电弧中金属蒸气与GMAW熔滴过渡形态的关系
2022-03-21孙咸
孙 咸
(太原理工大学 材料科学与工程学院,太原 030024)
熔化极气体保护焊(GMAW)已经成为工业各领域不可或缺的焊接工艺方法。熔滴过渡形态对焊接工艺质量和稳定性有重要影响。使用Ar或Ar+20%CO2混合气体,在大电流下可以获得熔滴的喷射过渡形态,但采用纯CO2保护气体时,即使在大电流下也不会发生喷射过渡[1-2]。然而,文献[3]报道了一种添加稀土金属焊丝、直流正接(DCEN)CO2保护气体焊接时获得了喷射过渡形态。为了提高对熔滴过渡现象的控制,有必要进一步阐明GMAW中的熔滴过渡现象,包括焊丝与电弧等离子体之间的相互作用。建立数值模型将焊丝尖端金属蒸气与电弧等离子体性质相联系,成为研究GMAW的强大工具。文献[4]报道,可以通过控制金属蒸气的电导率来调节熔滴过渡现象,从而获得纯CO2保护气体时的喷射过渡。考虑到电弧中金属蒸气对电弧特性的重要影响以及与熔滴过渡形态之间关系的复杂性[5],继续探索电弧等离子体电导率的未知规律,对于推动该项新技术的工程应用仍然是迫切的。为此,论文从典型研究案例入手,以相关数值模拟或试验研究文献结果为分析对象,将电弧中金属蒸气特性与电弧等离子体中心的电导率相联系,探讨电弧中金属蒸气改变熔滴过渡形态的机理,分析电弧中蒸气电导率的影响因素。该项工作对于进一步揭示电弧中金属蒸气与熔滴过渡形态间的关系、推动相关理论发展、促进工程应用,具有一定参考价值和研究意义。
1 金属蒸气参数与GMAW熔滴过渡形态关系
1.1 涉及电弧金属蒸气与GMAW熔滴过渡形态关系的研究实例
表1列出了5个涉及电弧金属蒸气与GMAW熔滴过渡形态关系的研究实例。第1例是采用数值模拟探讨保护气体和金属蒸气中心电导率对GMAW熔滴过渡现象的影响。结果表明,可以通过控制金属蒸气的电导率来调节熔滴过渡现象。第2例使用获得的图像,测量弧长并讨论弧长和电弧电压之间的关系。结果表明,对于低电流值,测量的焊接电压随着电弧长度的增加而增加;然而,对于高电流值,即使测量的电弧长度变短,电弧电压也会增加。认为,高焊接电流值时电弧电压的增加是由于焊丝蒸发的增加降低了等离子体温度,从而降低了电弧等离子体的电导率。第3例将试验和数值方法结合起来讨论了金属蒸气对GMAW工艺喷射过渡和脉冲焊熔滴过渡形态的影响。结果表明,变化的气化率不仅对电弧特性而且对填充焊丝处电弧的附着有很大影响。在许多情况下,电弧区域中的金属蒸气浓度对电弧特性和熔滴过渡的影响比不同的保护气体成分(如氧气、氢气或氦气)更大。第4例介绍了金属蒸气影响的熔化极气体保护焊(GMAW)中氩弧等离子体的计算模型。证实了温度和电流密度的径向分布中中心最小值出现。结果表明,中心最小值是金属蒸气强烈辐射发射的结果。发现金属蒸气的其他影响,例如来自焊丝的相对冷蒸气气流和对增加电导率的影响不太显著。第5例探讨了金属蒸气对GMAW电弧温度的影响。结果表明,金属蒸气对电弧等离子体有两个强烈影响:1)整个电弧的温度降低,2)在电弧轴附近形成局部温度最小值。检验了与薄铝板焊接相关的参数。对于采用较高电流的焊接,增加的辐射发射会导致距离焊丝较远处的局部温度最低。

