大流量颗粒料3D打印跳转拉丝控制研究*
2022-03-15李昭勋吴华英王彦丽
李昭勋,王 晓,吴华英,王彦丽
(1.西安增材制造国家研究院有限公司,陕西 西安 710117;2.西安交通大学 机械工程学院,陕西 西安 710049)
0 引言
熔融沉积成型(Fused DepositionModeling,FDM)技术作为快速成型(Rapid Prototyping,RP)的技术方法之一,与其他RP技术相比,具有低成本、易操作、容易维护的优势,从而使其成为应用较为广泛的3D打印技术之一[1]。尤其在新产品研发阶段,可以大幅度缩短生产周期,降低企业研发成本,提高新产品的迭代效率,进而提高其市场竞争力[2]。
基于FDM工艺熔融沉积的原理,在打印过程中只要存在跳转的位置,必然会出现滴料和拉丝问题。通常在模型打印完成后,跳转部位连接处即会出现大量的丝,往往需要非常小心地用工具将其处理干净,其打印成本和周期随之提高[3,4]。滴料、拉丝问题不仅会影响打印件的表面质量,甚至还会造成较为严重的尺寸误差,从而导致打印件报废。
对于桌面级的FDM设备,打印原材料多为丝材,其打印拉丝控制一般从打印头结构改进及工艺参数调整两方面进行[5],因为桌面级的FDM设备其打印头喷嘴直径通常仅0.4 mm,挤出的材料非常细,易于实现断裂控制。而对于成型尺寸大、打印效率高的螺杆挤出式工业级FDM打印设备,其打印喷嘴直径大(1 mm~5 mm,甚至更大),挤出流量高,使得挤出材料的直径变大,跳转引起的拉丝直径也在随之变大,在跳转过程中,拉丝与本体形成较为牢固的“焊接”结构,加大了后处理的难度。
事实上,拉丝现象是非牛顿流体的固有特性,拉丝不仅与分子结构有关,还与熔体黏度、打印头的喷嘴温度、喷嘴结构等因素有关。本文采用西安增材制造国家研究院有限公司自主开发的工业级螺杆挤出式FDM设备(EDP-P01),通过研究跳转距离、跳转速度、打印路径等切片参数对打印件重量、尺寸精度、拉丝量等的影响,并且通过优化切片参数观察拉丝情况的改善程度[6,7],从而得到提高工业级大挤出量FDM打印设备打印件表面质量及精度的方法。
1 实验部分
1.1 实验材料
实验材料为台湾奇美实业股份有限公司生产的ABS颗粒,牌号PA-757,颗粒直径约2.75 mm、长度为3 mm,打印温度为180 ℃~250 ℃。
1.2 实验设备
