宽带激光熔覆铁基涂层工艺参数及性能研究
2022-03-18石皋莲丁倩倩倪玉吉石世宏
石皋莲,丁倩倩,奚 朋,倪玉吉,石世宏
(1.苏州工业职业技术学院,江苏 苏州 215104;2.苏州大学机电工程学院,江苏 苏州 215000)
1 引 言
E-mail:shishihong@suda.edu.cn煤矿井下的工况极为恶劣,液压支架在其中长期服役表面极易发生点蚀、磨损等诸多破坏形式[1]。为修复磨损破坏的支架内壁,目前常用的方法是在保证基体合金良好综合力学性能的基础上,在其表面施加涂层。如马宗彬等人利用IJGR-4半导体激光器在液压支架常用钢27SiMn钢表面激光熔覆制备IGJ-3型合金涂层并分析其性能,发现涂层耐磨性和耐蚀性较基体分别提高了3及4.5倍,大大提高了液压直接的工作性能及使用寿命[2]。菅含含等人为探究工艺参数对熔覆涂层组织和性能的影响,其在27SiMn钢表面激光熔覆制备单道单因素JG-3铁基合金涂层[3]。
目前,关于27SiMn钢表面熔覆铁基合金的研究已有一些报道,但针对27SiMn钢表面宽带激光熔覆铁基合金的工艺参数优化及其摩擦磨损性能研究却鲜有耳闻。因此,本文采用宽带激光熔覆系统对27SiMn钢表面进行宽带激光熔覆,研究使用不同的工艺参数对熔覆铁基合金粉末质量的影响,对比多种试验参数下,得到27SiMn钢表面宽带激光熔覆铁基合金粉末最佳参数组合。同时,对其摩擦磨损性能进行分析,以期拓展宽带激光熔覆铁基合金粉末修复液压支架的应用范围,为今后实际生产过程提供依据。
2 实验材料及内容
2.1 实验材料
试验基体材料为27SiMn钢板材,尺寸250 mm×250 mm×10 mm。将板材表面的氧化物用砂纸打磨干净,之后一次用丙酮和无水乙醇去除其表面污垢。此次试验选Fe316L球形粉末为熔覆试验粉末,粒径为 48~106 μm[4]。基体材料和熔覆粉末材料化学成分如表1所示。

表1 27SiMn钢基体和 Fe316L粉末的化学成分(wt.%)
2.2 实验设备
宽带激光熔覆试验由自行设计的宽带同轴送粉激光成型系统完成,该系统由六轴KUKA KR60工业机械手臂、IPG-YLS-6000-KC型光纤激光器、SLD6000WPA2X工业水冷机、RC-PGF-D2双筒式送粉器、惰性气体输送装置(送粉器粉末载气及熔覆保护气均为氩气,纯度≥99.9 %)及自行研制的宽带激光熔覆头(焦点处光斑大小为15 mm×3 mm,焦距120 mm)等组成,如图1所示。熔覆试验完成后由DK47 电火花线切割机沿熔覆路径线切割,之后由MP-2 型双盘双速金相试样磨抛机分别经过300、500、800、1200、1500目砂纸及W3.5、W2.5、W1水溶性金刚石研磨膏磨抛处理。之后利用王水对试样进行腐蚀处理完成制样。通过多种测试设备如金相显微镜、ZEISS EVO18型扫描电镜、MH-5 型维氏显微硬度仪、室温摩擦磨损试验机等对熔覆试样的显微组织、硬度及耐磨性能等进行表征分析。