表1 涉及金属蒸气与GMAW熔滴过渡形态关系的研究实例的工艺参数及项目要点Table 1 Process parameters and project points of research examples involving the relationship between metal vapor and GMAW droplet transfer mode
1.2 金属蒸气参数与GMAW熔滴过渡形态关系
表2为模拟计算出的保护气体与金属蒸气参数(中心区电导率、电流密度分布)和熔滴过渡形态的关系(焊丝直径1.2 mm、焊接电流300 A).可以看出:1)采用Ar保护气体时,等离子体中心区电导率变低,4 000 S/m左右,电流密度最大值4.1×107A/m2,分布在熔滴和固态焊丝附近,导电通路在悬垂熔滴附近向上扩展(爬升),预期的熔滴过渡形态为喷射过渡,如图1(a)[4]所示;2)采用CO2保护气体时,最高电导率(7 540 S/m)区域集中在熔滴最下方,最大电流密度(9.9×107A/m2)也集中在熔滴底部边缘,导电通路集中在悬垂熔滴的底部边缘,预期的熔滴过渡形态为滴状过渡,如图1(c)[4]所示;3)采用Ar+20%CO2混合气体时,等离子体中心区电导率居中(6 000 S/m左右,最大6 380 S/m),电流密度最大值6.9×107A/m2,分布介于Ar和CO2之间,导电通路在悬垂熔滴附近向上扩展(爬升幅度小于纯Ar),预期的熔滴过渡形态为喷射过渡,如图1(b)[4]所示。

表2 保护气体与铁蒸气电导率和熔滴过渡形态间的关系[4]Table 2 Relationship between shielding gas and iron vapor conductivity and droplet transfer mode
2 金属蒸气改变熔滴过渡形态的机理
2.1 金属蒸气与等离子体中心电导率的关系
表3[4]列出了GMAW中虚拟金属蒸气与等离子体中心电导率的关系。图2为金属蒸气电导率对电弧等离子体电流密度分布的影响[4]。图3为焊丝金属蒸气电导率对熔滴和电弧等离子体行为的影响[4]。可以看出,采用Ar保护气体时,当低电导率的虚拟金属蒸气混入电弧等离子体时,电弧等离子体中心的电导率变低(低于4 000 S/m),熔滴附近的导电通路向上扩展(爬升),最大电流密度(4.8×107A/m2)位于熔滴一侧(图2(a)),熔滴过渡形态为射流喷射过渡(图3(a)[4]);当使用高电导率的虚拟金属蒸气混入电弧等离子体时,电弧等离子体中心的电导率不低(高于4 000 S/m),熔滴附近的导电通路向上扩展(爬升)不多,最大电流密度(4.5×107A/m2)位于熔滴底部(图2(b)),熔滴过渡形态为射滴喷射过渡(图3(b)[4]);采用CO2保护气体时,当低电导率的虚拟金属蒸气混入电弧等离子体时,电弧等离子体的中心具有低电导率(约为2 000 S/m),导电通路因此向上扩展(爬升),最大电流密度(5.1×107A/m2)不会集中在悬垂熔滴的底部边缘(图4(a)[4]),熔滴过渡形态为射滴型喷射过渡;当高电导率的虚拟金属蒸气混入电弧等离子体时,电弧等离子体的中心具有高电导率(大于5 000 S/m),导电通路集中在悬垂熔滴的底部,最大电流密度(8.1×107A/m2)集中在悬垂熔滴的底部边缘(图4(b)[4]),熔滴过渡形态为滴状过渡。