实验设备为西安增材制造国家研究院有限公司自主开发的FDM打印机EDP-P01(螺杆挤出熔融沉积成型设备),喷嘴直径为2.5 mm,如图1所示。

图1 EDP-P01设备
1.3 模型打印
1.3.1 建模
1.3.2 切片
采用AMSP-EDP软件进行切片。
1.3.3 打印条件
采用EDP-P01设备,分别对上述3种模型进行打印。所有模型的打印温度均为225 ℃,底板温度均为80 ℃,层厚均为1 mm,打印速度分别为30 mm/s、40 mm/s和50 mm/s三种,线宽为2.5 mm或4.9 mm。
打印路径如下:
(1)线宽为4.9 mm时,第一个单条往返走一个来回,然后以最短距离跳转至下一单条,继续往返走一个来回,再跳转至第一个单条……重复上述路径直至整个模型打印完成,折返回来时线宽理论上仅为0.1 mm。之所以这样设置,是为了保证跳转点始终固定在两个点,可以最简单直接地反映问题。简化的跳转拉丝模型见图2。
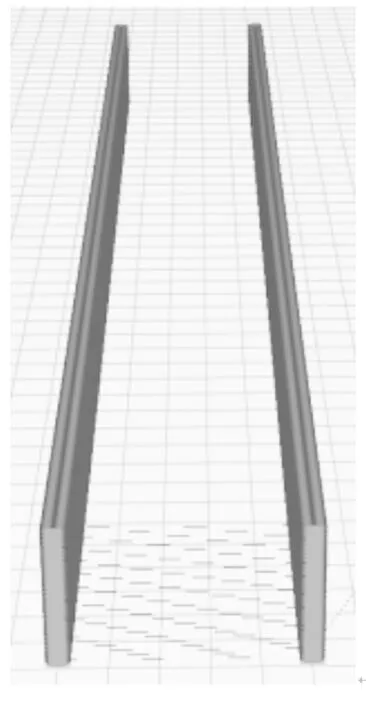
图2 简化的跳转拉丝模型
(2)线宽为2.5 mm时,整个打印路径同上,只是所有线宽均为2.5 mm。
2 实验结果与讨论
2.1 跳转对打印件整体重量的影响
采用第(1)种打印路径进行切片,打印速度为40 mm/s,跳转距离分别为50 mm、100 mm、200 mm。打印完成后称量模型总重,并与模型的理论重量进行对比,研究跳转拉丝过程对打印件整体重量的影响。
而且今年,我们还很高兴邀请到了专攻新西兰葡萄酒的专家,刘玲女士辅助David作翻译讲解。David的专业讲解,刘玲老师在翻译之余也时不时抛出自己的经验和种种干货,让参与嘉宾赞声连连。也难怪有嘉宾表示:“内容很多干货。看得出大师选酒很用心。每款酒都能代表产区特色、品种风格,哪怕是同样品种,不同酒款的特色也很鲜明,让我们深入感受到,个性新西兰,何止长相思。”
实验结果表明:跳转拉丝几乎不会引起模型整体重量变化。这是由于模型的总重量是由螺杆在打印过程中的总转数决定的,而螺杆的转动直接受G代码控制。因此,模型一旦切片完成,模型重量就已确定,最终打印件的重量仅仅会受螺杆进出料的波动影响而存在小范围偏差。而跳转引起的拉丝是由于结构缺陷导致的,因此拉丝量包含在出料总量中,拉丝量越大,实体缺料量则越大。跳转对打印件重量的影响如图3所示。
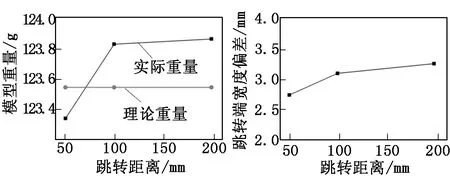