图1 YLS-6000-KC 型光纤激光熔覆设备
3 试验方法及结果分析
3.1 单道宽带激光熔覆的单因素试验研究
熔覆工艺参数的选取不同,形成的熔覆层质量也不尽相同。本文对激光平均功率、送粉速度、扫描速度及载气流量等工艺参数进行单道单因素熔覆试验,选取粗糙度为熔覆层质量评价指标[5],单因素试验参数如表2所示。

表2 单因素试验参数
3.1.1 激光功率对单道熔覆层上表面粗糙度的影响
从图2(a)中分析可知,当功率在3000 W时,粉末熔化所需的能量不够,使得有一部分粉末未能熔化,熔覆层表面凹凸不平,随着功率提高,粉末熔化程度越来越高,熔覆层质量越来越高。直到功率增加到4250 W时,熔覆层质量最高,随着功率进一步提高,熔覆层质量逐渐下降。图2(b)是不同激光功率下,送粉速度为2.5 rpm,扫描速度为500 rpm,载气流量6.3 L/min且在激光焦点出熔覆时,熔覆层上表面的粗糙度变化曲线。由图中熔覆层上表面粗糙度折线整体变化先减小后增大的趋势得知,原因是起初激光功率低,粉末不能充分融化,单道熔覆层上表面粘粉较多,粗糙度大[6]。随后激光功率增大时,熔池黏度和表面张力减小,熔池能够充分对流,大部分粉末被熔池捕获,粉末充分融化单道熔覆层上表面几乎没有粘粉,单道饱满,表面粗糙度较好。直到激光功率过大时,热量较多,会使合金粉中元素在内壁表面发生烧蚀,也会导致飞溅的现象,会导致表面粗糙度小幅度的上升。激光功率为4250 W时,上表面的粗糙度Ra值为1.07 μm,相较于激光功率为3000 W(7.40 μm)时下降了85.54 %。
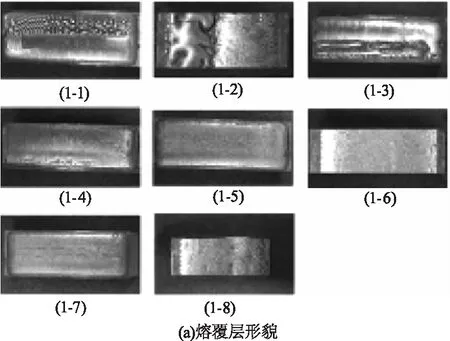
图2 受激光功率影响的熔覆层形貌和性能
3.1.2 送粉速度对单道熔覆层上表面粗糙度的影响
从图3(a)中分析可知,当送粉速度为1.0 rpm,在激光功率4250 W的作用下,熔覆层表面出现烧蚀发黑的形貌,随着送粉速度的提高,熔覆层表面逐渐变得平整。直到送粉速度2.0 rpm时,随着送粉速度进一步提高,熔覆层表面出现“波纹”状形貌。图3(b)是不同送粉速度下,激光功率为4250 W,扫描速度为500 rpm,载气流量6.3 L/min且在激光焦点出熔覆时,熔覆层上表面的粗糙度变化曲线。