表3 进入不同保护气体GMAW电弧等离子体中心的不同电导率的虚拟蒸气对熔滴过渡形态的影响Table 3 Effects of pseudo metal vapor with different conductivity entering arc plasma center in GMAW with different shielding gases on droplet transfer modes
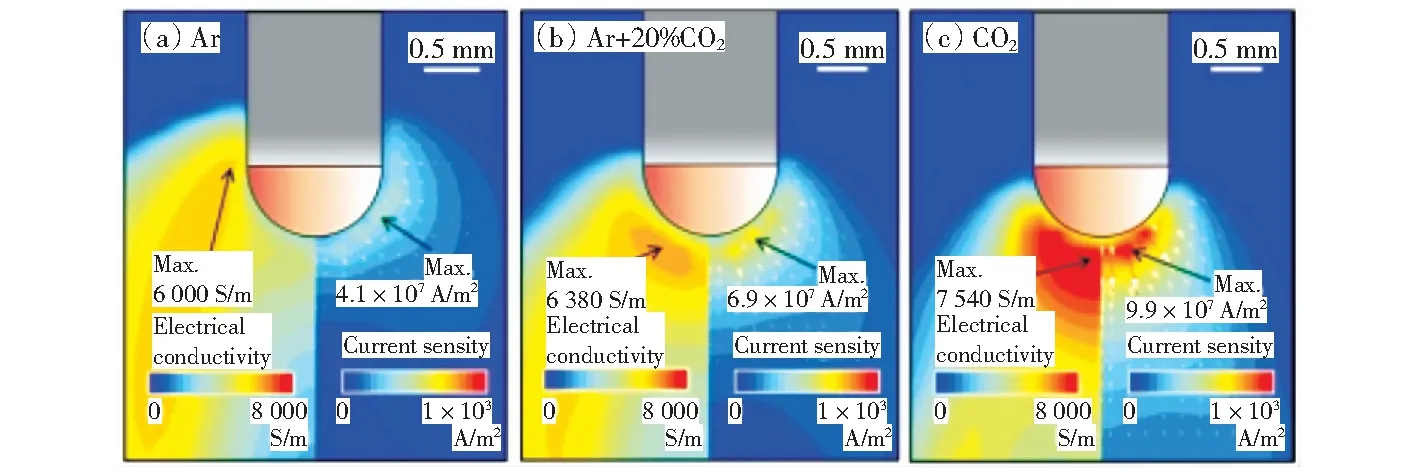
(电弧电流:300 A;熔滴温度:3 000 K)(计算所得)图1 保护气体对铁蒸气电导率和电流密度分布的影响[4]Fig.1 Infuence of shielding gas on electrical conductivity and current density distribution with iron vapor
2.2 金属蒸气改变熔滴过渡形态的机理
金属蒸气改变导电通路的机理分析见表4.图5是作用在熔滴上的力的示意图[10]。图6是熔滴温度对电弧等离子体温度的影响[4]。

图5 作用在熔滴上的力[10]Fig.5 Forces acting on droplet
从表4可以看出,无论采用哪种保护气体,Fe蒸气混入电弧等离子体均使其温度降低(金属蒸气强烈辐射发射和金属蒸气流入对流动的影响[9]).然而电弧等离子体中心的电导率大小却不同,CO2为保护气时电弧等离子体中心的电导率高,Ar或Ar+20%CO2为保护气时电弧等离子体中心的电导率低。因此导致电弧中导电通路部位不同:CO2为保护气时导电通路位于熔滴底部边缘,而Ar或Ar+20%CO2为保护气时导电通路扩展向上爬升。这样作用在熔滴上的主导力发生变化:前者(CO2为保护气)电磁力和斑点压力方向向上,阻碍熔滴过渡,熔滴呈滴状过渡形态;后者(Ar或Ar+20%CO2为保护气)电磁力和斑点压力方向向下,促使熔滴过渡,熔滴呈喷射过渡形态。

保护气体:Ar;电弧电流:300 A图3 焊丝金属蒸气电导率对熔滴和电弧等离子体行为的影响[4]Fig.3 Infuence of electrical conductivity of metal vapor from wire electrode on droplet and arc plasma behavior

保护气体:CO2;电弧电流:300 A;熔滴温度:3 000 K;E.C.:电导率图4 金属蒸气电导率对电弧等离子体电流密度分布的影响Fig.4 Infuence of electrical conductivity of metal vapor on the current density distribution in arc plasma

