激光切割头焦点控制技术研究
2022-03-31丁喜合董香龙郗文胜王冬华
丁喜合,董香龙,郗文胜,王冬华
(1.中国船舶集团有限公司第八研究院,南京 211153;2.盐城工学院,江苏 盐城 224051)
0 引 言
国内已研制出万瓦级激光切割机产品,大幅提升了激光切割的加工能力,标志着我国激光切割机进入万瓦级时代[1]。同时,越来越多的激光切割机开始采用开放式系统,以适应自动化、智能化的发展趋势。而切割头作为激光切割机传动链的关键末端,其性能对切割质量和切割效率至关重要[2]。
很多学者做了大量有益研究:周立波[3]、谢志坤[4]等分析了飞行横梁的振动和变形,利用模态分析法优化激光切割机结构;冯巧波等[5]通过试验研究了工艺参数对切口质量的影响,并对工艺参数进行了改进;律昌硕等[6]利用有限元法计算了熔渣溅射过程对电容传感器的干扰影响;杜晓伟等[7]设计了一种抗干扰强、精度高、处理快的激光切割头伺服控制系统。可以看出,这些研究主要针对切割机的结构、工艺和控制,涉及切割头自身焦点控制技术的很少。本文详细介绍切割头焦点位置和焦点光斑直径控制技术,从几何光学角度推导出焦点位置变动量和焦斑直径的理论公式,可为自主研发切割头提供理论依据。
1 切割头主要组成
激光切割技术是一种以激光为能源的无接触加工技术,以其自身优势广泛应用于金属切割、汽车制造、航空航天等领域。激光切割头是激光切割机的关键部件,以光纤切割头为例,其主要组成包括光纤连接模块、准直模块、聚焦模块、保护窗模块、非接触式传感器、割嘴等,如图1所示。
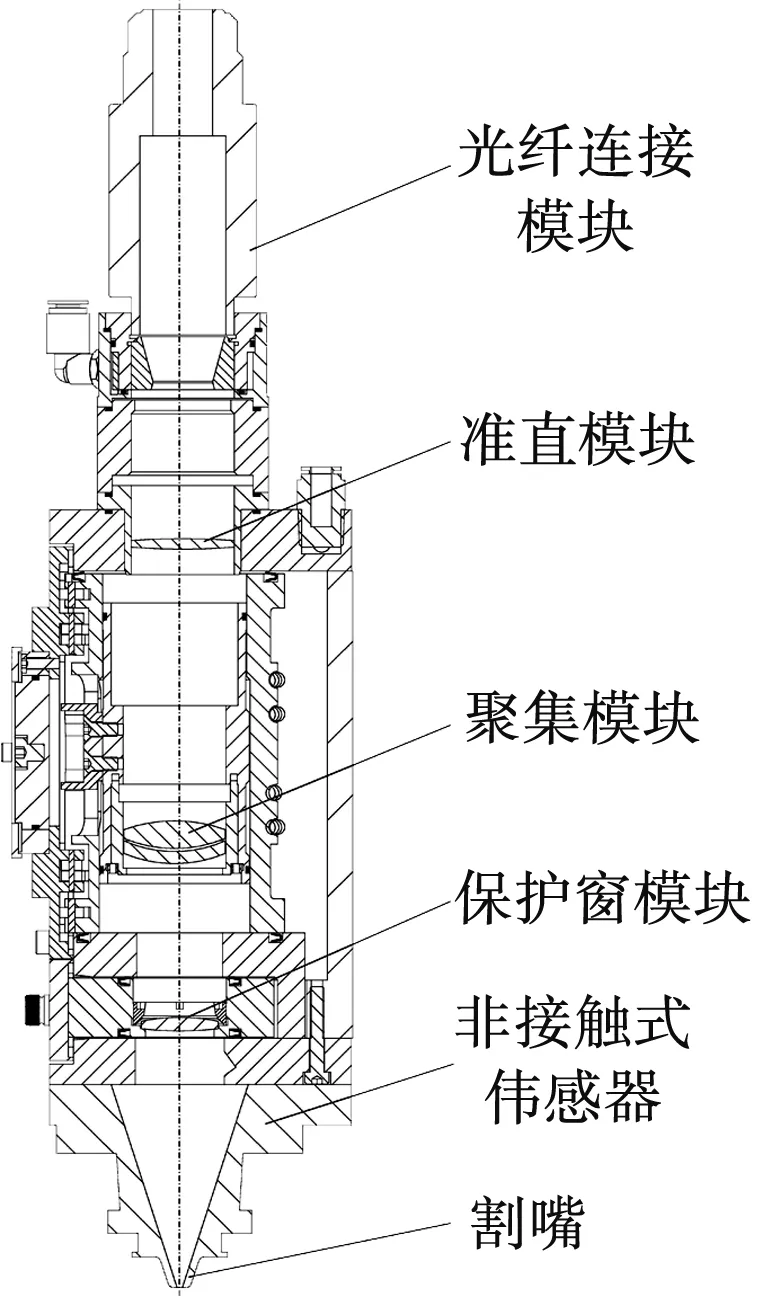
图1 光纤切割头结构示意图
