相控阵超声检测在石化管道对接焊缝检测中的应用
2022-03-11李兆太王新光赵志刚束方勇李鹏吴豪
李兆太 王新光 赵志刚 束方勇 李鹏 吴豪
1.南京金陵检测工程有限公司 江苏 南京 210033;2.中石化工程质量监测有限公司 北京 100029;
3.烟台长城检测有限公司 山东 烟台 265500;4.天津市达安特工程检测有限公司 天津 300270
相控阵超声检测技术具有灵敏度高、全程记录检测过程的参数和图像、可追溯、可存档及可复现等特性。其可替代射线检测,可在白天施实,并对周围环境无不良影响,对检测人员和周围其他人员不会造成伤害。以下针对相控阵超声检测的特点、检测设备系统、人员要求、相控阵超声检测典型图谱等进行分析。
1 相控阵超声检测的特点
相控阵超声检测是数字化超声检测的一种,是超声检测的高级版,其具有以下特点:
(1)强大的计算机功能,控制多晶片探头发射的声场,使其形成聚焦声束,声束指向性好,聚焦深度可任意调节;
(2)聚焦声束沿设定的角度范围进行有序扫描,声场覆盖整个焊缝,达到对整个焊缝截面的扫查;
(3)通过行程编码器记录探头位置信息,实现检测信息可追溯、可复现,再现性强;
(4)可形成焊缝检测的截面图、侧视图、俯视图和任意位置的A 超波形图。
(5)全部检测参数和图形数据形成电子文档,可长期保存,可复制,可远距离传输;
(6)缺陷长度、高度、深度及定位精度高,可达0.1mm。
典型相控阵超声检测扫查方法见图1,直管对接焊缝及直径大于100mm 的工艺管道环焊缝可以从焊缝两侧进行扫查。相控阵超声检测声束在焊缝横截面扫描角度和覆盖范围见图2,典型相控阵超声检测图谱见图3。
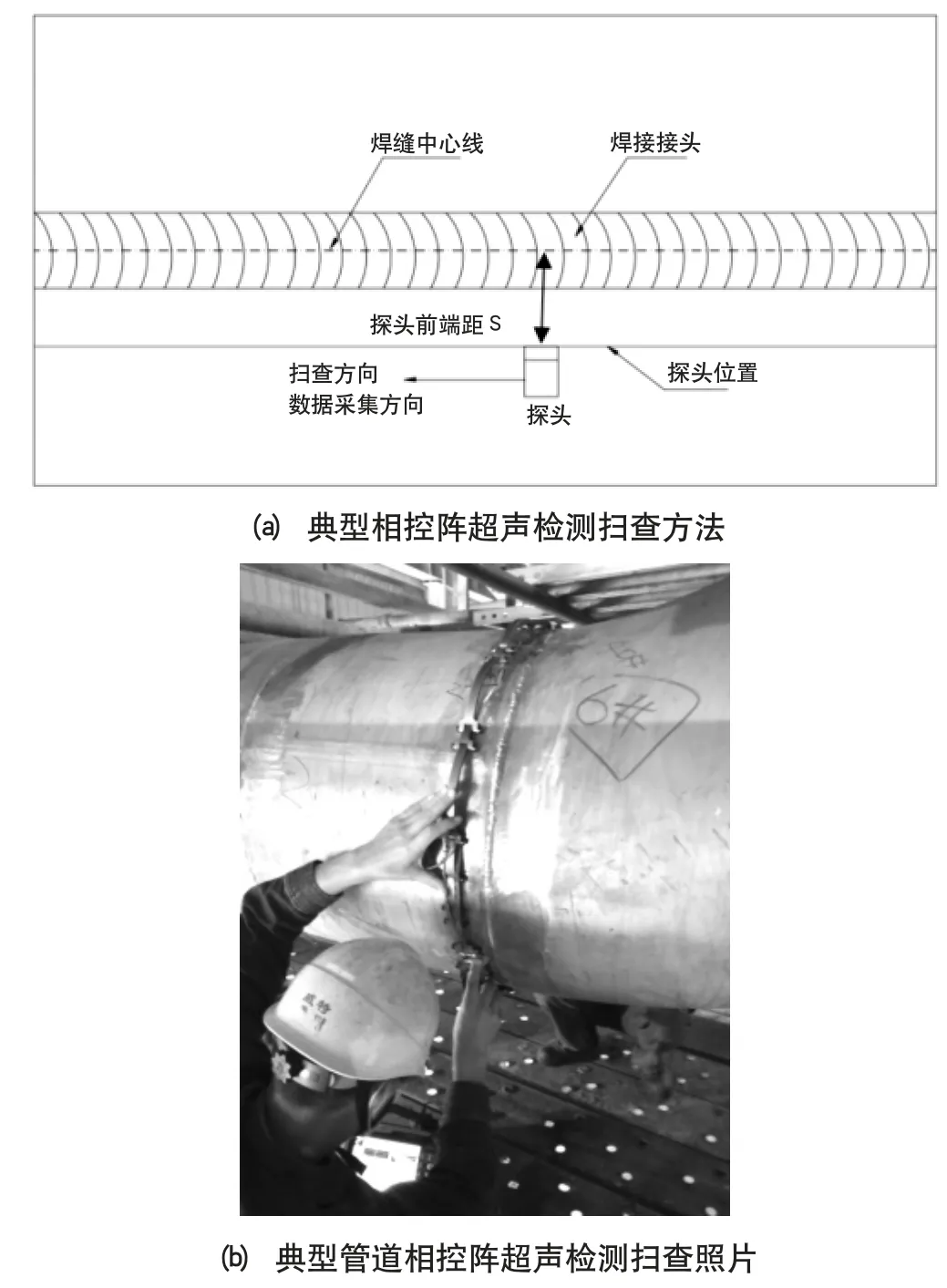
图1 相控阵超声检测扫查方法示意图及实物照片
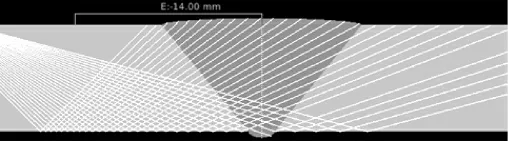
图2 相控阵超声检测声束在焊缝横截面扫描角度和覆盖范围示意图
