化工轻油与加氢裂化尾油单独裂解及共裂解的技术分析
2022-03-11赵胜博张宝泽刘学龙
潘 宇,赵胜博,张宝泽,刘学龙,李 冰
(1.中国石油吉林石化公司研究院,吉林 吉林 132021;2.中国石油吉林石化公司炼油厂,吉林 吉林 132000 ;3.中国石油吉林石化公司质量检验中心,吉林 吉林 132000)
乙烯装置作为石油化工行业的龙头,其产品种类多,如聚乙烯、聚丙烯等[1]。乙烯工业为石油化工产业的核心,其主要产品占石化产品的75%以上[2]。乙烯装置加工的原料有来自炼油厂的石脑油、芳烃抽余油、加氢裂化尾油、化工轻油等多种轻质原料。随着我国乙烯生产企业数量的迅猛增长,乙烯装置逐渐向大规模方向发展,优质的乙烯裂解原料短缺问题逐渐显现,通过构建炼化一体化和外购原料,在一定程度上缓解了乙烯原料的供求矛盾,但乙烯原料供应方面依旧存在巨大缺口[3-5]。
加氢裂化尾油与化工轻油在乙烯原料中均属于重质原料。加氢裂化尾油来自于炼油厂加氢裂化装置,其性质稳定,裂解性能非常好,作为乙烯原料裂解时不但双烯(乙烯和丙烯)收率高,同时还可得到较高收率的丁二烯;而化工轻油来自于炼油厂常减压装置的直馏一线、二线、三线油品,其裂解性能没有加氢裂化尾油裂解性能好。如果将这两种裂解性能不相同的油品进行混合共裂解[6-7],必然会产生不同的裂解效果,并影响装置的烯烃收率、经济效益等技术指标。本研究通过开展加氢裂化尾油与化工轻油的裂解性能实验室评价试验,对裂解产物的收率变化趋势以及共裂解的技术可行性和经济合理性进行分析。
1 试验部分
1.1 试验设备与方法
裂解性能评价试验装置采用北京拓川科研设备股份有限公司制造的实验室蒸汽热裂解装置。该装置主要由计量系统、水和油的进料系统、裂解加热系统、裂解炉反应系统、产物急冷系统、产物深冷系统以及产物分析系统等组成。裂解气经过气液分离和两次冷却后,在取样口取样,通过气相色谱仪分析,裂解的液相通过水油分离后进行称重计量。实验数据通过专有软件进行处理分析。实验所用分析仪器如表1 所示。

表1 原料及裂解产物分析仪器
1.2 实验原料及物性分析
加氢裂化尾油来自于某石化公司炼油厂加氢裂化装置,化工轻油来自于某石化公司炼油厂常减压装置的一线、二线、三线混合油。原料性质见表2。温度为20 ℃时,加氢裂化尾油的密度为0.822 g/cm3,化工轻油的密度为0.818 g/cm3。