光纤从连接模块接口处接入切割头,准直模块将发散的激光收敛成平行光束,最后通过聚焦模块将其聚焦成光斑进行切割,而保护镜可以将外界与切割头内部光路隔绝,以保证光路的密封性、延长光纤切割头的使用寿命。在切割时,切割辅助气体在割嘴的内腔形成高速气流,可以将融熔材料吹走。在切割过程中,传感器与Z轴伺服电机形成闭环控制系统,自动感应割嘴与板料表面之间的距离,当被切割板料平面度发生变化时,Z轴伺服电机进行自动补偿,使其距离保持恒定,从而保证最佳的切割质量。
2 焦点控制技术
2.1 焦点直径
经切割头聚焦后的激光光束为高斯光束,功率密度在聚焦后也得到大幅提高,便于工件的切割。通常所说的焦点就是高斯光束的束腰,一般用束腰直径表征焦点的大小,且光斑直径与切割质量有着密切的关系[8-9]。
光纤切割头的光路原理如图2(a)所示,为减小光束的发散角,在激光进入割头聚焦模块之前需要对激光光束进行准直,聚焦后的焦点直径(也称焦斑直径)为
(1)
式中,fF为聚焦镜焦距;fC为准直镜焦距。
CO2型切割头的光路原理如图2(b)所示,其焦点直径由入射于聚焦透镜上方的光束直径φ和聚焦透镜的焦距共同决定,由圆孔的夫琅禾费衍射原理可得焦点直径为
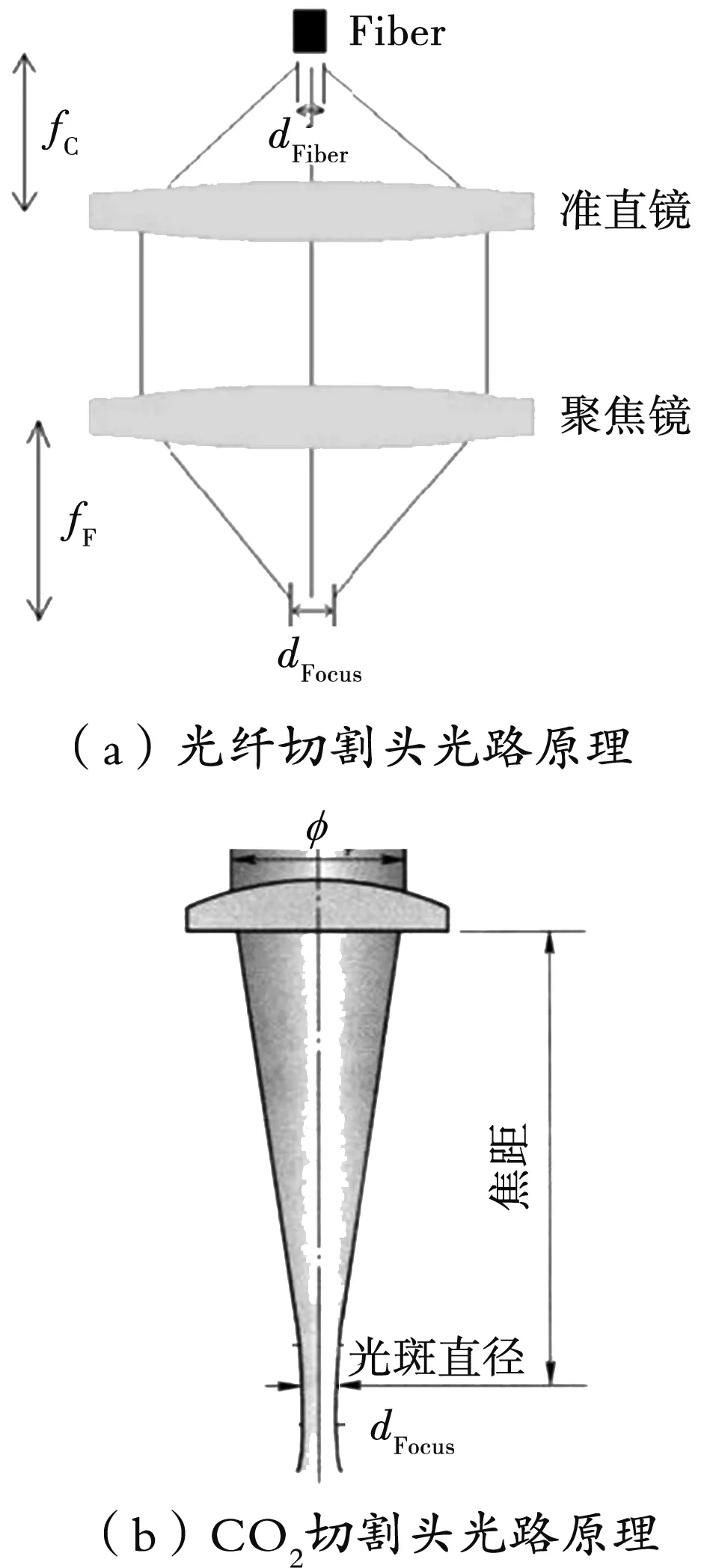
图2 切割头光路原理图
(2)
式中,λ为波长;φ为光束直径;M2为光束衍射倍率因子。
2.2 焦点位置控制
当激光切割机切割工件时,不仅要求精度高,还要保证切割质量,这就要求对切割头的焦点进行精准控制。切割材料不同,焦点位置也不同,如图3所示,一般情况下,在切割薄低碳钢板时,焦点在工件表面;切割厚低碳钢板时,焦点位于工件表面上部;切割不锈钢和铝板时,焦点位于工件表面之下。

图3 切割不同材料时的焦点位置
切割头的焦点位置控制方式主要有F轴调焦、变曲率镜调焦和准直模块调焦3种。
F轴调焦通过改变聚焦镜的位置来控制焦点位置,焦点位置的移动量即为聚焦镜位置的移动量。早期的CO2切割头大都采用机械结构来达到手动调焦的效果,随着自动化技术的发展,采用电机驱动聚焦镜的自动调焦方式应运而生,并得到广泛应用。