表4 金属蒸气改变导电通路机理Table 4 Mechanism of metal vapor changing current path
可以从以下3方面分析金属蒸气改变GMAW熔滴过渡形态机理。
1)电弧氛围的变化。金属蒸气(Fe)混入电弧等离子体,降低了电弧等离子体中心的电导率,有利于焊丝端头阳极斑点面积扩展[11],即,使电弧爬升到熔滴上方(图1(a)),于是满足了GMAW喷射过渡形成3要素之保护气体氛围条件[12]。不难看出,金属蒸气的混入,完全改变了电弧的氛围。有文献[7]认为,电弧区域中的金属蒸气浓度对电弧特性和熔滴过渡的影响比不同的保护气体成分(如氧气、氢气或氦气)更大。
2)作用在熔滴上力的变化。由于金属蒸气混入等离子体,电弧氛围发生了质的变化,作用在熔滴上的力的变化及熔滴过渡形成条件如表5、表6所示。可以看出,在Ar或Ar+20%CO2,以及具有低电导率金属蒸气CO2保护气条件下,除了熔滴的表面张力Fσ和气体排斥力Fq是熔滴过渡的阻力之外,其余的如电磁力Fem、等离子流力Fd、斑点压力Fb,甚至熔滴重力Fg均为熔滴过渡的驱动力。满足了电磁力作用方向向下条件[12]。
电弧电流:300 A图6 熔滴温度对电弧等离子体温度的影响[4]Fig.6 Infuence of droplet temperature on temperature of arc plasma

表5 使用CO2、Ar及具有低电导率金属蒸气的CO2气体保护焊接时作用在熔滴上力的变化Table 5 Changes in the force acting on the droplet when using CO2,Ar,and CO2 gas shielded welding with metal vapor with low conductivity

