铣削刀具在变速器箱体零件加工中的应用
2022-03-21刘金卫
刘金卫
上汽通用汽车有限公司 上海 201206
1 序言
铣削加工是一种常用的机加工方式,铣削加工因为是多齿工作,具有以下特点:①生产率较高。其为多齿工作,旋转运动利于高速铣削。②刀齿散热条件较好。在刀齿铣削运动的圆周中,只有少部分时间切削,刀齿切离工件的时间内可以得到一定的冷却。③排屑比较容易。其切削过程为开放式。④容易产生冲击和振动。断续加工,铣削时每个刀齿的切削厚度是变化的,会产生切削冲击[1]。
铣削加工已在模具制造、航空航天、汽车及电子产品等加工业中得到广泛应用。随着铣削刀具和设备技术的发展,高速铣削技术在SGM(上海通用汽车)得到了广泛的应用。
2 变速器箱体类零件铣削刀具的选择和应用
2.1 变速器箱体类零件的工艺特点
变速器箱体类零件有变速器壳体、变扭器壳体及阀体等,如图1所示,它们都是铝合金材质,属于结构复杂的薄壁类零件。由于薄壁零件结构特殊,所以其在机械加工中所采用的加工工艺也区别于普通零件。加工变形是薄壁零件铣削加工的痛点,在加工过程中又受铣削振动影响,进一步削弱工件刚性,这些因素都会对零件加工精度造成直接或间接的负面影响,合适的铣削刀具及参数对产品质量尤为重要。

图1 变速器箱体类零件
2.2 铣削刀具应用原则
在变速器箱体类零件加工工艺中,铣削加工工艺占总加工工艺75%以上。以某A变速器壳体零件为例,铣削加工总路径长度约12800mm,加工总路径长度约16200mm,铣削总路径长度占比高达79%,提高铣削加工效率对节省加工时间及降低成本有非常重要的意义。在保证质量的前提下,提高铣削效率、降低成本,是工艺设计规划的主要原则。
(1)选用铣削速度快的刀具 用于加工铝合金零件的常用刀具材质有硬质合金和人造金刚石(PCD)。与硬质合金刀具相比,PCD刀具具有硬度和耐磨性极高、摩擦系数低、弹性模量高、热导率高、热膨胀系数低以及与铝亲和力小等优点[2],PCD刀具加工铝合金时铣削线速度可达到5000m/min。为了提高加工效率,尽可能选用PCD材质的刀具。实际生产证明,在大批量生产中,铣削刀具选用PCD材质比硬质合金刀具更具有单件成本优势。
(2)选用齿密度高的刀具 铣刀齿数根据直径不同可分为粗齿、细齿和密齿三种。在排屑及切削力容许的情况下,尽可能选用细齿、密齿铣削刀具,以提高切除效率。
