钛合金加工表面完整性的研究现状与展望*
2022-03-16张桂冠孙玉利范武林王燎原杨范轩卢文壮左敦稳
张桂冠,孙玉利,范武林,王燎原,杨范轩,盛 一,卢文壮,左敦稳
(1.南京航空航天大学,南京 210016;2.南京星合精密智能制造研究院有限公司,南京 211106)
《中国制造2025 蓝皮书》将空天装备列为未来10 年的重要突破目标[1]。航空发动机作为飞机的心脏,其研制能力是一国综合能力、工业基础和科技实力的集中体现。随着航空发动机高服役性能要求,对其材料与制造技术提出了更高的要求[2]。在航空发动机的研制过程中,先进材料是发展高性能航空发动机的物质基础[3],而制造技术则是满足航空发动机超长服役寿命的保障[4]。1964 年,美国学者Field 等[5]首次提出表面完整性概念,系统地对机械加工后表面几何与表面物理性质进行了阐述,并将其定义为:“通过控制机械加工、非传统加工工艺形成无损伤的表面形态或强化的加工表面”。随后,美国国防部对常见加工工艺下航空合金加工表面完整性进行了系统研究,并建立了庞大的表面完整性数据库。然而,起初在我国航空关键构件机械制造技术领域中的表面完整性问题并没有得到应有的重视。在《2018—2019机械工程学科发展报告机械制造》[6]中指出:我国航空发动机关键构件的制造精度方面已经接近或达到了与国外产品相同的水平,而其服役寿命却不及国外同类产品的50%。随着近年来航空发动机事故与故障失效等事故频发,我国的航空制造技术才逐渐从以往的“成形”制造阶段向表面完整性抗疲劳制造阶段跃升[7],并取得了长足的进步。因此,航空发动机关键构件的加工表面完整性成为评价其加工质量的重要依据。
钛合金作为一种高强度合金材料,因其具有优异的高比强度、良好的抗腐蚀性、超强的断裂韧性与抗疲劳性能,已广泛应用于航空航天等高端装备领域,被誉为21 世纪最具有价值的战略性金属材料[8]。钛合金的用量常被当作衡量飞机选材先进程度和航空工业发展水平的指标,与飞机作战能力密切相关。机械制造的目的是为了制造出满足形状精度与服役性能的构件。然而,由于钛合金材料的高强度、低导热系数、易粘刀以及与刀具亲和力强等特性[8-9],在加工过程中很容易造成较差的表面加工质量。比如,在其加工过程中产生的切削热不易传出,往往集中在某些较小区域内,导致局部切削温度过高,从而造成表面烧伤,继而影响其表面完整性[10]。因此,如何保证钛合金材料的高表面完整性制造,成为摆在科研工作者面前亟待解决的科学难题。
本文旨在对航空发动机钛合金材料常见工艺(切削加工、磨削加工、复合加工以及特种加工)表面完整性的研究现状进行全面梳理,并在此基础上对未来的研究重点进行展望,以期为实现钛合金材料超长服役寿命的制造需求提供理论指导。
1 钛合金切削加工技术
由于钛合金在加工过程中切削温度高[11],刀具磨损严重[9],进而引起表面质量恶化,如图1所示[11-13]。因此,有必要对钛合金切削加工过程中不同工艺条件下产生的表面完整性进行详细阐述。
钛合金材料在切削加工过程中,刀具-切屑接触界面发生剧烈的材料变形与摩擦,导致局部高温和较大的热梯度,进而引起刀具在加工过程中的快速磨损与过早失效。为此,Liang 等[14]对钛合金Ti-6Al-4V 切削过程中超细硬质合金刀具的失效模式和磨损机制进行了试验研究,结果表明,在切削过程中,刀具磨损区域的磨损机制,是由机械引起的磨损、热引起的黏附和扩散、化学引起的氧化等多重因素造成的。此外,加工形貌包括表面特征规律性与表面缺陷的随机性,是刀具几何形状和切削刃运动轨迹在工件的映射。一些研究人员指出,在加工过程中,刀具的磨损对表面粗糙度有着显著的影响,然而,刀具磨损对表面粗糙度影响的相关性仍存在争议,如图2所示[15]。为此,Liang 等[16]详细研究了刀具磨损对其相应加工表面形貌的影响,结果表明,后刀面的磨损状态对其表面加工质量影响较大,随着后刀面磨损加剧,加工表面缺陷由犁沟、测流向表面烧伤过渡。相应的,Sui 等[17]也发现了类似的试验现象。

图2 不同刀具磨损程度下表面形貌SEM 图像[15]Fig.2 Surface defects depending on tool flank wear[15]
材料的去除行为对其加工表面完整性的影响较大。在钛合金切削加工过程中,切削速度与进给速度对切屑的形态影响较为明显。当切削速度较低时,产生非周期性锯齿状切屑;随着切削速度与进给速度的增加,切屑的周期性锯齿状效应得到加强,而产生锯齿状切屑[18];然而,当切削速度增加到一定值时,钛合金材料会发生脆性,继而引起材料的脆性去除[19],如图3所示[20]。Yang 等[21]选用切削速度、进给速度与径向切削深度3 个工艺参数探究Ti-6Al-4V 圆周铣削加工表面形貌的演变规律,并进行了多元线性回归分析,结果表明,进给速度是影响表面粗糙度的主要因素,其次为径向切削深度和切削速度。Zhang 等[22]基于改进的Split-Hopkinson 压杆切削装置,对Ti-6Al-4V 的高速切削加工质量进行了试验研究,结果发现,当切削速度在420~1020m/min 范围内,表面加工粗糙度随切削速度的增加而降低。此外,大量的研究表明,随着切削速度的增加,表面缺陷由塑性变形诱导演变为脆性断裂诱导[23]。因此,切削速度的提高,缩短了加工表面发生塑性变形的时间,进而提高了其表面加工质量。然而,随着切削速度的进一步提高,表面质量将会发生恶化[24]。