变曲率镜调焦通过调整变曲率镜的曲率来改变反射光束的发散状况,使焦点位置上下移动,如图4所示,变曲率镜的曲率与驱动介质的压力有直接关系,一般压力增加,镜面向外弯曲,反射光束变得发散,焦点向下移动,反之向上移动,且焦点位置变化量与压力变化值成线性关系。

图4 变曲率镜调焦
针对光纤切割头,也可通过改变准直模块的位置来改变焦点位置。如图5所示,O点处发出的激光束经过准直模块A使其成为平行光束,再经过聚焦模块B后汇聚于I处,当准直模块往Z向移动d到A′处,激光束通过准直模块后变得发散,发散的光束成像于I1处,且光束通过聚焦模块B的像点从I处(透镜B原先的焦点位置)向右移动Δ到I2处[10]。

图5 准直模块调焦
移动准直模块后,根据薄透镜成像公式推导可得
(3)
计算解得移动距离:
(4)
2.3 焦点直径控制
焦点直径控制也称变焦,即改变焦点处的光斑直径,变焦技术主要应用于厚板切割和提高厚板穿孔效率。当薄板高速切割时,小光斑直径有利于提高能量密度,割缝小,便于实现高速切割;当厚板切割时,大光斑直径使割缝宽度增加,利于熔渣排泄,而且还可以获得较大的焦深,断面垂直度高,利于提高切割质量。
CO2切割机的变焦途径主要有2种:一是更换聚焦镜,通过改变焦距fF来改变光斑直径,二是通过改变光程来改变入射到聚焦镜上的光束直径,从而改变光斑直径[9]。光纤切割机也可以通过更换准直镜或者聚焦镜的方式来改变光斑直径的大小。此外,光纤切割头还可以根据连续变焦的原理,移动准直模块中调整透镜的位置来改变准直模块的焦距,从而改变光斑直径。