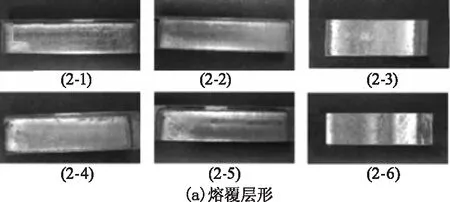
图3 受送粉速度影响的熔覆层形貌和性能
由图所知,单道熔覆层上表面粗糙度随着送粉速度的增加先减小而后增大。激光的功率是固定的,故而激光的能量是固定的。此时,粉末吸收激光能量主要取决于粉末量。当送粉速度较小时,送粉量较小,此时单位体积粉末吸收的激光能量过多导致粉末存在过烧及飞溅现象,因此涂层表面粗糙度较大。当送粉速度增加时,送粉量增大,单位体积粉末吸收激光能量的能力随之提高,光粉耦合效果愈来愈好,熔池能充分对流,此时涂层表面粗糙度降低[7]。但是,随着送粉速度进一步增大,送粉量过大导致合金粉末不能充分的熔入熔池,熔覆层表面形成波浪状纹路,涂层表面粗糙度因此增加。送粉速度为2 rpm时,上表面粗糙度Ra值为0.93 μm,相较于送粉速度为1 rpm(9.70 μm)时下降了90.41 %。
3.1.3 载气流量对单道熔覆层上表面粗糙度的影响
从图4(a)中分析可知,当载气流量为5.1 L/min时,熔覆层表面有大量的浮粉,表面较不平整,随着载气流量提高至6.3 L/min,熔覆层表面浮粉逐渐减少。进一步提高载气流量,熔覆层表面质量几乎不受影响。图4(b)是不同载气流量下,激光功率为4250 W,送粉速度2.0 rpm,扫描速度为500 rpm且在激光焦点出熔覆时,熔覆层上表面的粗糙度变化曲线。由图可以看出粗糙度随着载气流量的增大先减小,之后维持稳定。

图4 受载气流量影响的熔覆层形貌和性能
当激光功率固定时,光斑的能量密度即是固定的,而载气流量影响送粉喷嘴输送粉末的发散角。当载气流量过小时,送粉喷嘴输送粉末的发散较过大,粉末四处飞散导致不能形成良好的光粉耦合效果,单道熔覆层上表会有大量浮粉,从而此时熔覆层的粗糙度较大。当载气流量逐渐增大时,送粉喷嘴输送粉末的发散角逐渐减小,光粉耦合效果越来越好,输送的粉末能充分熔入熔池,从而熔覆层的粗糙度逐渐降低。当载气流量增大到一定值时,输送的粉末全部熔入熔池。此时如果继续增加载气流量值,便不会继续改善光粉耦合效果,从而熔覆层上表面粗糙度不会有较大的变化。载气流量为7.5 L/min时,上表面粗糙度Ra值为0.791 μm,相较与载气流量为5.1 L/min(3.86 μm)时下降了79.51 %。
3.1.4 扫描速度对单道熔覆层上表面粗糙度的影响
