沙河抽水蓄能电站1号机组上导摆度过大原因分析与处理
2022-03-28吴小放王青华朱春鹏
吴小放,王青华,朱春鹏
(1.江苏沙河抽水蓄能发电有限公司,江苏 溧阳 213333;2.上海安乃基能源科技有限公司,上海 200131)






和170 μm左右,摆度的主频分量为3倍频,均达到300 μm左右,2倍频均约为65 μm左右。从频谱分析来看,上导摆度显示数值过大的原因主要是因为3倍频分量过大所致,其次才是1倍频,再其次是2倍频(具体见图3所示)。
对3倍频和2倍频进行深入分析,笔者认为3倍频和2倍频主要来自于测量表面。假设转子在上导处的真实摆度含有3倍频和2倍频分量,而且数据如此大,其机架振动一定会有反应。也就是说,摆度产生的力会通过油膜传递给导瓦,然后导瓦再传递给机架,此时机架也会产生非常大的振动,而且其振动频谱一定会含比较大的3倍频和2倍频分量。图4为修前稳定性试验的上机架(X、Y和Z方向)振动的时域和频域图,可以看出频率成分主要由7倍频(35 Hz)和7倍频的整倍数频以及10倍频(50 Hz)和10倍频的整倍数频组成,并没有见到比较大的3倍频和2倍频分量。因此,我们认为上导摆度信号成分中的3倍频和2倍频并不是真实的机组摆度信号,而是因为测量表面不圆所致。至于机架的振动频率成分为什么含有7倍频和7倍频的整倍数频以及10倍频和10倍频的整倍数频的振动频率,主要是因为转轮的叶片数引起的水压脉动以及上机架传感器安装位置靠近发电机中性点所致。
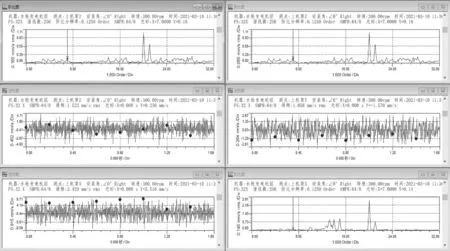
图4 1号机组A修前上机架振动图
为防止测量错误,分别更换了上导摆度传感器和采集通道。更换后采集的上导摆度数据与原有数据一致,说明数据采集环节无误。
基于以上原因,我们认为因为测量表面不圆产生的3倍频和2倍频的成份使得上导摆度真正数值失真,而且1倍频幅值也不能完全相信,有可能其真实的1倍频幅值也要小于频谱分析的200 μm和170 μm分析值。上导摆度真实幅值应该远小于500 μm。
3 1号机组上导摆度测量值过大解决方案
根据以上分析可以得出,发电机大轴上部轴套外表面不圆导致了上导摆度测量值过大的结论。发电机大轴上部的轴套为单独加工,然后装配到发电机大轴上部。发电机大轴的上部外表面拉伤后,圆度指标下降。轴套安装到发电机大轴上部后,轴套外圆的圆度由发电机大轴上部的圆度、轴套的内圆和外圆加工精度等因素共同决定。轴套安装后没有与发电机大轴一起再次进行外圆加工,故上导测量面圆度无法保证。轴套安装后,发电机大轴与轴套一起进行外圆加工,工程量大,实施困难。
公司研讨决定选择推力头第一台阶侧面作为摆度测量面。此面同时也是上导油盆密封盖的接触面,此测量面加工精度高。推力头固定在发电机大轴上,此测量面的圆度受大轴本身加工精度影响以及装配精度的影响,总体圆度应低于原有上导摆度测量面。
摆度传感器安装在上导油盆密封盖上,如图5所示。在密封盖上打螺纹孔,螺纹孔尺寸配合摆度传感器尺寸。摆度传感器测量推力头第一台阶侧面的摆度值。
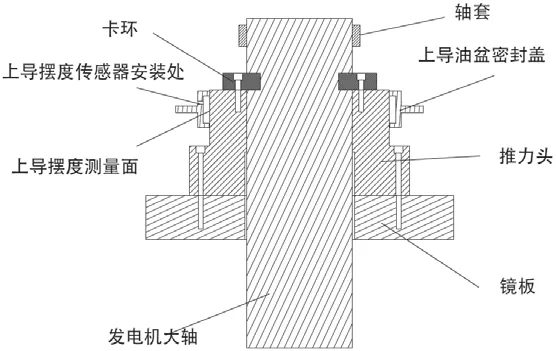
图5 推力头摆度测量方案
4 1号机组上导摆度传感器选择与安装
4.1 上导摆度传感器的选择
根据具体测量对象即推力头第一台阶侧面材质、表面平整度、直径尺寸、厚度,测量环境即上导油盆盖内存在油雾、油污覆盖传感器感应部分的特点,通过分析选择采用一体化电涡流位移传感器作为上导摆度测量传感器。
材质对传感器影响:电涡流位移传感器特性与被测物体电导率、磁导率有关,推力头第一台阶为合金锻钢材质,属于弱导磁材料,由于其磁效应弱,相对来看其涡流效应要强一些,因此传感器感应灵敏度要高一些。
表面平整度对传感器影响:推力头第一台阶侧面加工精度高,表面平滑,无凸起、凹槽、刻痕、洞眼等缺陷,满足位移测量时测量面表面粗糙度在0.4μm~1.6μm之间的要求。
直径尺寸、厚度对传感器影响:被测量的推力头第一台阶为圆轴且探头中心线与轴心线正交。因为被测物体电涡流场作用的深度由频率、导磁率、导电率决定,被测物体太薄会造成电涡流作用不够,会影响传感器测量结果,而推力头第一台阶其直径尺寸大小远高于探头直径(8 mm)3倍以上,不会造成传感器灵敏度降低。
测量环境对传感器影响:如图5所示,推力头第一台阶位于上导油盆密封盖内,其内部在机组运行时推力循环油会产生油雾,覆盖传感器探头,选用电涡流传感器可以有效避免该运行环境造成的影响。
4.2 一体化电涡流位移传感器IN-081安装
一体化电涡流位移传感器IN-081安装在上导油盆密封盖上,如图5所示。在密封盖上打螺纹孔,螺纹孔尺寸配合摆度传感器尺寸(见图6),螺纹孔距离上导油盆盖上部位置30 mm,探头伸出长度以测量得到的传感器标准基准电压为限定位置,确保满足图7所示传感器安装要求。

