HACCP体系在包装饮用水生产的应用研究
2022-03-18陈梅秀
陈梅秀
[福州市工业产品生产许可证审查技术中心(福州市食品药品审评中心), 福建 福州 350011]
包装饮用水是指密封于符合食品安全标准和相关规定的包装容器,可供直接饮用的水[1]。包装饮用水包括饮用天然矿泉水、饮用纯净水、饮用天然泉水、饮用天然水和其他饮用水。近年来,随着人们对健康生活的追求,包装饮用水受到了越来越多的消费者青睐,福州市包装饮用水市场销量和包装饮用水生产企业数量逐年上升。本文以防控包装饮用水生产企业食品安全风险(尤其是控制溴酸盐、铜绿假单胞菌指标不合格)为目标,针对包装饮用水缺乏专门HACCP体系相关应用规范及实施指南的情况,结合食品生产许可审查工作的经验,拟在已经取证的包装饮用水生产企业中引入HACCP体系管理理念,构建更加完善的食品安全防控体系,旨在帮助包装饮用水生产企业降低食品安全风险。
1 包装饮用水食品安全现状
1.1 福建省包装饮用水抽检情况
对福建省市场监督管理局2020年食品安全监督抽检信息公告(第1期至第26期)包装饮用水的抽检统计数据进行分析,包装饮用水产品共抽检645批次,合格率96.9%。在不合格的20批次中,有15批次为铜绿假单胞菌不合格,4批次为界限指标(偏硅酸、锶)不合格,1批次为理化指标(溴酸盐)不合格(图1)。
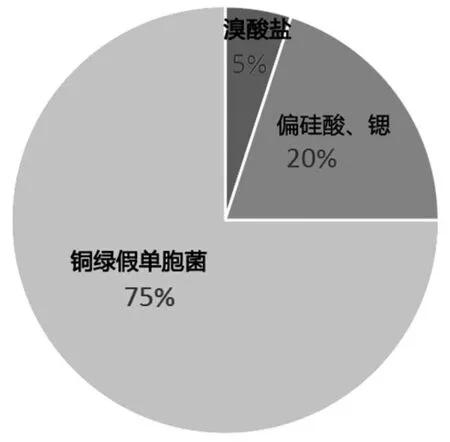
图1 福建省市场监督管理局2020年食品安全监督抽检包装饮用水不合格项目分布情况
1.2 福州市包装饮用水生产企业现场核查存在的主要问题
1.2.1 必备设备设施问题
2019 年至2021年福州市包装饮用水生产许可现场核查发现包装饮用水生产企业主要存在问题如下:一是部分包装饮用水生产企业仅有露天原水储水池,未配备原水储水罐;二是部分使用周转容器生产包装饮用水的换证变更企业,缺少空桶的内部清洗消毒必备的10个清洗消毒工位;三是部分关键设备设施(如水处理、灌装设备)故障,现场核查时无法正常运行;四是部分饮用天然矿泉水、饮用天然泉水和饮用天然水的生产企业,采用去离子化(去除溴离子)等改变水的理化指标等基本物理化学特征的水处理工艺,目的是增加臭氧消毒浓度,来规避溴酸盐、铜绿假单胞菌不合格的问题。
1.2.2 生产工艺布局问题