图3 不同切削速度下切屑形貌的变化[20]Fig.3 Variation of chip morphologies under different cutting speeds[20]
钛合金切削过程中,钛合金切削加工表面经过挤压与剪切变形使得表层组织发生细化,并伴随着高密度位错、孪晶与晶粒的拉长与破碎[25],称之为“表面变质层”。其中,对加工表面近表层在显微照片中显示为白色的区域称之为白层[26]。据报道,在极端服役条件下,加工表面存在白层可将零部件的低周疲劳寿命降低近30 倍[27]。因此,对钛合金切削过程中白层的问题在现代加工制造中变得越来越重要。Griffiths[28]指出,目前关于白层形成的机制有以下3种主流观点,即:(1)相变;(2)塑性变形驱动的动态再结晶;(3)表面化学反应。Haron 等[29]在采用未涂层硬质合金刀具对Ti-6Al-4V 进行切削加工过程中发现,随着切削时间的增加,因刀具磨损程度加剧而产生严重的塑性变形,并在加工表面上产生塑性变形层(扰动层),如图4所示。Xu 等[30]对Ti-6Al-4V 高速切削过程中表面变质层的形成机制进行了深入研究,结果表明,白层形成的主要机制为高应变率下材料塑性变形驱动的动态再结晶,位错与孪晶的影响次之。此外,Du 等[31]指出提高切削速度可有效减少白层的厚度。
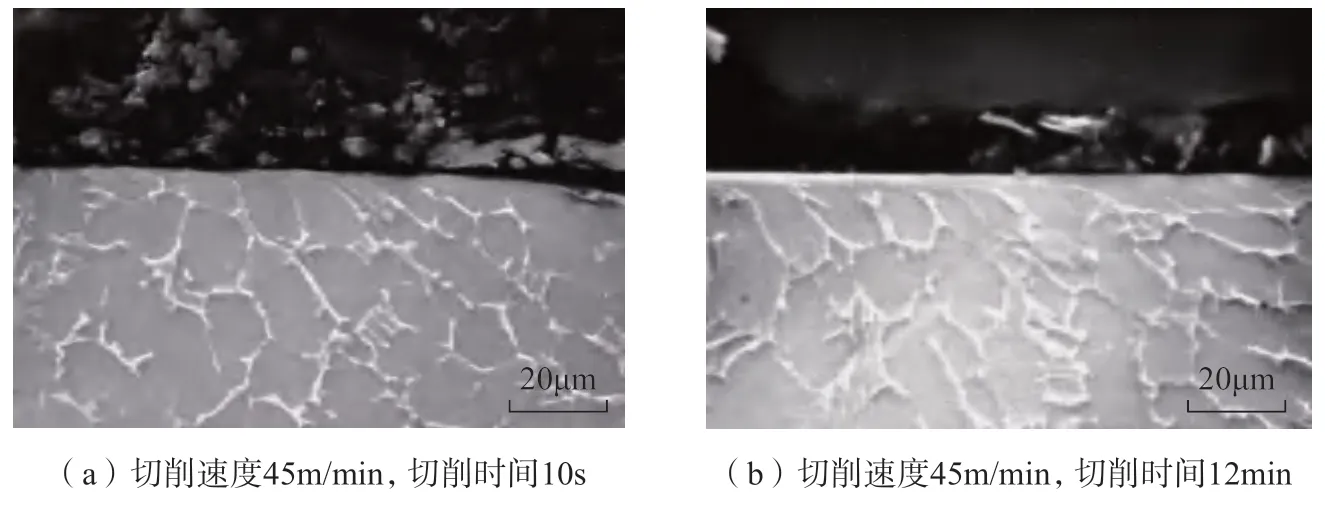
图4 不同切削时间下Ti-6Al-4V 加工表面微观结构的SEM 图像Fig.4 Microstructure of Ti-6Al-4V machined surface under different cutting time
加工表面的冶金变化是决定表面服役性能的一个重要参数。为此,Guo 等[32]选取加工过程中变形率、应变及温度3 个参数,绘制了显微组织变化与显微硬度对3 者的依赖关系,如图5所示。

图5 显微组织变化与显微硬度对变形率、应变及温度3 者的变化规律[32]Fig.5 Variation of microstructure and microhardness with deformation rate,strain and temperature[32]
基于此,Velásquez 等[33]对Ti-6Al-4V 在20m/min、260m/min 两种切削速度下的加工表面和亚表面的横截面进行了表征,如图6所示,结果表明,随着切削速度的增加,加工表面横截面的中等塑性变形层与超细晶粒层的深度增加。然而,Zhang等[34]将切削速度提高至材料脆化临界值以上发现,加工表面损伤层厚度随切削速度的增加而降低,即表现出亚表面损伤的“趋肤效应”。因此,在加工过程中,切削速度对加工表面超细晶粒层的影响还有待于进一步深入研究。

图6 Ti-6Al-4V 加工表面横截面组织SEM 图像[33]Fig.6 SEM images of cross sections of Ti-6Al-4V machined surfaces[33]
此外,近年来,为了在微观尺度上获得更高分辨率的表面完整性数据,在光学显微镜 (OM)与电子扫描显微镜 (SEM)的基础上,透射电镜(TEM)[35]、电子背散射(EBSD)[36]以及聚焦离子束显微镜(FIB)[37]等先进表征手段逐渐被广泛应用,如图7所示[35-37]。