图6 IN-081尺寸图
安装传感器时首先用螺纹锁固胶起到密封及紧固作用,其次用螺帽并紧在上导油盆盖外部端面,确保在机组振动影响下,传感器本体不会发生松脱导致测量不准确,甚至于传感器与推力头第一台阶发生碰触,损毁传感器造成上导油盆内油质污染。
5 1号机组A修后上导摆度数据分析
1号机组A修后并经过动平衡试验调整,上导摆度各倍频数值显著下降,如图8所示。图中可以看出,上导摆度值显著下降。机组稳态运行时上导摆度X方向摆度显示在117μm附近,Y方向摆度显示在169μm附近,并且上导摆度X方向、上导摆度Y方向主要频率均为1倍频,1号机组A修前上导摆度X方向、上导摆度Y方向出现的3倍频和2倍频均未出现。上导摆度数值满足水轮发电机组长期稳定运行的要求[2]。

图8 1号机组A修后上导摆度
此时上导摆度测量面实际为推力头第一台阶侧面,其圆度指标虽然与上导轴承原有精加工面相比略差,并且通过频谱和幅值分析在1号机组A修后上导摆度1倍频有一部分仍然是由测量推力头第一台阶侧面表面精度不高造成的。但相比1号机组A修前上导摆度数值已有大幅降低,已完全能够反映出上导摆度实际运行状态,此次1号机组上导摆度测量值过大解决方案实施效果良好。
6 结束语
沙河抽水蓄能电站1号机组上导摆度测量值过大是被测量面圆度不高所致。通过更换圆度更好的测量面,解决了上导摆度过大的问题。
机组摆度测量面拉伤后,用加轴套的方式更新测量面的方法不可靠,不能保证测量面的圆度。这种方法测量面的圆度不仅由轴套的加工精度决定,还受轴表面破坏后的影响以及组装精度等诸多因素的影响。
推力头第一台阶侧面可以作为上导摆度测量的备用测量面。推力头第一台阶侧面作为摆度测量面时,测量准确度不如原有的轴面,会引起一定的误差,但相对重新加工轴套作为测量面的方法,测量误差会少很多。