(3)减少铣削刀具数量 由于铣削刀具加工效率较高,在极短时间内加工完零件的某一特征后,加工中心刀库里的下一把刀具可能尚未准备好,这样换刀有等待时间,导致非切削时间变长。因此,合理地选择铣削刀具覆盖加工多个特征,可以减少刀具数量,节省换刀时间。
(4)粗、精铣刀具分开 由于对加工质量要求较高,因此将粗、精铣刀具分开,以兼顾加工效率和加工质量。这样做有以下好处[3,4]。
1)粗铣刀去除了毛坯的大余量,释放了零件内部应力,减小了零件变形对加工精度的影响。
2)粗铣刀进给大,节省加工时间。
3)粗铣刀去除了铸铝件表面较硬材料,减小了精铣刀具的冲击,提高了精铣刀寿命。
4)精加工切削深度小,切削力小,提高零件表面质量的同时还提高了零件的平面度质量。
2.3 铣削刀具应用案例
(1)小平面、侧面及孔加工 在如图2所示的某变速器壳体零件加工特征中,有小平面、侧面需要铣削加工。侧面尺寸为R82mm的圆弧面,深度约32mm,选用侧切削刃长为35mm的非标铣刀,实现一次插补完成整个圆弧侧面加工。

图2 某变速器壳体零件加工特征
为了减少刀具数量,该非标铣刀同时用于加工小平面。因为小平面加工空间的局限性,该非标铣刀直径设计为25mm。基于切削力及刀具强度考虑,刀具设计为3齿。该应用中,刀具加工参数为:转速16200r/min,切削速度1293m/min,每齿进给量为0.15mm。
在该刀具可达区域里有直径32mm、深度22mm的通孔,可以用该铣刀侧刃进行插补铣削,插补轨迹如图3所示。用该铣刀加工该孔切削时间为0.9s,加上刀具移动时间0.5s,1.4s就完成了该孔特征加工。若用钻头加工,切削时间需要0.7s,加上换刀及快速移动时间4s,共需要花费4.7s。相比钻头加工工艺,用铣刀加工每节拍节省3.3s。
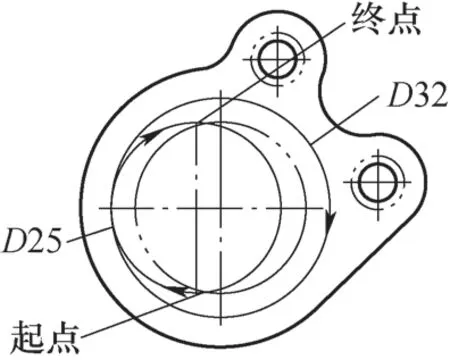
图3 铣刀插补铣削轨迹
(2)大平面加工 对于大密封面,平面度要求<0.05mm。由于零件属于薄壁件,为了满足平面度要求,夹具采用多点辅助支撑设计,刀具采用粗、精铣方案。
1)粗铣。粗铣刀采用Mapal高效率的PowerMill PCD铣刀,刀具直径160mm,齿数18。刀具加工参数为:转速4000r/min,切削速度2011m/min,每齿进给量0.14mm,切削余量约1.3mm,留0.2mm余量给精加工,以减小精加工的加工应力对产品加工精度的影响。