图7 通过不同技术对微观尺度加工表面完整性分析[35-37]Fig.7 Example of machined surface integrity analysis through different techniques at microstructural scale[35-37]
残余应力对航空零部件的服役性能,特别是疲劳性能有着重要影响[38]。其中,加工表面残余压应力对于提高零部件疲劳寿命有着积极作用,而残余拉应力则不利于其疲劳性能。通常,残余应力对零部件服役性能的影响程度由3 个指标来判断,即工件表面残余应力、残余应力峰值及残余应力影响层深度,其分布与大小由切削过程中机械载荷与热载荷共同决定的。王明海等[39]对不同主轴转速(4500~12000r/min)下Ti-6Al-4V 铣削加工表面残余应力的分布进行了探究,结果表明,铣削加工表面的残余应力呈现出由表层的残余拉应力向残余压应力过渡的分布特征,这是由于加工表面的梯度温度场引起的。其中,加工过程中的切削热以及相关热效应易引起残余拉应力,而与塑性变形相关的机械载荷往往会产生残余压应力。然而,对于高速加工技术而言,提高切削速度可增加更多的机械能而导致残余压应力。同时,剧烈的塑性变形会产生更多的热量,进而导致残余拉应力。因此,对于切削加工过程中的速度效应对残余应力的影响仍是一个值得深入探究的科学难题。
Liang 等[40]系统研究了刀具不同磨损状态对Ti-6Al-4V 加工表面残余应力的影响,发现Ti-6Al-4V 加工表面的残余拉应力和最大残余压应力均表现出随着刀具磨损状态的加剧而增大,如图8所示。Liang 等[41]提出了一个考虑磨损引起刀具几何变化的多物理模型,并对Ti-6Al-4V正交切削加工表面残余应力的分布情况进行了预测,试验验证了该模型能够有效评估刀具磨损条件下的残余应力分布特性,如图9所示。
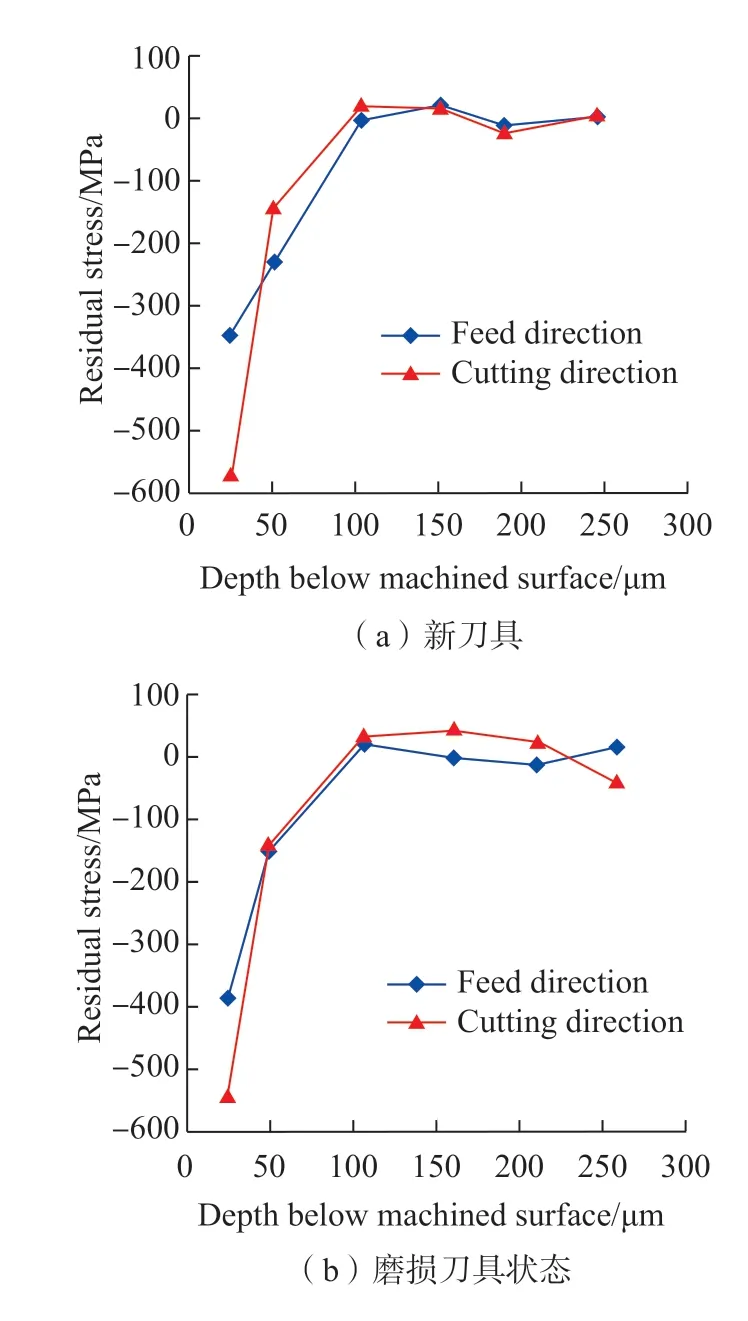
图8 新刀具与磨损状态刀具加工表面的残余应力分布[40]Fig.8 Residual stress depth profiles for new and worn tools[40]
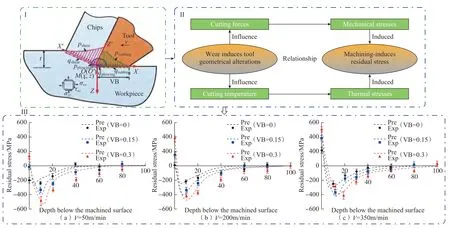
图9 考虑刀具磨损的Ti-6Al-4 V 正交车削多物理模型[41]Fig.9 Multi-physics model with the considerations of wear induced tool geometrical alterations for orthogonal turning Ti-6Al-4V[41]
影响残余应力的因素众多且复杂。仅通过优化加工参数难以实现残余应力的调整。因此,开发一种可用且方便的残余应力主动控制方法对于提高难切削材料的加工效率至关重要。Song 等[42]采用有限元软件Abaqus 建立钛合金切削二维有限元仿真模型,并通过正交切削试验对其进行了验证。然后基于仿真分析模型对单步切削、多步切削、预应力单步切削以及预应力多步切削4 种切削加工条件,对Ti-6Al-4V 加工表面残余应力分布进行了探究,结果表明,多步切削和预应力切削工艺均会增加残余压应力,而多步切削会改变沿深度方向最小残余应力的位置,增加切屑分割度。在4 种切削加工工况中,预应力多步切削可以最大限度地提高残余压应力值(图10[42])。
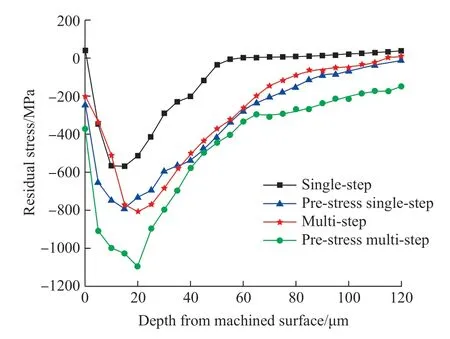
图10 4 种切削加工条件下加工表面残余应力的变化[42]Fig.10 Variation of residual stress downward machined surface under four cutting processing conditions[42]
基于上述讨论,尽管选择合适的工艺参数可有助于获得较高表面完整性的钛合金切削加工,但随着对航空高端零部件使役性能要求的不断提高,运用先进的表征手段对微观或纳观水平的表面完整性参数进行定性或定量分析将成为重要的研究课题。
2 钛合金磨削加工技术
磨削是用硬磨料颗粒作为切削工具,以负前角微切削的形式进行材料去除的过程[43-44]。因此,加工过程会伴随大量的能量消耗,产生较大的磨削力、磨削温度以及磨具的磨损,进而影响被加工工件的表面完整性[45-47]。磨削表面的粗糙度是表面完整性的重要参数之一,且被广泛研究。曹克等[48]使用大气孔与普通气孔两种微晶刚玉砂轮开展钛合金磨削试验,研究气孔尺寸对TC17表面完整性的影响,如图11所示。可知,钛合金磨削表面均存在大量撕裂状缺陷及波纹,但大气孔砂轮磨削后表面的缺陷程度较轻,且试验表明,大气孔砂轮磨削后表面的粗糙度较低。