由图5(a)分析可知,当扫描速度为400 rpm时,熔覆层表面过烧而变得不平整。当扫描速度为550 rpm时,粉末充分熔化后得到了质量较好的熔覆层表面。进一步提升扫描速度,粉末再一次出现未熔现象,熔覆层表面质量下降。图5(b)是不同激光扫描速度下,激光功率为4250 W,送粉速度2.0 rpm,载气流量为7.5 L/min且在激光焦点出熔覆时,熔覆层上表面的粗糙度变化曲线。激光功率固定保证了激光能量固定。此时,激光作用时间决定了材料吸收能量的多少[8]。

图5 受扫描速度影响的熔覆层形貌和性能
由图5可知,扫描速度越大,涂层表面粗糙度先减小后增大。扫描速度较低时,熔覆层过烧,表面质量过差,熔覆层粗糙度较大。随着扫描速度的增加,熔覆粉末能充分的熔入熔池,从而熔覆层表面质量改善,熔覆层粗糙度变小。当扫描速度增加到一定值时,由于能量密度减小,同时送粉熔池粉末不稳定,表面黏粉较多,粗糙度增大。扫描速度为550 rpm时,上表面粗糙度Ra值为0.97 μm,相较与扫描速度为400 rpm(16.2μm)时下降了95.86 %。
为获得小,表面平整度好的熔覆层,根据上述单道熔覆层单因素宽带激光熔覆试验表面粗糙度,初选熔覆工艺参数为:激光功率4250 W,送粉速度2.0 rpm,载气流量7.5 L/min,扫描速度550 rpm。
3.2 正交优化试验
宽带激光熔覆工艺参数由多个因素构成且每个因素都具备多个水平,不同的因素水平组合形成的工艺参数得到的熔覆层质量不尽相同。为确定影响熔覆层质量各个因素的主次关系,本文设计正交试验以得到最佳因素组合。在单因素试验基础上,本试验确定激光功率(A)、送粉速度(B)、载气流量(C)以及扫描速度(D)这四个因素,各因素取三个水平,以熔覆层显微硬度值为考察指标,进行4因素3水平正交试验,因素水平及正交试验结果分别如表3、4所示。

表3 因素水平
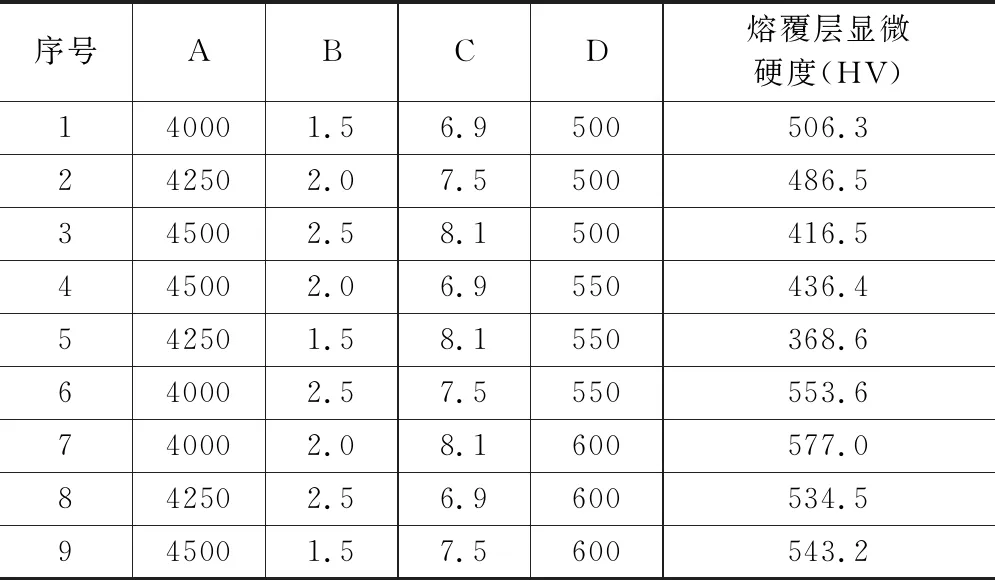
表4 正交试验结果
利用极差法比较极差R的大小可以判断各个因素对熔覆层容量影响的大小,极差分析如表5所示。因素极差R越大,其对熔覆层质量的影响越大[9]。因此,各个因素对熔覆层显微硬度的影响由高到低依次为D、A、C和B,即扫描速度的影响最大,其后依次为激光功率、载气流量和送粉速度。根据k1、k2、k3值的大小来确定A、B、C、D各因子取哪个水平好。对于熔覆层显微硬度而言,取各因子最大的k值所对应的那个水平。要求熔覆层显微硬度值越大越好,所以较优水平组合是:D3A1C2B3,即较优工艺方案为激光功率4000 W,送粉速度2.5 rpm,载气流量7.5 L/min,扫描速度600 rpm。
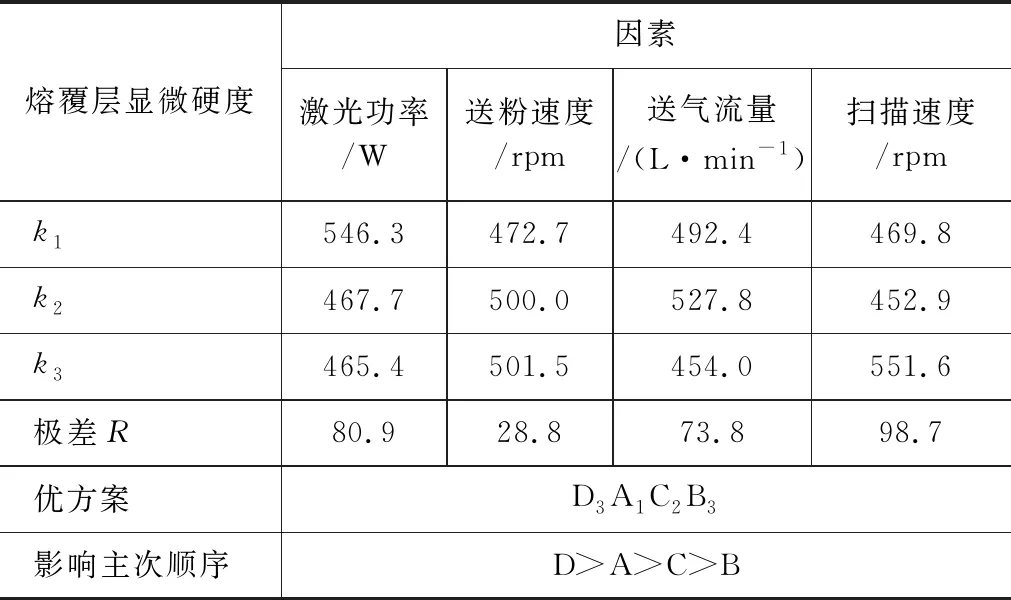
表5 极差分析
3.3 熔覆层组织分析