通常可以采用二组元、三组元和四组元进行变焦系统设计。三组元变焦在光学系统中的应用最广泛,一般由变焦组、固定组和补偿组构成。工作时,变焦组相对于固定组移动,这两组的组合焦距不断变化,产生新的焦点,补偿组则相应地移动到某一特定位置,使这个新的焦点和补偿组的焦点重合,组成新的扩束系统[11-12]。设计光学结构时,“正-负-正”的结构长度较“负-正-负”的结构长度更短,有利于保证光学结构的紧凑性。为了使调节结构简单、可靠,常将中间的凹透镜作为固定组,其他两组分别作为移动组和补偿组来实现无焦连续变倍功能,如图6所示的准直变焦中,凹镜2作为固定组,凸镜1作为移动组,凸镜3作为补偿组,其中凸镜1和凹镜2组合在一起可以看成望远镜的目镜,其整体和凸镜3构成倒装的伽利略望远镜系统,其组合焦距和扩束比为[5]

图6 光纤切割头准直变焦
(5)
(6)
BPP和M2是衡量激光光束质量的两个关键参数:BPP是光斑直径与远场发散角的乘积,与波长无关;M2是光束衍射倍率因子,与波长相关,两者间的相互关系为
(7)
确定的激光器光束在无像差光学系统中传输时BPP值不变,所以焦点直径为
(8)
由式(5)~式(8)可知,当d增大时,组合焦距f12不断增大,其光束直径φ随之减小,而焦斑直径dFocus随之增大。
通常短焦距聚焦镜的焦斑直径小,适用于薄板高速切割;长焦距聚焦镜的焦斑直径大,适用于厚板切割。而通过焦点直径控制技术可以兼顾短焦距和长焦距的特点,由式(8)可知:通过数控程序设计使激光切割机自动地根据板材厚度及种类调整焦斑位置和焦斑直径进行切割,从而大大提高生产效率。
3 结束语
自动调焦和自动变焦技术在激光切割机上的应用越来越广泛,使激光切割机在切割不同厚度不同种类板材时无需人工干预,大大提高了自动化程度和生产率,引领了新的市场趋势,合理的切割头焦点控制对激光切割的质量和切割速度起着关键作用。

(2) 焦点直径控制除了可以通过更换聚焦镜或准直镜或光束直径φ实现变焦目的外,还可以根据连续变焦原理,移动准直模块中调整镜的位置连续快捷地改变光斑直径大小。
