延长芝麻素提取率逐渐增大,在2.0 h时达到最大,为0.443 7%,当提取时间超过2.0 h时,芝麻素提取率降低,提取2.5 h时芝麻素提取率只有0.312 0%。由Fick扩散定律[16]可知,在一定时间范围内芝麻素提取率随着时间的延长而增大,但是超过范围时间的超声波和热处理会使部分芝麻素分解转化,而且在加热条件下乙醇会逐渐挥发,从而影响芝麻素提取率。因此,选择2.0 h为最佳提取时间。
2.1.5 超声功率对芝麻素提取率的影响
以体积分数为60%的乙醇溶液为提取溶剂,在料液比1∶15、提取温度60.0℃、提取时间2.0 h条件下,考察超声功率对芝麻素提取率的影响,结果如图5所示。

图5 超声功率对芝麻素提取率的影响
由图5可知,随着超声功率的增大,芝麻素提取率呈现先升高后降低的趋势,在超声功率为320 W时,芝麻素提取率最大,达到0.447 2%,继续增大超声功率,芝麻素提取率下降。其主要原因是在超声波的作用下产生了空化效应和机械作用,可以有效破碎植物细胞壁,使其有效成分游离出来,此时提取溶剂可以与游离出的有效成分迅速相溶,因此一定的超声功率可以促进芝麻素的提取效率;但超声功率过高,超声波的能量过大,分解了部分芝麻素,从而导致芝麻素提取率下降。因此,选择320 W为最佳超声功率。
2.2 响应面法优化
2.2.1 响应面模型的建立
在单因素试验结果基础上,固定乙醇体积分数为60%,采用四因素三水平的响应面分析法,以料液比(A)、超声功率(B)、提取温度(C)和提取时间(D)4个因素作为自变量,芝麻素提取率(Y)为响应值,设计29个试验点的响应面分析试验,优化芝麻素的超声辅助提取工艺条件。响应面试验因素水平见表1,响应面试验设计及结果见表2。
采用Design Expert软件对表2数据进行回归拟合分析,得到的回归方程为:Y=(44.53+0.43A-0.49B+1.13C-1.67D-0.77AB-1.49AC-2.75AD-2.14BC-1.12BD-0.22CD-3.79A2-2.83B2-1.39C2-4.57D2)×10-2。

表1 响应面试验因素水平

表2 响应面试验设计及结果
在回归方程中,各因素系数绝对值反映了对响应值的影响程度,各因素系数的正负性则反映了影响的方向[17],试验回归方程的二次项系数为负值,表明响应值具有极大值点,可进行优化分析[18]。对所得回归方程进行方差分析,结果见表3。
由表3可知,该模型达到了显著水平(P<0.05),且失拟项不显著(P>0.05),说明该方程拟合程度较好,可以进行下一步的分析与预测。一次项中只有提取时间对芝麻素提取率的影响达到了显著水平(P<0.05);二次项中料液比和提取时间对芝麻素提取率的影响均达到极显著水平(P<0.01),超声功率对芝麻素提取率的影响达到显著水平(P<0.05);料液比和提取时间的交互作用对芝麻素提取率影响显著,而其他因素交互作用的影响均不显著。由F值可以看出,4个因素对芝麻素提取率影响的主次关系为提取时间>提取温度>超声功率>料液比。

表3 响应面试验方差分析
2.2.2 最佳条件的预测及验证试验
通过回归模型的预测,可以得到超声辅助提取芝麻素的最佳工艺条件为料液比1∶15.12、超声功率306.46 W、提取温度57.04℃、提取时间2.32 h,在此条件下芝麻素提取率预测值为0.451 0%。结合实际情况,将各因素调整为料液比1∶15、超声功率300 W、提取温度57.0℃、提取时间2.3 h,在此条件下进行验证试验,5次平行试验的芝麻素提取率分别为0.450 2%、0.448 7%、0.449 5%、0.451 7%、0.447 9%,平均值为0.449 6%,实际值与理论值相比误差仅为0.3%,证实该模型是有效可靠的。
3 结 论
在单因素试验的基础上,通过响应面法优化超声辅助提取芝麻素的工艺条件。结果表明:各因素对芝麻素提取率影响的大小依次为提取时间>提取温度>超声功率>料液比;超声辅助提取芝麻素的最佳工艺条件为乙醇体积分数60%、料液比1∶15、提取温度57.0℃、提取时间2.3 h、超声功率300 W,在此条件下芝麻素提取率可达0.449 6%。该方法具有成本低、易操作、效率高等特点,为芝麻素的开发与利用提供了理论依据。