2019 年至2021年福州市包装饮用水生产许可现场核查发现包装饮用水生产企业存在主要问题如下:一是部分企业的车间布局存在水处理区(一般作业区)与预包装清洗消毒区(准清洁作业区)未分隔;二是预包装清洗消毒区(准清洁作业区)与灌装防护区(清洁作业区)员工共用人流通道,且清洁作业区入口处未设置二次更衣室的情况,车间布局上存在交叉污染。
2 包装饮用水食品安全风险点
综上所述,根据包装饮用水产品的特性,铜绿假单胞菌、溴酸盐仍是取证生产企业食品安全风险的主要因子。鉴于杀菌残留物(溴酸盐)与微生物限量(铜绿假单胞菌)呈负相关性,因此,控制两者均符合包装饮用水食品安全国家标准要求,对包装饮用水生产加工全过程的人、机、料、法、环的要求非常高。同时,包装饮用水(尤其桶装水)限于销售的地域性、局限性,难以集中建设大规模的生产加工企业,据不完全统计,福州地区的已经取证包装饮用水生产企业,约70%均为小微型企业,生产质量管理水平与先进包装饮用水生产企业有较大差距。
3 分析
3.1 依据
包装饮用水生产企业食品安全管理参考的主要依据为《中华人民共和国食品安全法》《食品生产许可管理办法》、2016版《食品生产许可审查通则》《饮料生产许可审查细则(2017版)》、GB 14881—2013《食品安全国家标准 食品生产通用卫生规范》、GB 19304—2018《食品安全国家标准 包装饮用水生产卫生规范》、GB 19298—2014《食品安全国家标准 包装饮用水》、GB 8537—2018《食品安全国家标准 饮用天然矿泉水》、GB 17323—1998《瓶装饮用纯净水》、GB 5749—2006《生活饮用水卫生标准》、GB/T 10789—2015《饮料通则》、GB/T 27341—2009《危害分析与关键控制点(HACCP)体系 食品生产企业通用要求》、GB/T 19538—2004《危害分析与关键控制点(HACCP)体系及其应用指南》等。
3.2 生产工艺流程图及其说明
3.2.1 生产工艺流程图(图2)

图2 包装饮用水生产工艺流程图
3.2.2 生产工艺流程图说明
⑴水源水验收:水源水按原辅料检验规程验收,每年将水源水送有资质第三方检验机构按GB 5749进行全项检验。
⑵粗滤:滤除水源水带来的细小颗粒、悬浮物、胶体等杂质。
⑶精滤:精密截留粗滤系统漏过少量杂质。粗滤、精滤设备班前用成品水冲洗、反冲洗,根据过滤效果定期更换滤膜、滤料。
⑷去离子化(限饮用纯净水):出水电导率[(25±1)℃]≤10μS/cm[2]。
⑸杀菌:杀菌后成品水剩余臭氧浓度,根据水源水的水质波动情况自行设置,较为普遍控制参数为0.4~0.5 mg/L。