图3 跳转对打印件重量的影响 图4 跳转对跳转端宽度偏差的影响
2.2 跳转对打印件尺寸偏差的影响
采用第(1)种打印路径进行切片,打印速度为40 mm/s,跳转距离分别为50 mm、100 mm、200 mm。打印完成后对跳转端的宽度进行测量,研究跳转拉丝过程对打印件尺寸偏差的影响。
实验结果表明:不同跳转距离下跳转端的实际壁厚均比理论值小,且跳转距离越大壁厚偏差越大。这是因为跳转过程会出现滴料拉丝现象,而在跳转至下一个点时会出现缺料现象(即模型的实际壁厚变小)。导致这一结果的直接原因是螺杆挤出量的变化,而在螺杆结构和材料种类确定且材料打印温度一定的情况下,螺杆的挤出量与塑化压力有关。在打印过程中螺杆机筒内始终存在塑化压力,该塑化压力在打印过程中会达到动态平衡,以保证材料的均匀挤出。塑化压力与螺杆转速有关,螺杆转速越大,则塑化压力越大。在打印头开始跳转时,螺杆停止转动,熔融态的材料在自身重力及机筒内塑化压力的双重作用下被挤出(即滴料拉丝现象),导致塑化压力降低;而当打印头跳转过程完成后,螺杆开始转动,此时机筒内塑化压力仍然较低,出料量自然较少,直至塑化压力达到跳转前的大小,才能达到正常的挤出量。因此,跳转端的实际壁厚要比理论壁厚小。跳转对跳转端宽度偏差的影响如图4所示。
2.3 跳转距离对拉丝量的影响
采用第(1)种打印路径进行切片,打印速度为40 mm/s,跳转距离分别为50 mm、100 mm和200 mm,模型打印完成后通过对拉丝量的称量,研究跳转距离对拉丝量的影响。
实验结果表明:拉丝量随跳转距离的增大而增大。这是因为对于高分子熔体来说,其本身分子链较长且有一定卷曲,因此熔体从喷嘴滴落时并不能立即成团掉落,而是会经历从拉伸、变细到最终成丝的过程。而在打印速度相同的情况下,跳转距离越大则跳转所需时间越长,即喷嘴滴料的时间越长,从而导致拉丝量越大。可以初步得到跳转时间越长,则拉丝量越大的结论。不同跳转距离的打印件如图5所示,跳转距离对拉丝量的影响如图6所示。

图5 不同跳转距离的打印件
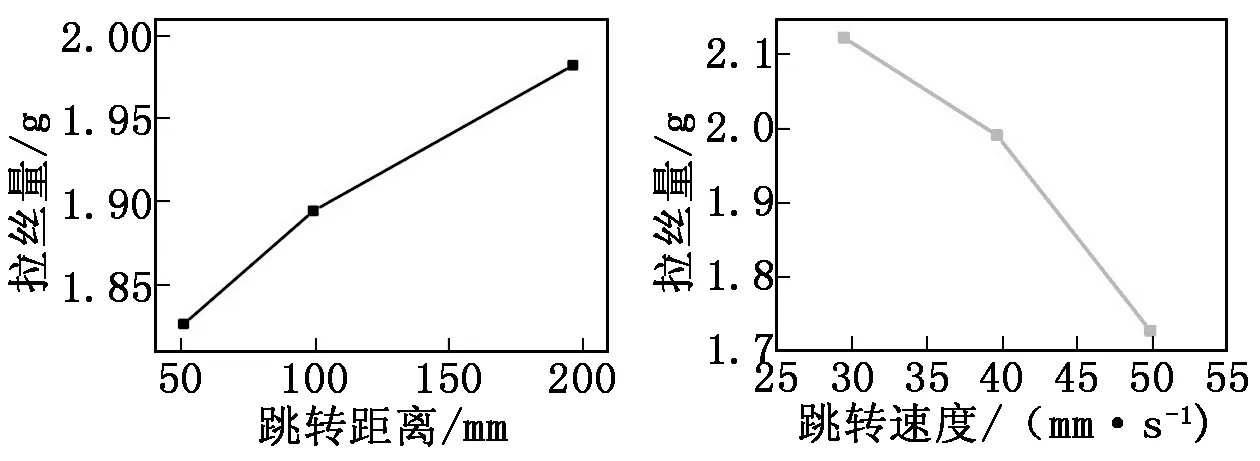
图6 跳转距离对拉丝量的影响 图7 跳转速度对跳转拉丝量的影响
2.4 跳转速度对拉丝量的影响
为进一步验证跳转时间与拉丝量的关系,采用第(1)种打印路径进行切片,跳转距离为200 mm,打印速度分别为30 mm/s、40 mm/s和50 mm/s,模型打印完成后通过对拉丝量的称量,对比不同跳转速度下的拉丝量变化。