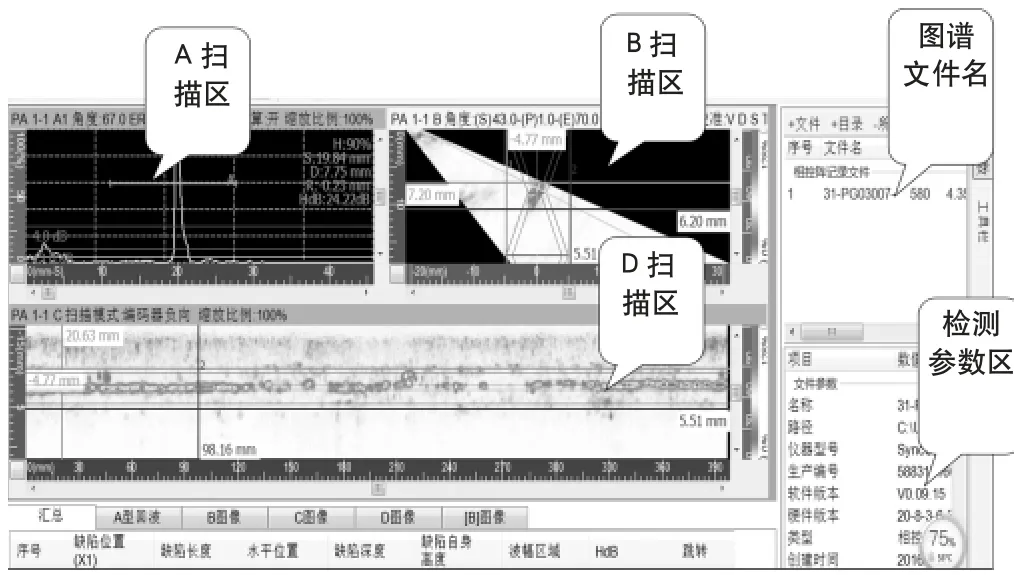
图3 相控阵超声检测图谱
2 相控阵超声检测设备
相控阵超声检测设备由相控阵超声检测仪、软件、相控阵超声探头、楔块、扫查装置和耦合注水装置等组成。典型管道对接焊缝相控阵超声检测设备外形如图4 所示。

图4 相控阵超声检测设备
相控阵超声检测原理:相控阵仪器通过时控激发脉冲激励多晶片相控阵探头,使探头发射的声场成聚焦声束;利用相控阵电子扫描技术控制声束角度的变化,使声束扫描覆盖全焊缝截面;扫查装置确保探头沿设计的轨迹进行精确行走和扫查,扫查步进可根据检测工件的厚度进行设置;步进范围一般为0.25~2mm,在此范围可任意设置,如选择步进为1mm,即探头沿焊缝长度方向每前进1mm 就形成一幅B 扫描图(声束对焊缝全截面的扫描图);扫查装置沿焊缝行走一周,即可实现整个环形焊缝的全面扫查,形成全焊缝相控阵图谱。图谱名称可以设置为工程代号- 区号- 管号- 焊口号存档,以便于归档保存和查阅。
相控阵超声检测时,根据被检焊缝的厚度选择探头规格和楔块角度。探头一般分为16 晶片、32 晶片、64 晶片和128 晶片等规格,晶片数量越多、尺寸越大,聚焦效果越好,检测厚焊缝的能力越强。相控阵超声检测仪既可以配置双通道相控阵探头进行双向检测,又可实现相控阵+普通UT 检测、相控阵+ 单通道TOFD 检测,以及相控阵+ 多通道TOFD 检测等功,可进行更加完善的检测。选择探头晶片数量越多、功能越全,对仪器的配置要求也越高。
专用焊缝扫查装置根据不同的管道规格进行配置,对于直径400mm 及以上的管道,还可以选择平板对接焊缝的扫查装置。扫查装置应确保探头沿规定的轨道行进,专用扫查装置如图5 所示。
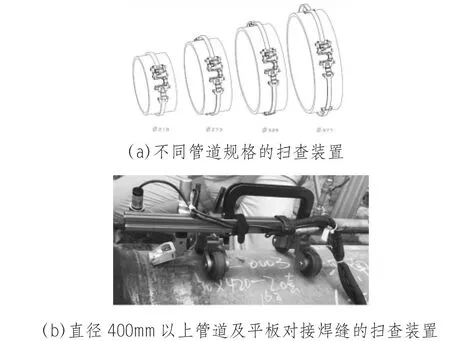
图5 不同管道规格专用扫查装置
3 对检测人员的要求
相控阵超声检测是超声检测的高级版,对检测人员素质有更高的要求:
(1)检测人员应具有UTⅡ级及以上超声检测的知识和管道UT 检测经验;
(2)了解管道焊接工艺和管道各种焊接位置易产生的缺陷;
(3)掌握管道焊缝相控阵图谱的识别与评判;
(4)经过管道焊缝相控阵超声检测的专业培训,并考核合格。
2016 年9 月,中石化受命对福建腾龙翔鹭项目进行全面检验和评估。为了保证检验任务按时、保质完成,中石化组织了8 家检测单位对该项目全部压力管道的对接焊缝进行100%检测,检测方法为射线检测或相控阵超声检测。针对相控阵超声检测,中石化质监总站专门成立了相控阵超声检测技术组,由11 名相控阵超声检测专家组成。该技术组在中石化质监总站的领导下工作,对相控阵超声检测人员进行技术培训,并定期召开会议解决技术问题。截止到2019 年5 月,中石化质监总站共举办相控阵超声检测人员培训班7 期,通过培训和严格考核,共计197 名同志考试合格,为石油化工管道和长输管道进行相控阵超声检测提供了人员保障。
4 典型相控阵超声检测图谱与射线底片对比
福建腾龙翔鹭项目相控阵超声检测技术的实施,有利地保证了检验进度和检测质量。该项目采用相控阵超声检测共计10 万多道,已于2018 年12 月投产,至今运行稳定。
项目检测初期,相控阵技术组组织各检测单位进行相控阵检测与射线检测结果对比,对存在的问题进行讨论、分析,提出对策,保证了相控阵超声检测的质量。以下就典型射线底片与相控阵图谱进行对比。图6 为良好焊缝底片及其相控阵超声检测图谱,规格:219 mm x6mm;材质:碳钢;图7 为根部未焊透缺陷底片及其相控阵超声检测图谱,规格:114 mm x8mm;材质:碳钢;图8 为根部(规格:508mm x15.9mm;材质:碳钢)和坡口(规格:219 mm x7mm;材质:碳钢)未熔合缺陷底片及其相控阵超声检测图谱;图9 为条状缺陷底片及其相控阵超声检测图谱,规格:219 mm x10mm;材质:碳钢;图10 为气孔缺陷底片及其相控阵超声检测图谱,规格:114mm x6mm;材质:碳钢;图11 为裂纹缺陷及其相控阵超声检测图谱,规格:356mm x7.92mm;材质:碳钢。