表6 3种保护气体GMAW熔滴过渡形成的力学条件Table 6 Mechanical conditions of droplet transfer formation when three kinds of shielding gas GMAW are used
3)转变电流。由于低电导率金属蒸气致使电弧中的导电通路爬升,作用在熔滴上的主导力呈现有利熔滴过渡方向,熔滴被细化;随焊接电流增大,必然会出现熔滴直径小于焊丝直径的“转变电流”。满足了实现喷射过渡所需的存在转变电流的条件[12]。
3 电弧中金属蒸气电导率的影响因素
3.1 保护气体的影响
可以借助于表2采用反推法进行分析。当使用Ar保护气体时,在电弧等离子体中获得了低电导率(4 000 S/m左右)的金属蒸气,最大电流密度(4.1×107A/m2)分布在熔滴和固态焊丝附近,导电通路在悬垂熔滴附近向上扩展(爬升),熔滴特细,过渡频率特高,熔滴呈射流喷射过渡形态。当使用CO2保护气体时,在电弧等离子体中获得了高电导率(8 000 S/m左右)的金属蒸气,最大电流密度(9.9×107A/m2)集中在熔滴底部边缘,导电通路集中在悬垂熔滴的底部边缘,熔滴粗大,过渡频率低,熔滴呈非轴向滴状过渡形态。当使用Ar+20%CO2混合保护气体时,在电弧等离子体中获得了居中电导率(6 000 S/m左右)的金属蒸气,最大电流密度(6.9×107A/m2)分布介于Ar和CO2之间,导电通路在悬垂熔滴附近向上扩展(爬升幅度小于纯Ar),熔滴被细化,过渡频率较高,熔滴呈射滴喷射过渡形态。可以看出,保护气体类型对金属蒸气的影响,主要通过对电弧等离子体电导率数值的影响,进而影响熔滴过渡形态。Ar保护气体时电弧等离子体电导率数值较低,CO2保护气体时电弧等离子体电导率数值较高,Ar+20%CO2混合保护气体时电弧等离子体电导率数值居中,导致了不同的熔滴过渡形态。
3.2 电弧温度的影响
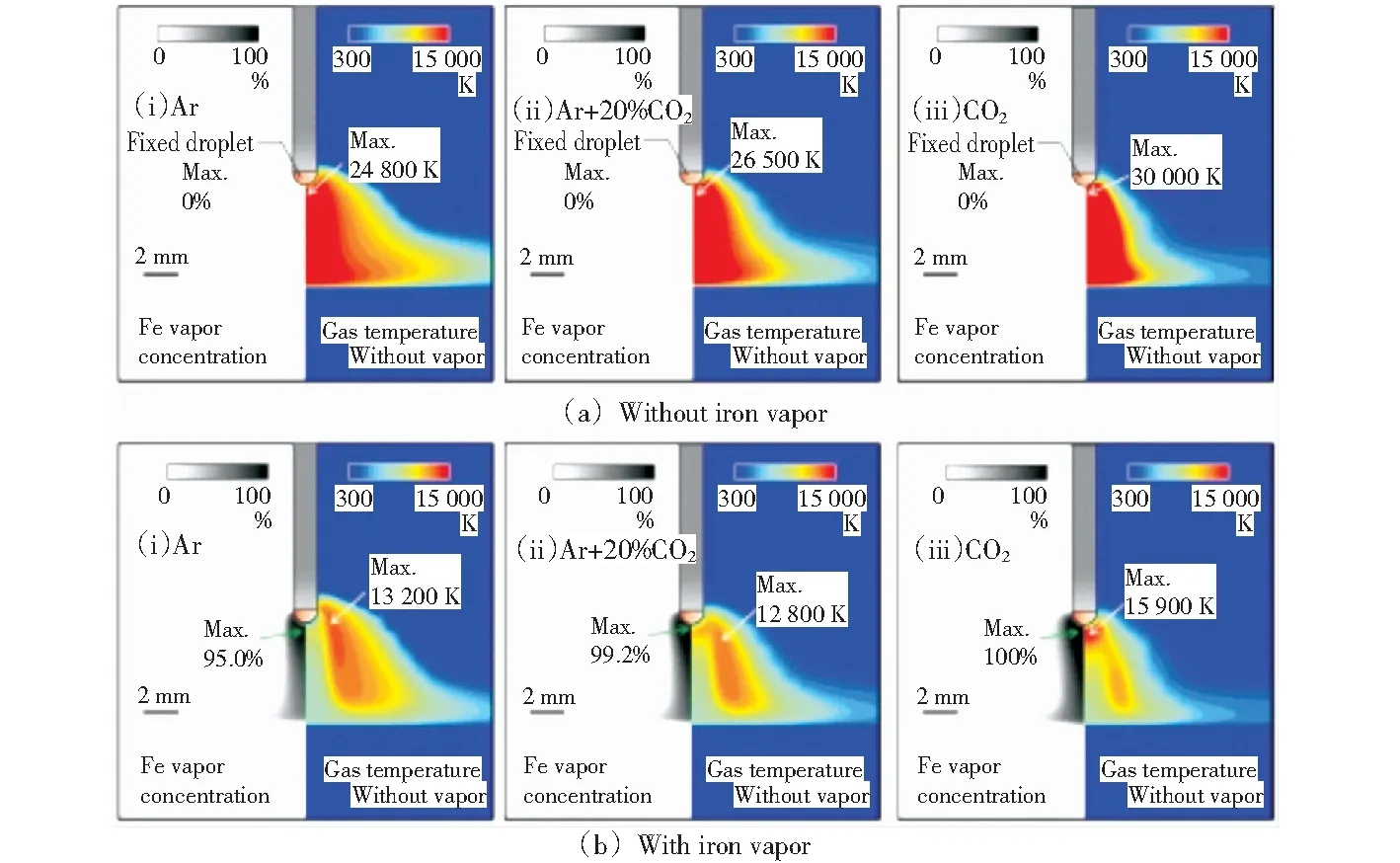
图7[4]是2种保护气体中不同浓度Fe蒸气时电导率随温度变化的关系。可以看出,无论在Ar还是CO2保护气体中,Fe蒸气电导率随温度升高的2条曲线变化基本一致,Ar+10%Fe和CO2+10%Fe蒸气的电导率随温度升高的2条曲线亦是单调上升趋势。也就是说,Fe蒸气电导率随温度升高的特性不因保护气体种类而变化。这是由于电弧温度升高Fe蒸气电离度增大所致[13]。另一方面,随电弧温度的提高,金属蒸气的蒸发率增大,蒸发辐射发射增加和金属蒸气流入对流动的影响,不仅导致整个电弧温度降低,而且导致等离子体中心局部温度出现最小值[9],致使等离子体中心电导率降低,导电通路在悬垂熔滴附近向上扩展(爬升)。最终电弧温度的提升有利于熔滴过渡形态改善。