用最优工艺参数在27SiMn钢表面制备Fe316L熔覆层,图6所示分别为50倍熔覆层宏观形貌以及1000倍下熔覆层底部、中部及顶部显微组织。由图6(a)可知,熔覆层内未看到气孔、裂纹等缺陷,熔覆层与基体之间的结合线平直,说明熔覆工艺参数选择恰当,熔覆层质量较高。由图6(b)可知,熔覆层和基体结合线以上附近区域晶体以平面晶生长,这是由于激光熔覆凝固过程中熔覆层底部温度梯度大,凝固速度小,晶粒的形核速度小,生长速度大,因此熔覆层底部晶粒以粗大的平面晶为主[10]。由图6(c)可知,熔覆层中部晶体组织的生长几乎不受基体的影响,此时凝固速度逐渐增大,温度梯度逐渐减小,晶体生长组织以柱状晶为主,生长方向由底部指向顶部。由图6(d)可知,熔覆层顶部温度梯度最小,凝固速率,晶粒的形核速度大,生长速度小,因此此区域晶粒以体积小数量多的等轴晶为主。

图6 熔覆层金相图
由图7可知,在熔覆层与基体结合线附近区域EDS线扫描能谱测试图中,Ni、Cr元素含量没有出现明显的阶梯分布,即Ni、Cr元素在结合线附近均匀分布。从表1中可知,本身27SiMn钢中Ni、Cr元素的含量远低于熔覆粉末Fe316L中Ni、Cr元素的含量。由此推断,在激光熔覆涂层“快速熔覆快速冷却”的过程中,由于对流传质的作用,粉末中的Ni、Cr元素扩散至基体中,说明熔覆层和基体之间结合良好[11]。

图7 熔覆层与基体结合线附近区域EDS线扫描能谱图
3.4 熔覆层显微硬度分布及摩擦磨损性能
图8为熔覆层横截面不同深度处显微硬度曲线图。其中熔覆层最高硬度平均硬度分别为560.2HV0.5、527.2HV0.5。热影响区最高硬度平均硬度分别为482.1HV0.5、463.1HV0.5。基体平均硬度为237.1HV0.5。熔覆层最高硬度、热影响区最高硬度分别为基体平均硬度的2.4、2.0倍,熔覆层平均硬度、热影响区平均硬度分别为基体平均硬度的2.2、1.9倍。所以该铁基合金熔覆层与基体相比,其硬度提升明显。熔覆层初始部分硬度曲线有下降的趋势是因为熔覆层表面受到细晶强化作用硬度较高,之后晶粒尺寸逐渐变大,硬度有下降的趋势[12]。热影响区域硬度曲线先升高后降低,一方面可能是是因为热影响区域不同位置受热温度不均,不同位置淬火条件不同,导致热影响区不同位置组织硬度有差异;另一方面,热影响区与熔覆层之间由于对流传质的作用,各个位置的元素分布不均,导致不同位置的组织硬度有差异[13]。

图8 熔覆层截面不同深度位置的显微硬度
线切割尺寸规格为10 mm×10 mm×2 mm的摩擦磨损实验块,将表面氧化层打磨清洗干净后吹干备用。对熔覆层和基体分别进行摩擦磨损实验。选择直径4 mm的Si3N4陶瓷球,加载载荷为1000 g,电机转速为1440 r/min,摩擦磨损时间为45 min,基体和熔覆层的摩擦系数曲线图及磨损率柱状图如图9所示。