2)精铣。精铣刀(见图4)为PCD刀具,直径180mm,大于工件本体宽度,保证避免接刀纹产生。由于设备刀库的限制,所以刀具直径进行了削边处理,需要对刀片进行非等距排列设计。根据每齿的位置,齿尖到刀柄中心距离不等,保证每齿的进给量一致。

图4 精铣刀
该精铣刀配有2个修光刃铣刀片,修光刃刀片通过增设的修光刃与刀尖一起接触工件,增大接触面积,不仅提高了零件表面质量,而且提高了零件表面平面度。刀片修光刃长度b设计为1mm,为了减小修光刃刀片(见图5)对工件的摩擦力及垂直压力变形,修光刃设计成1.5°。
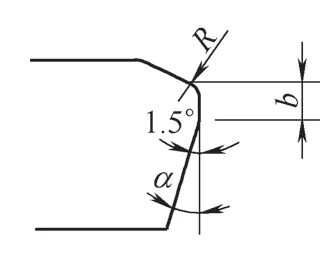
图5 修光刃刀片
采用顺铣的方式使铣刀的每个刀齿的切削厚度减小到零,减小刀片对已加工面的挤压摩擦,从而减小工件变形,提高加工精度。刀具加工参数为:转速4000r/min,切削速度2260m/min,每齿进给量为0.14mm。
实际应用结果:平面度<0.03mm,工艺能力Ppk在3.0以上,表面粗糙度值Ra<0.6mm。
(3)沟槽加工 变速器壳体零件的活塞腔(见图6)有底部活塞槽及卡簧槽需要加工。
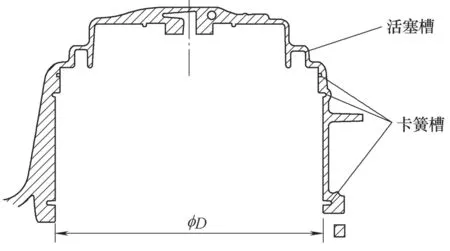
图6 活塞腔示意
1)活塞槽加工。活塞槽采用4齿成形刀具(见图7)直接加工到产品尺寸要求。和大面铣刀一样,因为刀库限制,所以刀具本体进行了削边处理;因为主轴抓刀质量限制,所以该刀具进行了轻量化处理。该铣削刀具直径和切削背吃刀量均比较大,所以加工过程中切削力较大,受制于设备的功率,该刀具选用了相对较低的转速。刀具加工参数为:转速2500r/min,切削速度1800m/min,每齿进给量0.16mm。

图7 活塞槽加工成形刀具
2)卡簧槽加工。加工精度要求最高的槽直径约226mm,其插补加工所用的铣刀直径93mm,6齿。刀尖以R65mm半圆插补切入,然后插补铣一圈直径226mm的圆槽,最后以R65mm半圆插补铣退刀,插补铣轨迹如图8所示。该刀具加工参数为:转速10000r/min,切削速度3519m/min,每齿进给量0.1mm。
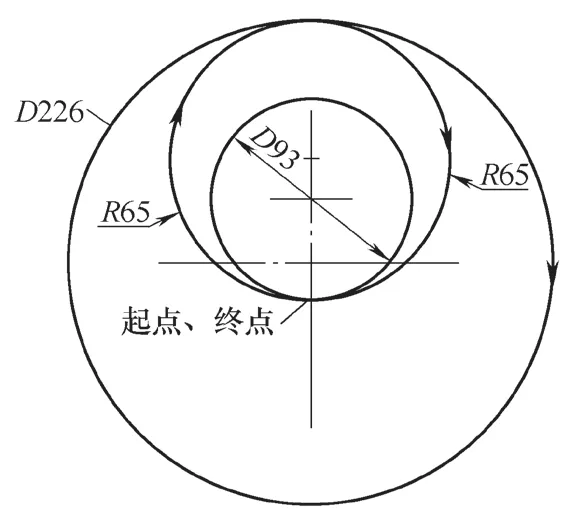