图7 不同Fe蒸气浓度时电导率与温度的关系Fig.7 Relationship between electrical conductivity and temperature with different Fe vapor concentration
一种采用纯CO2保护气体的所谓潜弧熔化极气体保护焊(BA-GMAW)见图8[14]、图9[15],该方法就是利用大电流下潜入熔池内的电弧温度升高,焊丝尖端Fe蒸气蒸发率增大,致使电弧等离子体中心电导率下降,进而导致电弧导电通路部位扩展(爬升),熔滴细化,实现喷射过渡的典型案例。

图8 明弧焊接与潜弧焊接的区别Fig.8 Difference between open arc welding and welding with “buried arc”

图9 潜入熔池电弧的剖面图Fig.9 Sectional image of arc buried into molten pool
3.3 焊丝化学成分的影响
GMAW焊丝中主要元素的电离电位见表7[12].铁基GMAW实心焊丝化学成分中Fe含量较药芯焊丝中加入低电离电位元素K、Na以后,由于K、Na元素低的电离电位,使得电弧中电离度增大进而使等离子体中的电导率增大。然而,有文献指出[16],Fe蒸气的辐射发射很强烈,降低了电弧温度,减弱了K、Na增大电离度致使电导率提升的作用及影响。文献[17]采用在φ1.2 mm的YGW-11基础上添加稀土金属(ERM)的实心焊丝,研究了不同极性与焊丝组合下,100 A和300 A电流时的电弧行为。图10[17]是不同极性/焊丝组合的电弧和熔滴行为的比较。可以看出,1)在W0(ERM为0)焊丝焊接中,直流反接(DCEP)100 A下,呈短路过渡形态(弧长很短,电弧电压低,极易发生短路过渡);在300 A下呈滴状过渡形态;直流正接(DCEN)100 A和300 A,熔滴受到电弧力排斥剧烈波动,熔滴粗大,为焊丝直径的3倍。2)W5焊丝(含质量分数0.33‰ ERM)焊接中,直流正接(DCEN)100 A时,虽然熔滴粗大,但电弧集中在熔滴下部,抑制了熔滴摇摆;300 A电流时,形成了以焊丝尖端为顶的圆锥形电弧,熔滴呈轴向过渡,熔滴尺寸被细化到1.2 mm左右。

图10 不同极性/焊丝组合的电弧和熔滴行为的比较Fig.10 Comparison of arc and droplet behavior with various polarity/wire combinations