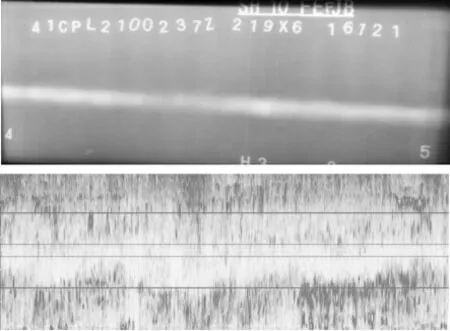
图6 良好焊缝底片及其相控阵超声检测图谱
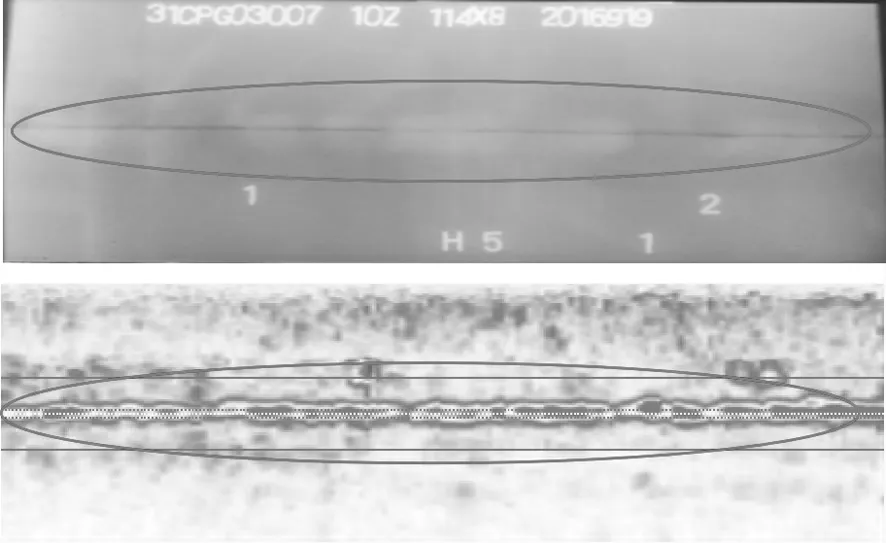
图7 根部未焊透缺陷底片及其相控阵超声检测图谱
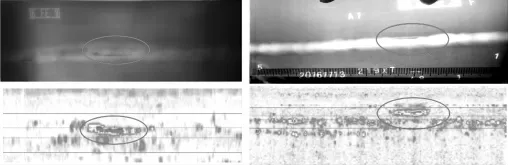
图8 根部(a)和坡口(b)未熔合缺陷底片及其相控阵超声检测图谱
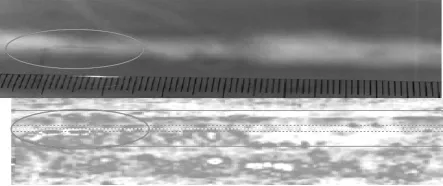
图9 条状缺陷底片及其相控阵超声检测图谱
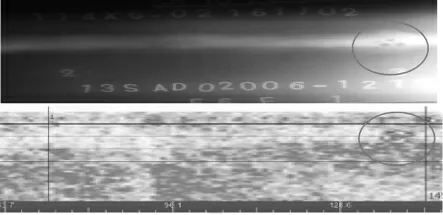
图10 气孔缺陷底片及其相控阵超声检测图谱
5 展望
采用相控阵超声检测技术,检测人员可以在白天工作,改善了工作环境和条件;可替代射线检测,对周围环境无污染,对其他人员无伤害,防止辐射事故的发生,提高了安全性。
截至目前,相控阵超声检测广泛应用的条件已经具备:JB/ T47013.15- 2021《承压设备无损检测第15 部分相控阵超声检测》 标准已于2021.08.26 实施;SH/ T3545- 2020《石油化工管道工程无损检测》(第10 章相控阵超声检测)已于2021 年4 月1 日实施;中石化管道相控阵超声检测人员培训考核已进行7 期,共计考核合格197 人;中国特种设备检验协会进行相控阵超声检测Ⅱ级人员培训已进行7 期,考核合格人员近1000 人;相控阵检测仪器、探头及扫查装置国产化已有多家,且仪器性能不低于进口产品。
目前,相控阵超声检测技术已在很多项目中应用,如福建腾龙翔鹭项目、镇海炼化煤焦制气联合(POX)装置、潜江- 韶关输气管道项目、鄂安沧输气管道项目、浙江石油化工4000 万t/ a 炼化一体化项目和广东中科炼化一体化项目等。期望该技术在未来得到更广泛深入的推广应用。