图11 典型磨削表面形貌[48]Fig.11 Typical grinding surface morphology[48]
Xi 等[49]综合研究了Ti2AlNb 的磨削特性,包括磨削力、磨削比能、表面组织、粗糙度以及磨具磨损状况,结果表明,随着材料去除率的提高,Ti2AlNb 工件亚表面出现了一层厚度小于2μm 的白层,并且非连续形态(图12(a)) 演变为相对连续形态 (图12(b))。
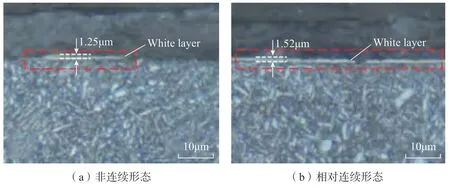
图12 磨削后的Ti2AlNb 金相显微图[49]Fig.12 Metallographic micrograph of Ti2AlNb after grinding[49]
胥军等[50]在Profimat MT 408 平面精密磨床上进行低速和高速磨削TC4-DT 试验,并通过SEM 电镜获得磨削后钛合金的表面形貌,如图13所示。低速磨削时,试样表面有明显的加工纹路但未出现烧伤;高速磨削(80m/s)表面加工纹路较清晰,且存在塑性变形,未发现烧伤,表面形貌良好;当砂轮线速度达100m/s 时,表面出现严重烧伤磨削加工纹路模糊,并出现大面积网状裂纹。
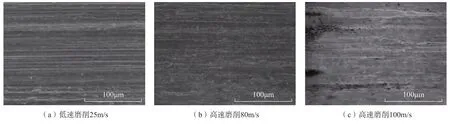
图13 磨削加工表面形貌SEM 图像[50]Fig.13 SEM image of grinding surface morphology[50]
Kadivar 等[51]探究了不同磨削速度下Ti-6Al-4V 表面的残余应力和比磨削能,结果表明,将磨削速度从6m/s 提高到10m/s,可降低残余压应力,在6m/s 的磨削速度下,磨削表面存在研磨轨迹,表面无缺陷;当切削速度由10m/s 提高到14m/s 时,残余应力变化不明显,但磨削速度提高到14m/s 时,由于表面产生较大的塑性变形和更高的温度,磨削表面存在计较多的空洞和污渍。张国军等[52]采用正交试验对TiAl 基合金的砂带磨削表面完整性进行研究,图14为TiAl 基合金平板在最优工艺参数条件下,磨削前后工件的表面形貌图。可知,磨削后的表面光滑、几乎无缺陷,表面质量改善,表面粗糙度值为0.2μm,与原始表面相比降低了近300%。
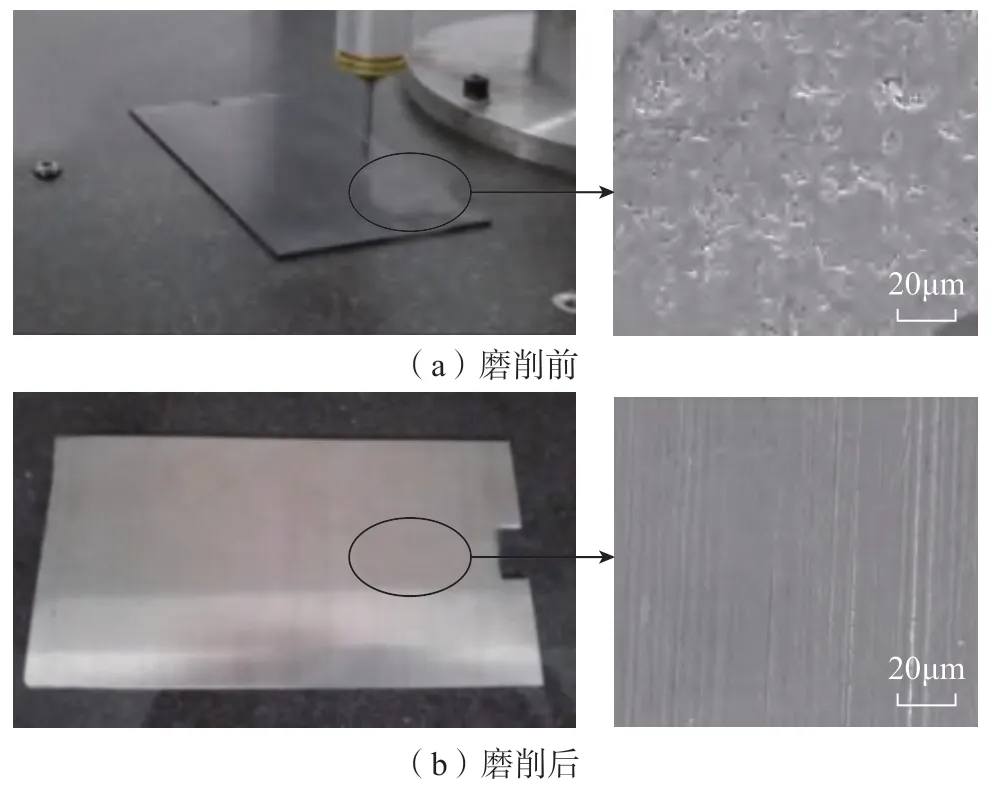
图14 磨削前后工件的表面形貌图Fig.14 Surface topography of workpiece before and after grinding
Li 等[53]从磨削烧伤的角度研究了CBN 砂轮对Ti-6Al-4V 钛合金的临界磨削温度,发现当平均温度超过470℃的阈值时,工件发生轻微磨削烧伤;而当平均温度超过750℃时,工件表面出现严重的磨削烧伤,并伴有严重的变形。Ding 等[54]研究了砂轮表面的磨粒分布对Ti-6Al-4V磨削效果的影响,结果表明,具有特定纹路晶粒分布的CBN 砂轮和带有随机颗粒分布的电镀CBN 砂轮相比,磨削力和磨削功率明显小很多。这主要是由于在磨削过程中,砂轮-工件接触区的瞬时活性磨粒数量减少,从而导致更大的磨屑存储空间和更少的摩擦热。Zeppenfeld 等[55]发现,在高速磨削过程中,随着磨屑体积的增加,磨具与工件的接触长度的增加,法向磨削力大幅度增加,进而造成工件表面的压应力和拉应力不断增大,如图15所示,对于钛铝合金,当进给速度为50m/min 时,在γ-TiAl 相中获得的拉伸残余应力可达σ=400MPa,当进给速度为100m/min和200m/min 时,会产生残余压应力。