实验结果表明:跳转距离一定,拉丝量随跳转速度的增大而减小。这是由于跳转距离一定的情况下,跳转速度越大,则跳转所需时间越短,即喷嘴滴料时间越短,拉丝量越小。进一步说明跳转过程中的拉丝量与跳转时间有关,跳转时间越长,则拉丝量越大。跳转速度对跳转拉丝量的影响如图7所示。
2.5 优化打印参数控制拉丝量和尺寸精度
通过上述研究结果可以得到,缩短跳转距离、提高跳转速度可以在一定程度上减少拉丝,并且可以减小打印件的尺寸偏差。缩短跳转距离和提高跳转速度本质上均为减小跳转时间,而在跳转时间一定的情况下,通过降低螺杆转速(即降低螺杆机筒内部压力)理论上可进一步减少拉丝量。将打印线宽由5 mm减小到2.5 mm(即由单路径打印变为双路径打印),而打印速度和跳转距离保持一致,即可实现跳转时间一致,螺杆转速降低为原来的50%。同时,在不同速度下通过双路径打印进一步验证跳转时间对拉丝量和打印件尺寸偏差的影响。
实验结果表明:将打印线宽由5 mm减小到2.5 mm后,拉丝量明显减小,而且,跳转端的壁厚与理论值的偏差也明显减小。充分说明在打印速度和跳转距离不变的情况下,可以通过减小打印线宽来降低螺杆转速,进而降低螺杆机筒内压力,最终减少滴料拉丝量。工艺优化后跳转距离对拉丝量的影响如图8所示,对模型跳转端宽度的影响如图9所示。
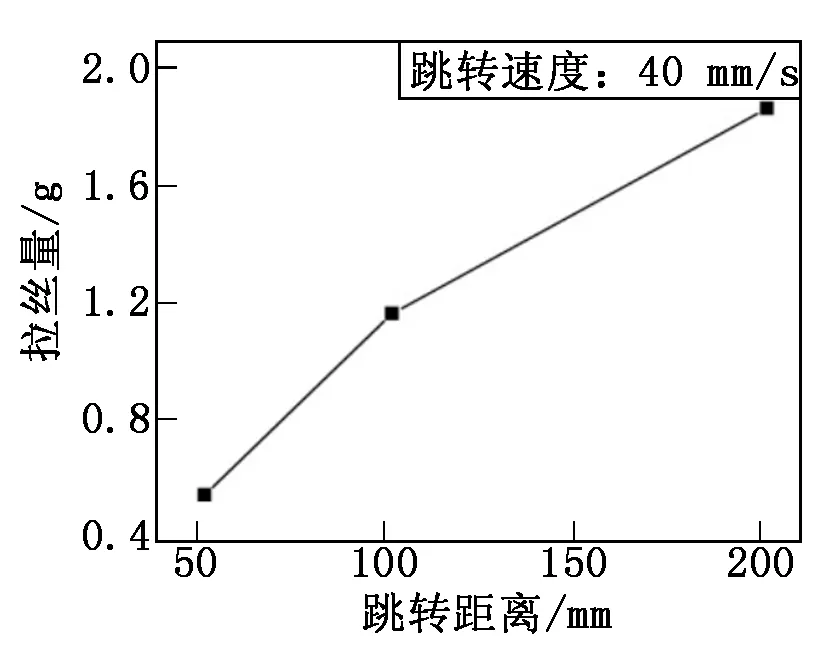
图8 工艺优化后跳转距离对拉丝量的影响
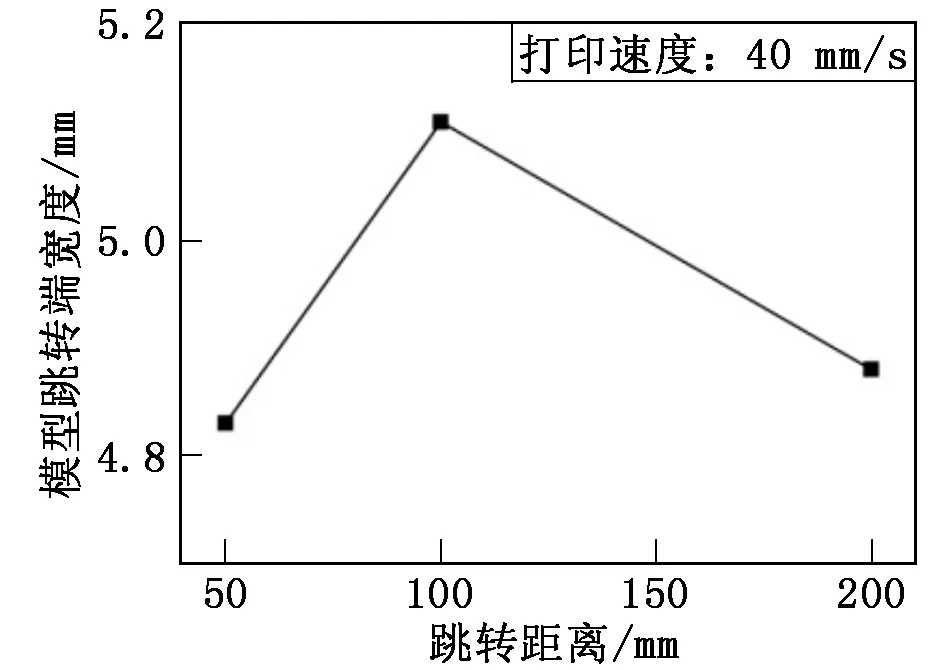
图9 工艺优化后跳转距离对模型跳转端宽度的影响
3 结论
(1)在打印材料确定且打印温度一定时,螺杆挤出熔融沉积3D打印设备打印过程中因跳转导致的拉丝量主要由跳转时间和跳转前螺杆机筒内部压力决定。跳转过程对打印件整体重量无影响,但会影响打印件的表面质量和尺寸偏差。
(2)跳转引起的拉丝量随跳转时间的增加而增大,拉丝量亦随跳转前螺杆机筒内部压力的增大而增大。
(3)跳转端由于滴料拉丝会导致模型的实际壁厚比理论壁厚小。
(4)对于工业级螺杆挤出式FDM设备,针对跳转较多的模型进行参数设置时,适当提高打印速度、减小线宽、通过路径优化减小跳转距离,均可在一定程度上减少因跳转导致的拉丝量,从而提高打印件的表面质量和尺寸精度。