表7 GMAW焊丝中主要元素的电离电位Table 7 Ionization potential of main elements in welding wire for GMAW
高,其余元素如Si、Mn、Cr、Ni、Mo的电离电位差距不大,其金属蒸气的电导率与Fe比较接近,从成分上看不出对电弧等离子体电导率有大的影响。但是图11[17]是2种实心焊丝(W0和W5)在CO2气体保护焊接中的电弧现象原理示意。表8是2种焊丝在CO2气体保护焊接中熔滴过渡的力学条件比较。可以看出,1)采用W0焊丝、直流反接(DCEP)焊接时,阻碍熔滴过渡的力大于促进熔滴过渡的力,电弧等离子体呈圆柱形;由于电弧等离子体中心电导率高,电弧的导电通路位于焊丝底部,熔滴粗大,呈非轴向排斥过渡形态。2)采用W5焊丝、直流正接(DCEN)焊接时,促进熔滴过渡的力大于阻碍熔滴过渡的力,电弧等离子体呈锥形,电弧的导电通路位于熔滴上方,熔滴被细化,呈连续喷射过渡形态。这是由于W5焊丝中含有ERM,这些ERM的电子逸出功比较低(约为3 V),而且ERM容易被氧化,根据“阴极斑点粘着作用”理论[10],阴极斑点具有自动寻找低逸出功氧化膜的倾向,阴极斑点具有自动跳向温度高、热发射性能强物质上的特性。因此,在图11(b)看到了电弧扩展、电弧导电通路爬升至熔滴上方、电弧等离子体呈现圆锥形等一系列电弧现象。

表8 2种焊丝CO2气体保护焊接中熔滴过渡的力学条件比较Table 8 Comparison of the mechanical conditions of droplet transfer in CO2 gas shielded welding with two welding wires

图11 CO2气体保护电弧焊中的电弧现象原理Fig.11 Principle of arc phenomena in CO2 gas shielded arc welding
4 金属蒸气控制熔滴过渡方法及工程应用评价
数值模拟研究预测[4],可以通过控制金属蒸气的电导率来调节熔滴过渡现象。然而,却很少看到在GMAW中被使用的报道(更不用说成功的工程应用案例了)。可能的原因是控制电弧中金属蒸气的电导率非常复杂,尚未取得突破性成果或关键性试验数据。从金属蒸气的影响因素来看,采用Ar或Ar+20%CO2保护气体时比较容易实现大电流喷射过渡;然而采用纯CO2保护气体时,几乎不可能实现大电流喷射过渡[13,18-19]。采用改变焊丝成分,虽然有焊丝中加入ERM,在CO2气体保护焊中、直流正接(DCEN)时出现了细化熔滴喷射过渡形态的案例[5,17],但文献并未阐明CO2气体保护焊直流正接(DCEN)时含有稀土金属蒸气对形成喷射过渡的机理,而且缺乏大面积的推广应用案例。实心焊丝主要化学成分蒸气的电导率与Fe元素比较接近,无法大幅降低电弧等离子体中心的电导率;药芯焊丝中的K、Na低电离电位元素对电弧等离子体中心的电导率的影响,被Fe蒸气的影响所抑制。采用提高电弧温度的方法是值得关注的研究方向。此前文中已经提及的潜弧焊工艺,可以算是提高电弧温度,控制金属蒸气电导率来调节熔滴过渡现象的成功案例,其关键技术是必须有效控制稳弧性。此外,还可以采用双丝双弧GMAW(纯CO2保护气),以及其他电弧(不含Ar或Ar+20%CO2保护气体)+GMAW(纯CO2保护气)复合工艺方法。通过控制金属蒸气的电导率来调节熔滴过渡现象,实现纯CO2保护气体时的喷射过渡,尚需进一步研究其中的关键技术。
5 结论
1)在大电流和相应焊接参数及不同保护气体中焊接时,电弧等离子体中心蒸气的电导率不同,致使电导通路部位各异,最终促成了不同的(射流、射滴和滴状)熔滴过渡形态。
2)金属蒸气降低了电弧等离子体中心的电导率,使电弧中电导通路扩展,作用在熔滴上的主导力方向有利熔滴过渡,完全满足了熔滴喷射过渡形成条件。
3)保护气体类型、电弧温度以及焊丝成分对金属蒸气的影响,主要取决于其对电弧等离子体电导率变化的影响。
4)通过控制金属蒸气的电导率来调节熔滴过渡现象,实现纯CO2保护气体时的喷射过渡,尚需进一步研究其中的关键技术。