图15 高速磨削时工件表层的残余应力[55]Fig.15 Residual stress on workpiece surface during high speed grinding[55]
为了提高磨削过程中钛合金的加工表面完整性,一些柔性研磨加工工艺相继被开发并得以工程应用。宋伟伟等[56]对砂带磨削钛合金的加工过程进行了系统研究,揭示了工艺参数 (进给速度、砂带线速度与下压量)对表面粗糙度的影响规律,试验结果表明,表面粗糙度随砂带的线速度的增大呈现出先减小后增大,随进给速度的增大而增大,随下压量的增大呈现先减小后增大的变化趋势。黄云等[57]利用机器人浮动砂带对航空发动机钛合金叶片进行磨削,试验平台如图16所示。该试验通过控制机器人各个轴的坐标转换来控制叶片的运动轨迹,自适应浮动磨头可根据被加工工件实际线型进行自动补偿,以达到最佳的磨削效果。与磨削前相比,磨削后的叶片均可获得0.4μm 以下表面粗糙度。
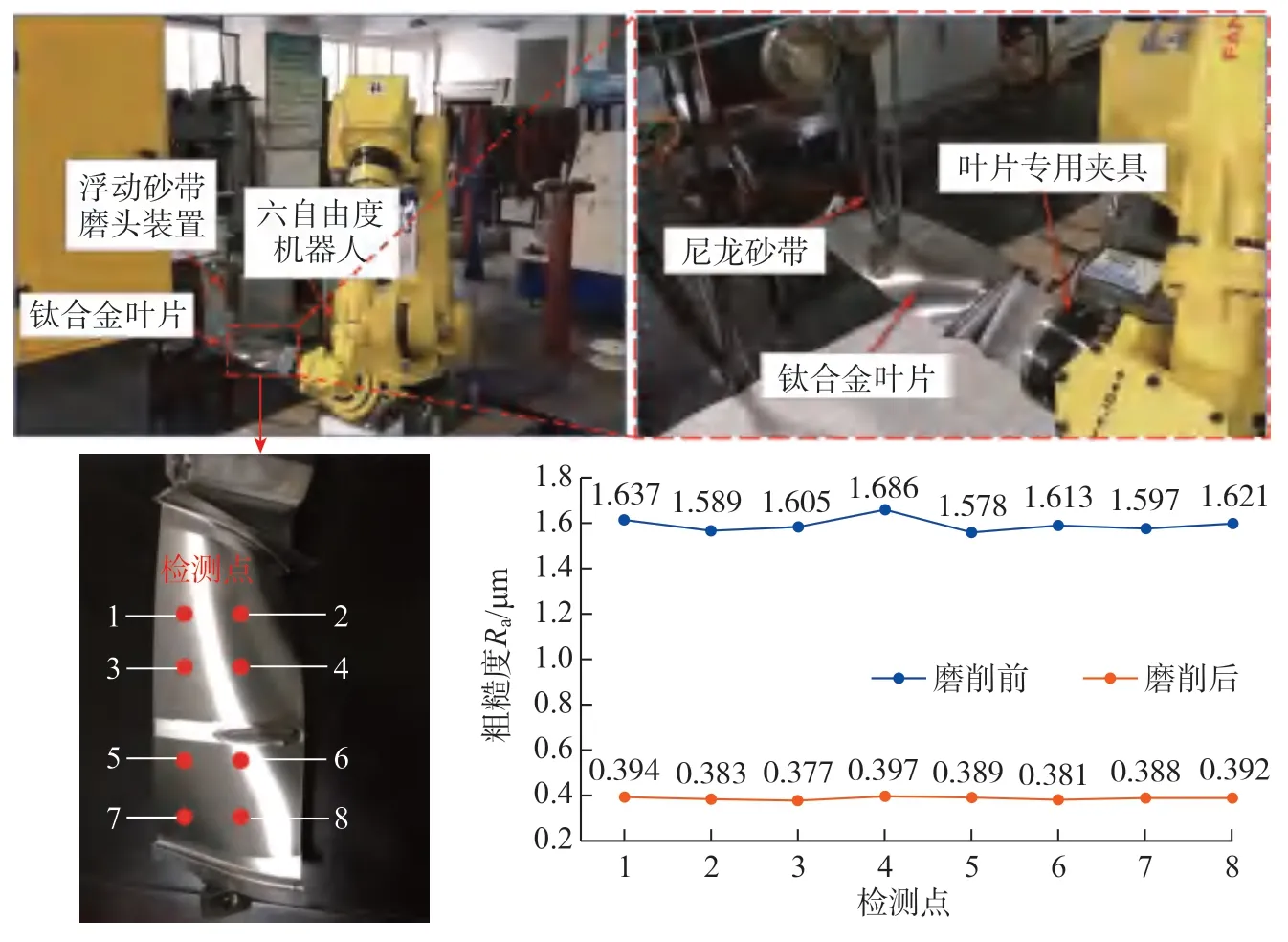
图16 机器人浮动砂带磨削平台及其磨削结果[57]Fig.16 Robot floating belt grinding platform and grinding results[57]
Gong 等[58]针对砂带磨削过程中磨具难以进行有效修正等难题,创新性地提出了一种基于空心球的新型结构磨粒砂带,并对其自锐性能进行了探究,结果发现,空心球砂带的自锐性能优于传统砂带。进一步验证空心球砂带的自锐性对其磨削性能的影响,如图17所示[58](ape为实际磨削深度;ap为磨削深度)。当使用传统氧化铝砂带时,由于钛合金表面剧烈的塑性流动而引起表面缺陷和黏粘碎屑,而使用空心球氧化铝砂带时则未出现上述加工质量问题,表面粗糙度值达0.39μm。

图17 空心球砂带磨削原理及其钛合金模型表面SEM 图像[58]Fig.17 Principle diagram of belt grinding and SEM images of titanium alloy sample[58]
王燎原等[59-60]和陈法宇[61]等设计出一种针对3D 打印的异形波导管件(图18),采用振动复合、高压气流复合等多物理场复合磁力研磨加工技术进行光整,初步获得了达到航空应用技术要求的试验结果,为异形件内表面的光整加工提供了关键的技术参考。

图18 异形波导管及其剖面示意图Fig.18 Diagram of profiled waveguide and section
3 钛合金复合加工技术
随着钛合金切磨削加工和特种加工过程的认知深化和工艺实践的丰富,钛合金车削、铣削、磨削和特种加工技术在航空结构件制造中得到了广泛应用,同时,以提质增效为工艺目标的复合加工工艺在钛合金加工中的应用也日益引起人们的关注。复合加工是将两种及两种以上加工工艺集成在同一加工过程中,借助多种形式的能量(声、光、电、热、化学等)提高加工对象的可加工性、表面质量或加工效率,减小刀具损耗。本节主要介绍超声振动辅助切削加工技术、激光辅助切削工艺、超低温加工工艺、电流辅助切削工艺3 种复合加工工艺在钛合金加工中的研究进展。
3.1 超声振动辅助切削加工技术
作为一种非传统加工技术,超声振动辅助加工技术是在常规切削(车削、铣削、磨削)中为工件或者刀具施加一个以上维度的高频(约20kHz)微米级振动,用周期性“分离-切削”代替常规工艺的连续切削作用[62]。Chen 等[63]通过螺旋铣削和超声振动螺旋铣削两种工艺下Ti-6Al-4V合金孔加工行为进行研究,如图19所示,结果表明,与螺旋铣削相比,超声振动螺旋铣削加工的孔径误差减小、表面微观硬度增加,且在超声振动辅助螺旋铣削加工孔表面的横截面SEM 上观察到了大约4~6μm 的β 相变形层。此外,由于超声波振动载荷在加工孔的表面和亚表面产生更多的材料塑性变形,进而增加了其表面加工硬化效果。

图19 螺旋铣削和超声振动螺旋铣削加工对比[63]Fig.19 Comparison of machined hole-surfaces by HM and UVHM[63]
在超声振动辅助切削的基础上,为了提高超声振动切削加工的效率,研究者提出了高速旋转超声椭圆振动铣削工艺和高速超声波动式切削方法。高速旋转超声椭圆振动铣削工艺将椭圆运动形式引入超声振动辅助铣削,刘佳佳等[64]研究了钛合金的高速旋转超声椭圆振动铣削工艺,试验结果表明,超声振幅越大,铣削平均径向切削力值越小,表面粗糙度值、铣削表面残余压应力值、变形层厚度以及晶粒细化程度越大(图20)。

图20 高速超声椭圆振动铣削表面完整性[64]Fig.20 Surface integrity of high speed ultrasonic elliptical vibration milling[64]
Peng 等[65]采用硬质合金刀具对Ti-6Al-4V 合金进行传统切削(CC)和高速超声波振动辅助切削(HUVC),对其加工过程中表面完整性的影响进行了试验研究,如图21所示,试验结果表明,高速超声波振动辅助切削可有效提高Ti-6Al-4V 合金加工性能、工艺稳定性和表面完整性。