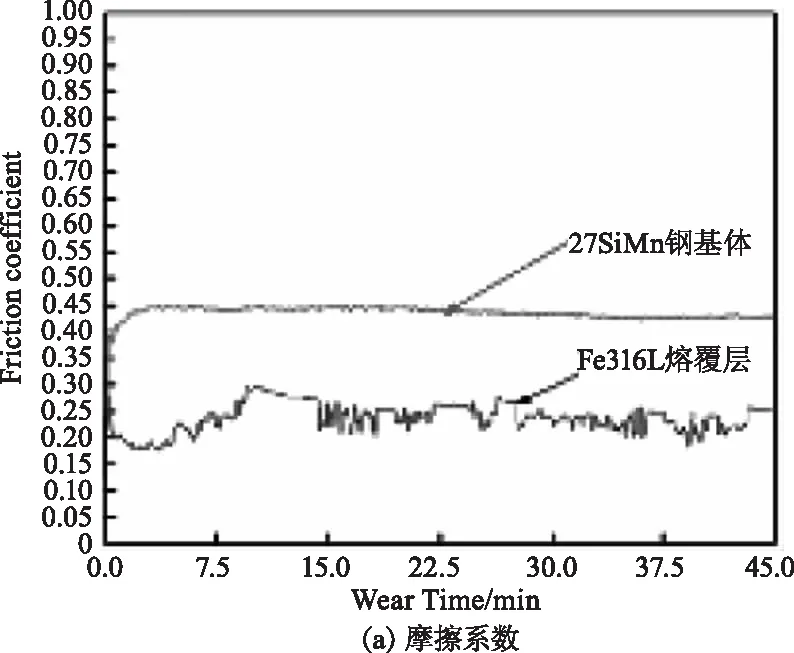
图9 熔覆层和基体摩擦磨损性能对比
由摩擦磨损曲线图9(a)可知,27SiMn钢基体和Fe316L熔覆层摩擦磨损均经历了跑合阶段和稳定摩擦磨损阶段。基体摩擦磨损曲线图的波动性明显比熔覆层摩擦磨损曲线图低,这是因为在摩擦磨损过程中,对磨球与摩擦实验块之间的接触状态由点接触逐渐转为面接触,由于基体组织较熔覆层组织更均匀,整个摩擦过程中摩擦球摩擦状态变化不大而使其摩擦系数稳定[14]。而熔覆层组织内由于C、Cr等硬质元素的存在,导致组织内部硬度有起伏,在摩擦磨损过程中,摩擦球摩擦状态不稳定使得摩擦系数不稳定。熔覆层平均摩擦系数(0.251)远低于基体平均摩擦系数(0.429),这是因为熔覆层硬度较大,不容易产生磨屑。磨屑与对磨球的相互作用极大地影响摩擦系数。由磨损率柱状图9(b)可知,熔覆层磨损率为199.4 mm3·N-1·m-1,基体磨损率为273.5 mm3·N-1·m-1,熔覆层磨损率较基体磨损率降低27 %。
如图10所示分别为熔覆层和基体摩擦磨损试验后200倍电镜下磨痕形貌图。由图10(a)可知,熔覆层表面磨痕存在少量磨屑脱落留下的凹坑和少量凸起的磨屑以及少量平行于摩擦磨损方向的犁沟,这是典型的以磨粒磨损为主伴随着粘着磨损的特征。由图10(b)可知,基体表面磨痕存在着大量磨屑脱落留下的凹坑,这是典型的黏着磨损的特征。由于熔覆层硬度远高于基体,所以对磨球分别与熔覆层和基体摩擦时,基体较熔覆层更容易产生磨屑脱落。综上所述,试验得到的熔覆层的抗磨损能力较基体更强。

图10 磨痕形貌图
4 结 论
本文基于控制变量法依次对激光功率、送粉速度、载气流量及扫描速度开展单道单因素熔覆Fe316L粉末试验,基于单因素试验进一步开展4因素3水平正交试验。利用极差分析考察得到4因素对熔覆层显微硬度影响的顺序依次为扫描速度>激光功率>载气流量>送粉速度,最优工艺参数为熔覆处在激光焦点位置且激光功率、送粉速度、在其流量和扫描速度分别为4000 W、2.50 rpm、6.9 L/min和600 rpm。并对熔覆层和基体进行了磨损试验,分析了摩擦系数、磨损率及磨损形貌,验证了工艺参数优化的可行性。最终,熔覆层平均硬度较基体提升2.2倍,磨损率较基体提升27 %。工艺参数优化能够实现铁基合金粉末熔覆层表面硬度及耐磨性的显著提升,对熔覆修复27SiMn液压支架大有帮助。