⑹包材验收:包材、消毒剂验收按原辅料检验规程验收,严格索证索票,包材、消毒剂贮存应符合产品标签规定要求。
⑺包材清洗消毒:按工艺文件进行清洗消毒,采用周转容器(如回收桶)生产包装饮用水的,包材清洗消毒设备应严格按预清洗、洗涤剂清洗、消毒剂清洗、水冲洗、成品水冲洗等流程清洗消毒,要求配备相应设备,且不少于10个清洗消毒工位(含沥干工艺)[3]。灌装前需对清洗消毒后的包材实施灯检,以控制异物。
⑻灌装封盖(口):灌装车间(清洁作业区)空气洁净度(悬浮粒子、沉降菌)静态时应达到10000级且灌装局部达到100级,或整体洁净度达到1000级[3](每年一检)。灌装车间班前先开启空气消毒设施进行消杀,再开启空气净化系统进行空气净化。灌装机班前应用成品水冲洗。
⑼灯检(或自动监测):用灯光来检验桶装水外观、灌装量、容器状况、封盖严密性和肉眼可见物等[3],灯检合格的方可进入自动喷码、热塑膜包裹等工序。
⑽入库:按产品标准对产品进行贮存。
3.3 危害分析(确定CCP点)
4 应用
根据上述危害分析,以饮用纯净水为例,确定了包装饮用水HACCP计划表,详见表2。
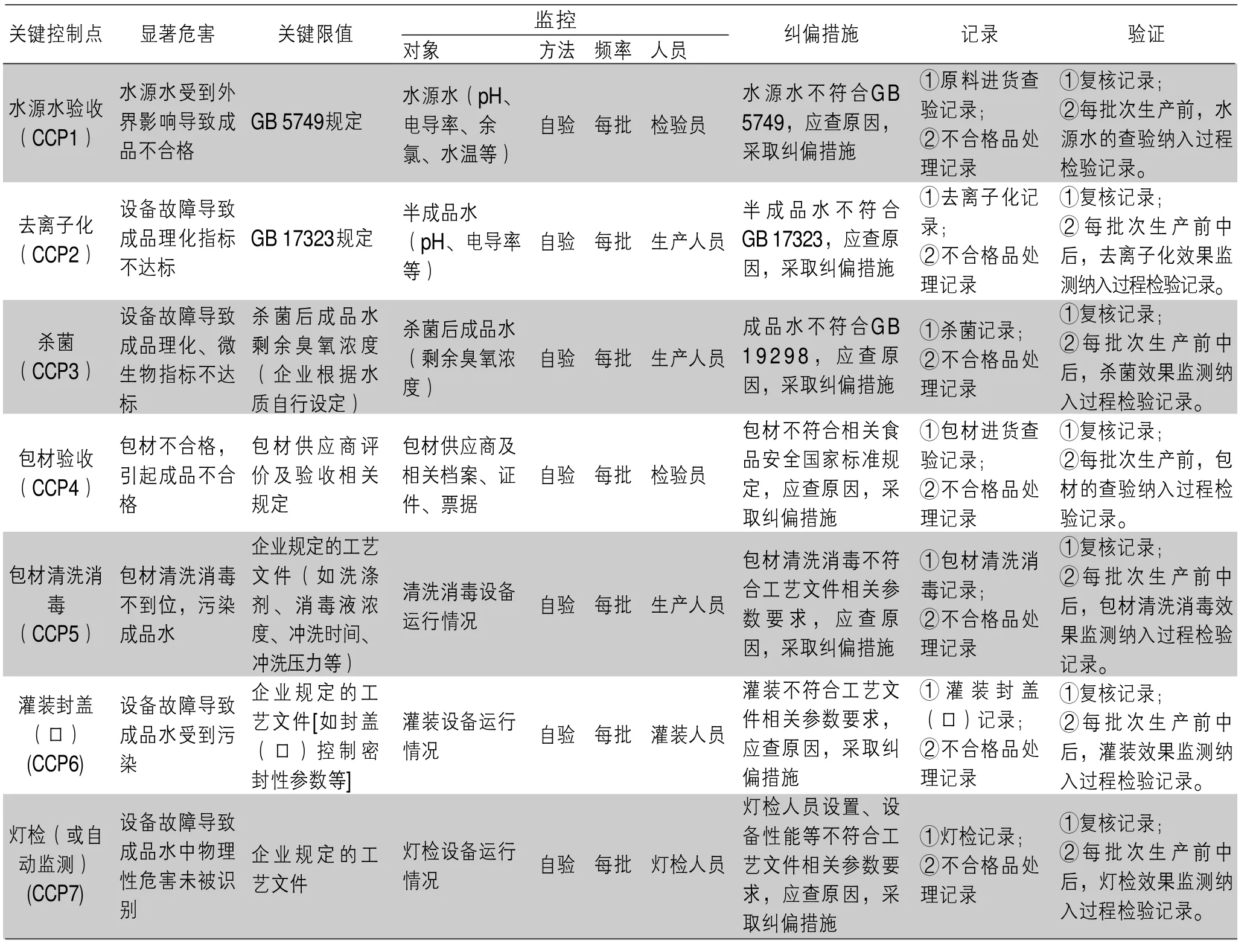
表2 包装饮用水(饮用纯净水)HACCP计划表
5 讨论
因包装饮用水生产工艺相对较为复杂,涉及关键控制点较多且控制要求较细致,已经取证的包装饮用水企业,大多存在关键控制点识别不够完整,且关键限值、监控(对象、方法、频率、人员)、纠偏措施、记录、验证的要求不够明确,导致食品安全管理水平仍停留在表面,无法深入查找食品安全风险的根源。已取证包装饮用水企业已经具备法律法规标准规定的人、机、料、法、环基本条件,若再采用HACCP体系原理对潜在危害进行预判,并与其相应的食品安全管理制度相配合,不仅极大提高职工参与食品安全的积极性,还对食品安全风险点进行靶向性、针对性有效管控,进一步提升管理效率。

表1 包装饮用水危害分析工作表(以饮用纯净水为例)
6 结语
本文仅针对福建省市场监督管理局2020年食品安全监督抽检信息公告(第1期至第26期),结合2019年至2021年福州市包装饮用水生产许可现场核查中存在的主要问题进行分析,以食品审查员的角度,结合包装饮用水实际生产工艺,尝试运用HACCP体系基本原理,识别出包装饮用水生产过程中的关键控制点,以防控溴酸盐、铜绿假单胞菌为目的,针对性梳理出防控的具体措施,供相关从业人员参考。