图21 Ti-6Al-4V 合金高速超声波振动辅助切削加工表面完整性[65]Fig.21 Ti-6Al-4V alloy surface integrity of high-speed ultrasonic vibration cutting[65]
3.2 激光辅助切削加工技术
激光辅助切削是在常规切削(车削、铣削、磨削)过程中,在工件的待加工表面施加与刀具作同步进给的激光照射,利用激光能量对工件待加工表面材料进行预处理。如图22所示[66],对比研究表明相对于常规车削和铣削加工,激光辅助加工用于钛合金时能够通过表面材料氧化、表层亚表层材料软化和相变等作用提高材料的可加工性,显著降低刀具的切削力,减缓刀具磨损,获得较低的表面粗糙度。针对激光砂带加工的研究表明复合加工中同时发生磨粒磨削的材料塑性去除和材料气化及熔化去除,可以提升加工表面的耐磨损性能。通过激光参数和切削参数优化匹配,激光辅助切削在提高钛合金加工质量方面已经取得了积极的学术成果,在加工效率提升和低能耗生产方面的应用潜力也初见成效。

图22 激光诱导氧化辅助车削工艺效果[66]Fig.22 Effect of laser induced oxidation assisted turning process[66]
3.3 超低温切削加工技术
超低温(低于-153℃)切削技术,是指一种在材料去除过程中采用液氮等强冷却介质的绿色加工工艺方法。强冷却介质在喷射压力作用下进入加工区域,依靠热传导、热对流等换热方式降低切削热。
Dhananchezian 等[67]针 对TC4钛合金开展了液氮超低温车削试验,研究结果表明,超低温加工环境能够降低切削温度、切削力、表面粗糙度和刀具磨损。Shokrani 等[68]对比了TC4 的常温端铣、漫灌式切削液冷却铣削和超低温端铣加工,发现超低温环境显著降低了加工后的表面粗糙度值,减少了塑形变形和切屑二次沉积引起的加工表面损伤。如图23所示[69-70],超低温铣削能够提高加工表面微观硬度[70],降低切削变质层的深度。梁旭等[71]发现在干切削、超临界CO2(scCO2)以及scCO2与油膜附水滴 (OoW)混合3 种切削方式中,scCO2与微量油膜附水滴混合冷却方式能有效减小切削力和降低切削温度,因而获得良好的加工表面,并研究了切削参数对切削力和切削温度的影响规律。在超低温加工的基础上,针对低刚度薄壁钛合金蜂窝结构在常规铣削中的卷曲、开焊、塌边等缺陷,文献[72-73]提出了冰固持低温铣削,以脆硬的剪切断裂方式代替强韧的拉伸断裂,提高了工件刚度和铣削力,能够有效抑制加工缺陷,提高表面质量。

图23 不同加工工艺下表面完整性对比[69-70]Fig.23 Comparison of surface integrity under different processing techniques[69-70]
3.4 电流辅助切削加工技术
电流辅助切削是在常规切削加工中利用导电工件在通入电流时产生的塑性变化来提高工件材料加工质量的复合加工方法。Lou 等[74]结合仿真和试验研究了TC4 钛合金电脉冲辅助加工,结果表明,电脉冲作用能够减小钛合金的硬度和屈服应力,提高切削过程的平稳性,利于形成连续切屑,从而降低刀具切削力、加工表面缺陷和表面粗糙度值,如图24所示。