图8 插补铣轨迹
(4)外圆加工 在加工中心用刀具旋转加工工件外圆时,可以采用插补铣或者套铣。对加工表面要求高的外圆,插补铣难以满足加工质量要求,而且加工时间长。
在变速器壳体中,某特征外圆直径公差要求为±0.01mm,插补铣难以满足加工精度要求,所以采用PCD套铣刀具。因为该外圆对孔有同轴度要求,所以在该应用中,将镗孔刀具复合到了套铣刀具中间(见图9),提高加工效率的同时保证加工精度。该刀具加工参数为:转速5000r/min,切削速度1100m/min,每齿进给量0.1mm。该外圆直径尺寸实际工艺能力Ppk达3.0以上。
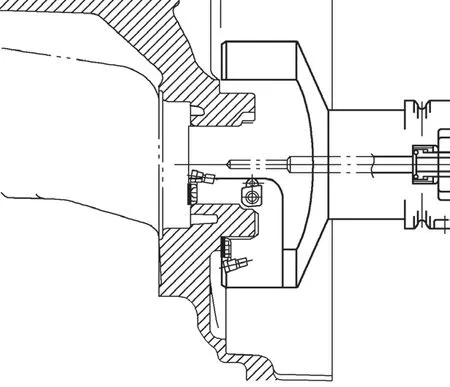
图9 套铣加工
(5)螺纹加工 常规螺纹孔采用传统螺纹切削和螺纹挤压方式加工即可。在加工较大螺纹孔时,传统螺纹加工方式切削力过大,对设备功率扭矩要求高,此时应采用螺纹铣刀进行加工。螺纹铣削技术需利用数控机床的三轴联动功能,实现螺旋插补铣削,由机床控制刀具实现螺旋运动[5]。
在变速器箱体零件中,M20×2.5mm的螺纹孔采用了螺纹铣刀螺旋插补铣加工方案。刀具为标准的整体式硬质合金4刃螺纹铣刀,直径13.95mm。该整体式螺纹铣刀带螺旋排屑槽,刚性好,可以有效降低切削负荷,提高加工效率。
螺纹铣刀以R8mm半圆螺旋插补铣切入,然后螺旋插补铣一圈,最后以R8mm半圆螺旋插补铣退刀,如图10所示。在插补铣的过程中,刀具每插补铣一圈,同时轴向进给2.5mm,保证螺距2.5mm。该刀具加工参数为:转速4500r/m i n,切削速度197m/min,每齿进给量0.1mm,整个螺纹切削时间为3.1s。
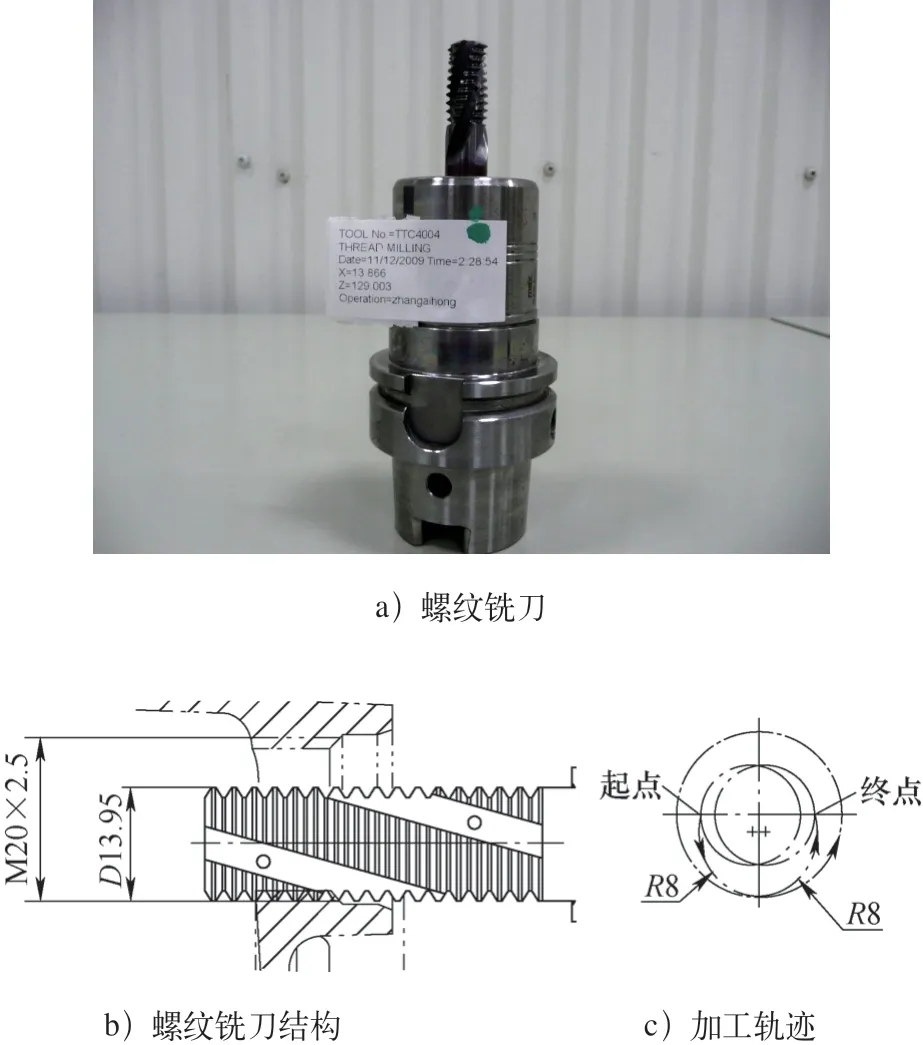
图10 螺纹铣刀及加工示意
在该案例中,螺纹铣刀的材质用的是硬质合金而不是PCD,是因为用硬质合金刀具加工该螺纹孔,切削时间仅3.1s,和准备下一把刀所需时间相差无几,没有必要用PCD刀具提高切削速度来减少切削时间。
3 结束语
基于高效铣削应用原则选择合适的铣削刀具,某变速器壳体零件的实际铣削加工时间52.3s,仅占总切削时间259.9s的20.1%。将高效率的铣削加工刀具应用于变速器箱体类零件的加工中,在实现高效率加工的同时,降低了成本。