图24 电流辅助车削表面形貌[74]Fig.24 Current assisted turning surface topography[74]
路冬等[75]对比了普通车削与电塑性车削两种不同加工方法下的切削力和表面粗糙度,发现电塑性辅助车削加工的工件表面质量得到明显改善且切削力显著降低,并提出了选用较高的放电电压及较低的放电频率的工艺控制策略。在此基础上,廖鹏飞等[76]进一步对比了TC4 钛合金普通车削、超声振动辅助车削及电塑性-超声振动耦合辅助车削,试验结果表明,电塑性-超声振动耦合辅助车削的切削力最小,并且表面质量改善最为显著,较大的放电电压及较高的放电频率有利于降低切削力,获得较好的表面质量。作为一种绿色辅助手段,电流辅助切削为钛合金高质量加工提供了一种有前景的工艺方案。
免疫组化上,组织细胞表达S-100强阳性10例(90.91%)(图 1E),CD68强阳性 10例(90.91%)(图1F),而CD1a阴性11例(100%)。CD20和CD3染色呈现B、T淋巴细胞混杂的背景。
总体来说,通过能量场辅助能够有效改善钛合金材料的加工表面完整性。但是,各能量场作用下的材料去除机制等科学问题还有待深入研究。
4 钛合金特种加工技术
特种加工是泛指用电能、热能、光能、电化学能、化学能、声能及特殊机械能等能量达到去除或增加材料的加工方法[77],具体可分为成形加工技术、表面光整加工技术和表面强化技术。本研究主要论述的钛合金特种加工技术包括精密电火花成形加工技术、精密电解加工技术、磨粒流光整加工技术、表面喷丸强化技术和表面激光冲击强化技术。
4.1 精密电火花成形加工技术
电火花成形加工技术是一种拷贝式加工,它利用工具电极和工件电极间最小间隙处或者绝缘强度最低处,在高压脉冲电压下形成的脉冲放电对工件表面材料实现微量蚀除,工具电极的形状逐步拷贝到工件待加工表面,以此实现成形加工[78]。电火花成形加工技术特别适合难加工合金材料和难加工结构,且技术较为成熟,因而在航空航天高性能钛合金零部件生产中具有广泛应用,也不断延伸出新的研究方向。
利用煤油介质和铜工具电极加工钛合金时,电火花加工表面较为粗糙并覆盖有白层,白层包含各种碳化物和氧化物,其硬度较基体材料大,且脉冲能量越大,再铸层越厚。峰值电流越大时,材料去除率和工具电极损耗越快,表面裂纹也越严重[79-81]。图25[77]为电火花成形加工TC4 钛合金的表面完整性。此外,过大的脉宽会引起放电表面严重积碳(煤油分解),因而降低加工表面质量和加工效率。Tang 等[82]通过电火花单点放电特性的仿真来研究钛合金电火花加工机理,结果表明,再铸层和热影响层厚度沿着放电蚀坑中心到蚀坑边缘逐渐增加,再铸层和热影响层的金相组织不同,但同时存在较大的残余应力值。脉冲电流影响蚀坑的应力状态,脉宽则对再铸层深度和最大拉应力深度有显著影响。Rahul 等[83]研究了工具电极材料对TC4 钛合金电火花成形加工表面完整性、工具电极损耗和加工效率的影响,发现深冷处理铜工具电极比常规铜工具电极和钨工具电极在加工效率、表面质量和工具电极损耗上都有更好的表现。Shokrani 等[68]以表面粗糙度和加工效率为目标,通过优化脉冲电流、脉宽、占空比、抬刀周期等电参数,实现了钛合金的高效高质量电火花成形加工,为钛合金电火花成形加工的工程化应用提供了可行的技术方案。
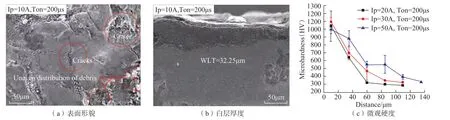
图25 电火花成形加工表面完整性[77]Fig.25 Surface integrity of electrical-discharge-machining workpiece[77]
4.2 磨粒流加工技术
钛合金工件经过车削、铣削、电火花加工、增材制造等技术加工后的表面完整性往往难以满足使用要求,而黏弹性磨粒流光整加工 (Abrasive flow machining,AFM)是一种行之有效的钛合金表面光整技术,在该技术中,半流动的黏弹性磨料在挤压力作用下流经工件表面,驱动其中的硬质磨粒切削工件表层的“微凸起”特征来实现抛光目标。
Yu 等[84-85]利用磨粒流光整加工技术抛光精密电火花加工后的TC4钛合金表面,结果表明,磨粒流光整加工能够显著降低工件表面粗糙度(图26[84]),去除电火花加工中形成的再铸层,提高加工后表面的硬度分布一致性,引入表层残余压应力。通过工序间余量优化分配,磨粒流光整加工技术能够实现提质增效的综合工艺目标。
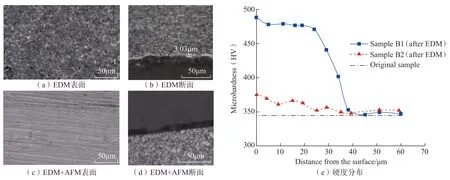
图26 TC4 钛合金磨粒流光整加工表面完整性[84]Fig.26 Surface integrity after AFM[84]
钛合金工件在磨粒流光整加工后的表面粗糙度一致性是当前该技术在工程应用中面临的挑战之一。对于初始表面形貌均匀性的工件,粗糙度作为表层材料去除的宏观效果之一,粗糙度一致性可以归结为材料去除一致性,而后者的关键技术之一是工件表面材料在磨粒流加工中的去除量分布预测。Fu 等[86]采用多磨粒摩擦磨损的叠加作用构建了磨粒流加工工艺的材料去除率预测模型,并将之用于钛合金叶片的双向磨粒流加工预测,并针对存在的材料去除一致性低问题 (图27),提出了优化夹具结构的工艺控制策略 (图28)。
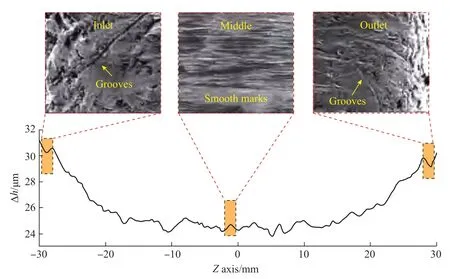
图27 磨粒流光整加工表面粗糙度一致性[86]Fig.27 Surface roughness uniformity after AFM[86]
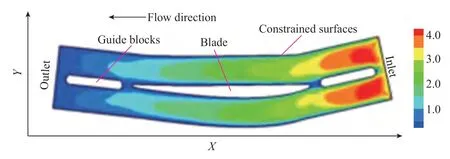
图28 钛合金叶片材料去除一致性控制方案(mm)[86]Fig.28 Strategy for improving MRR uniformity of titanium blade (mm)[86]
Bouland 等[87]利用解析法和流场仿真辅助工具构建了对应的磨粒流加工材料去除率预测模型,提出了利用预试验得到的修正函数来减小由于磨粒流抛光效率衰减导致的材料去除率预测误差的建模策略,并将该模型用于预测增材制造钛合金工件的磨粒流光整加工效果。
4.3 精密电解加工技术
精密电解加工技术是基于电化学原理的一种非接触式特种加工技术,具有工具无损耗、无残余应力、材料以离子状态溶解等优点,在难切削、复杂形状、低刚度的航空结构件大余量去除中得到广泛应用[88-90]。Choungthong 等[91]将电解加工工艺用于去除激光铣削加工的钛合金工件表面重铸结构,并重点观察了电解加工前后激光研磨腔的表面、亚表面和尺寸的变化,结果表明,电解加工可以去除大部分重铸结构,且腔深随加工时间的延长而增大。高激光功率的使用不仅增加了重铸量,而且还增加了工件表面的微孔、裂纹等缺陷。这些缺陷可以通过电解再现,从而扩大微孔和裂纹,并使工作表面加工质量发生恶化。相关研究结果为激光切割表面的重铸去除和去毛刺提供了理论指导。
孙晓宇等[92]采用了电解加工技术制造钛合金心血管支架,试验表明,该工艺制造镍钛合金心血管支架的表面完整性和生物相容性明显改善,如图29所示。同时提高了电解加工技术的环境友好性,为制造性能优异的心血管支架提供了理论指导。
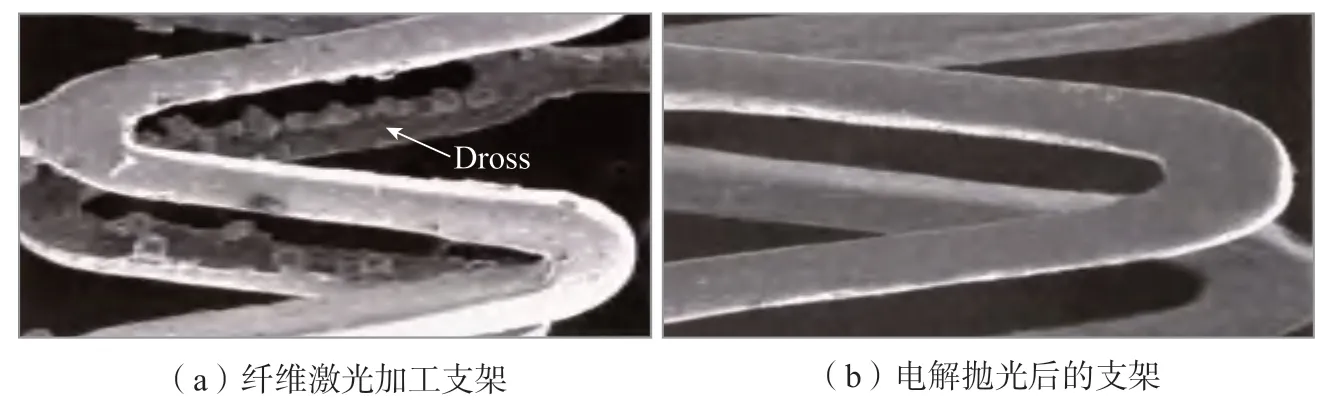
图29 激光加工后支架和电解抛光后支架Fig.29 Stent by fiber laser and stent by electro polishing
李越等[93]分析了极间距和温度等参数对钛合金管电解加工效果的影响,试验表明,较佳的极间距和温度分别为15mm 和25℃,如图30所示,在该参数下电解抛光90s 后,镍钛合金管表面光洁平整,电蚀坑和突起较少,表面粗糙度最小(54.8nm),表面残余压应力最大(191.7MPa)。

图30 极间间距与温度对镍钛合金管表面粗糙度的影响[93]Fig.30 Effect of electrode spacing and temperature on surface roughness of nitinol alloy tube[93]
不可忽视的是当下比较缺乏对精密电解加工多物理场耦合机理研究[94],国内外现有大多数多物理场耦合研究进行了模型简化处理[95],建立相对准确的精密电解加工多物理场模型仍较困难。脉冲与振动精确匹配时,加工间隙内流场、电场、温度场、电化学溶解速度场耦合作用极为复杂。以后的研究需要通过揭示多物理场作用规律,掌握电解加工成形规律,并实现成形过程准确预测。
4.4 表面喷丸强化技术
喷丸加工中,高速弹丸流以20~100m/s 的速度撞击工件表面,如图31所示[96],弹丸流的机械撞击使工件表层材料产生一定深度的塑性变形区,并将残余压应力引入表面塑性变形层,有效阻止工件在服役过程中的裂纹萌生和扩展,提高其疲劳寿命和抗应力腐蚀能力[97]。同时,撞击能改变工件表层微观组织结构,在工件表面产生高密度的晶格缺陷和位错,表层晶粒得到明显细化[98-99]。

图31 喷丸表面强化技术示意图[96]Fig.31 Schematic diagram of shot peening process[96]
Li等[100]采用X射线衍射(XRD)、扫描电子显微镜(SEM)和透射电子显微镜(TEM)对TC17 钛合金喷丸强化表面进行了综合表征,研究了TC17 表面形貌演变和晶粒尺寸随深度的变化规律,发现喷丸加工表面的剧烈塑性变形诱发了位错活动,位错活动具有很高的层错能,从而实现了材料表层晶粒的细化,显微硬度从工件表面到基体逐渐增加(440HV0.02提高到629HV0.02),呈现出递减的梯度变化规律。孙辉[101]对TC4 钛合金叶片喷丸过程进行数值分析及试验研究,确定了喷丸速度等工艺条件和工艺路径,研究了叶片经加工后的表面状态,指出了在叶片机加工时应给予一定的预补偿量,可使叶片喷丸变形后达到预定的形状,如图32所示。

图32 TC4 叶片喷丸后表面状态[101]Fig.32 Surface state of TC4 blade after shot peening[101]
在工程应用中,应该通过喷丸工艺参数优化来兼顾加工表面质量和加工效率,同时避免加工表面剥层和褶皱异常缺陷对工件服役性能产生的不利影响。此外,通过将喷丸表面强化与其他技术复合,在保证工件表面力学性能的同时降低粗糙度,是喷丸表面强化技术研究和应用的关注点之一[102-103]。
4.5 表面激光冲击强化技术
激光冲击强化加工技术是近年来发展起来的新型强化技术[104]。该技术利用激光束产生等离子体诱发的冲击波在工件次表面引起局部塑性变形,并使其产生高度位错,进而提高零部件的整体服役性能(图33[102])。

图33 激光喷丸强化示意图[102]Fig.33 Schematic diagram of laser shot peening[102]
Li 等[105]对TC4 的激光冲击强化效果进行了试验研究。结果发现,未经强化试样的振动疲劳断裂区的裂纹源位于表面以下约100μm 深度处,而经过激光冲击强化试样的振动疲劳断裂区的裂纹源位于次表面(图34[105])。进一步发现,激光冲击强化次数对疲劳寿命具有积极的影响。随着强化次数的增加,初始晶粒将细化为许多亚晶粒,甚至是纳米晶粒(图35[105])。
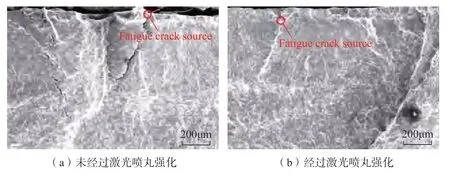
图34 不同处理试样的疲劳裂纹萌生形貌[105]Fig.34 Fatigue crack initiation morphologies of different treated specimens[105]

图35 不同处理方式下试样表面80μm 深度处的透射电镜照片[105]Fig.35 TEM photographs at depth of 80μm from the top surface of the specimens with different treatments[105]
昝垚旭等[106]使用X 射线衍射仪、显微硬度计等分析了激光冲击强化处理后Ti834 合金,并用扫描电子显微镜等观察被终极区域的表面形貌和显微组织,结果表明,第1 次处理和第2 次处理后形成的强化层厚度分别为170μm 和265μm,残余压应力峰值均出现在次表层。孙汝剑等[105]采用20J、25J 和30J 级别的脉冲激光冲击TC17 钛合金,观察并归纳其微观组织演变、表面形貌及粗糙度变化、残余应力分布和拉升性能改变规律。得出了试样表面粗糙度降低,表面残余应力增大,钛合金屈服强度提升30~70MPa 的结论,但激光冲击强化对TC17 钛合金抗拉强度影响不大,如图36所示[107]。

图36 不同方式激光冲击强化后钛合金表面完整性[107]Fig.36 Surface integrity of TC17 under different ways by LSP[107]
综上所述,针对钛合金难加工材料而言,特种加工技术可解决航空发动机等装备制造中常规加工方法无法实现的加工难题。此外,由此衍生出的特种加工与传统制造技术相结合的组合式加工新概念与新工艺是未来需要研究的重要课题。
5 结论
本研究针对钛合金切削温度高,刀具磨损严重等问题,从切削加工、磨削加工、复合加工以及特种加工4个工艺角度对钛合金加工表面完整性的发展现状展开综述,分析了工艺参数对表面完整性状态特征的影响规律。其中,钛合金材料在不同加工方式下所获得的表面完整性不尽相同,进而导致其服役性能产生显著差异。为此,针对目前钛合金加工技术发展现状,为了获得有效表面完整性加工,钛合金材料加工技术的进一步发展趋势主要集中在以下4 个方面。
(1)钛合金材料在切削、磨削、复合加工与特种加工等工艺过程中均会承受不同的机械/热载荷,并引起其加工表面微观组织及机械特性的变化,继而对其服役性能造成不同程度的影响。然而,就目前而言,还没有合适的理论方法来对不同服役性能要求的钛合金材料选择最佳的加工工艺。因此,未来的工作有必要从不同加工工艺下钛合金的表面完整性与功能性的影响机制着手进行深入探究。
(2)钛合金精密加工正朝着高效、精密、低损伤的方向发展,随着高速/超高速加工技术与多能场复合精密加工技术的快速发展,使得钛合金高效低损伤精密加工成为了可能。然而,对于超高速加工技术而言,高应变下的材料去除模式对其加工表面质量的影响机理还有待于深入研究。此外,基于力-热耦合场下表面完整性的演变已进行了深入研究。然而,在多能场辅助复合加工技术中,需要充分考虑复杂场效应对其表面完整性的影响,并在此基础上完善相关理论模型。
(3)在钛合金精密加工过程中,刀具/磨具磨损是制约钛合金高表面完整性加工的核心瓶颈问题,其磨损程度又会复映到表面完整性,致使表面完整性一致性较差。未来应基于时间维度,将刀具/磨损问题纳入表面完整性演变规律中,并开发出相应的理论模型。此外,高性能刀具/磨具的开发也是目前值得深入研究的工程科学问题。
(4)目前,大多数研究集中于某一种加工技术下表面完整性的演变规律问题。然而,一个零部件从毛坯到成品,往往需要经历多种加工工艺,如切削-磨削-(特种加工)-研抛-表层强化等工艺流程。因此,需要建立面向整个工艺链中工艺参数与表面完整性的映射模型,并以钛合金关键零部件的服役性能需求为目标,获得其满足服役性能需求的工艺特征域,对引导和推动钛合金关键构件高表面完整性制造技术的发展奠定理论基础。