表2 加氢裂化尾油、化工轻油性质
1.3 实验方法
首先对裂解炉进行升温,当裂解炉温度约为600 ℃时,进行稀释蒸汽的注入。稀释水经过加热器变成水蒸气,水蒸气由预热段进入到裂解炉内,整个反应器各段温度达到设定值后,启动进料泵向系统进料,裂解气走旁路经三通阀后放空,调整进料量。当进料量稳定后,开始裂解评价试验,同时打印初始试验报表。试验过程中,根据试验周期长短进行裂解气体取样,并立即分析。当试验周期达到预定值时,将裂解气调整至旁路系统,同时打印试验结束数据报表,停止进料,用氮气置换吹扫系统。用已称重的容器收集正路系统中冷却下来的裂解油品及冷凝水,进行油、水分离,分别称重。根据试验打印的报表和分析数据,进行数据处理后即可得到裂解产物分布数据。
1.4 分析方法
采用色谱外标法分析裂解气中H2、CO、CO2及C1~C6烃类组分。
计算方法如下:
2 结果与讨论
2.1 加氢裂化尾油裂解性能评价
本实验在停留时间为0.205 s、出口压力为0.085 MPa、水油质量比为0.65 的条件下,在实验室蒸汽热裂解装置中分别进行裂解温度为790 ℃、800 ℃、810 ℃、820 ℃、830 ℃下加氢裂化尾油裂解性能评价试验,主要裂解产物的收率情况见图1,裂解产物中汽油、柴油、燃料油的收率情况见图2,裂解液相产物中苯、甲苯、二甲苯的收率情况见图3。其中,双烯指乙烯和丙烯,三烯指乙烯、丙烯、1,3-丁二烯,下同。
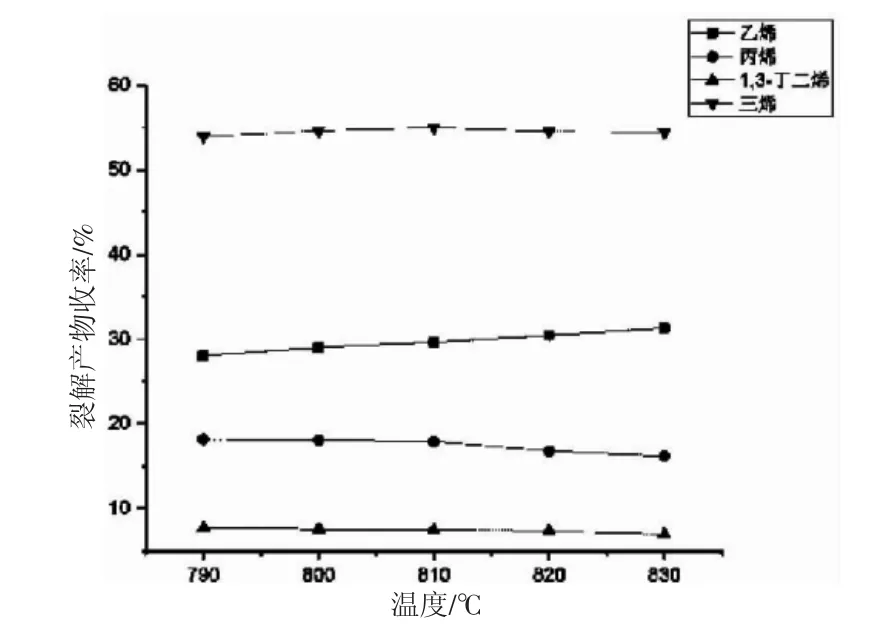
图1 加氢裂化尾油主要裂解产物的收率

图2 加氢裂化尾油裂解产物中汽油、柴油、燃料油的收率

图3 加氢裂化尾油裂解产物中苯、甲苯、二甲苯的收率
从图1~图3 可以看出,加氢裂化尾油的最佳裂解温度为810 ℃。此时,三烯收率最高,二甲苯及甲苯收率也较高;温度高于810 ℃时,甲苯和二甲苯的收率呈现下降趋势。
2.2 化工轻油裂解性能评价
本实验在停留时间为0.205 s、出口压力为0.085 MPa、水油质量比为0.65 的条件下,在实验室蒸汽热裂解装置中分别进行裂解温度为790 ℃、800 ℃、810 ℃、820 ℃、830 ℃下化工轻油裂解性能评价试验,主要裂解产物的收率情况见图4,裂解产物中汽油、柴油、燃料油的收率情况见图5,裂解液相产物中苯、甲苯、二甲苯的收率情况见图6。

图4 化工轻油主要裂解产物的收率
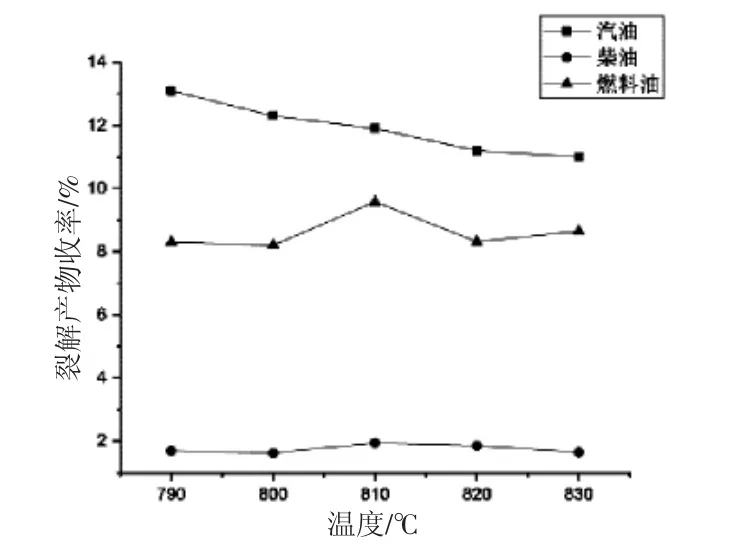
图5 化工轻油裂解产物中汽油、柴油、燃料油的收率
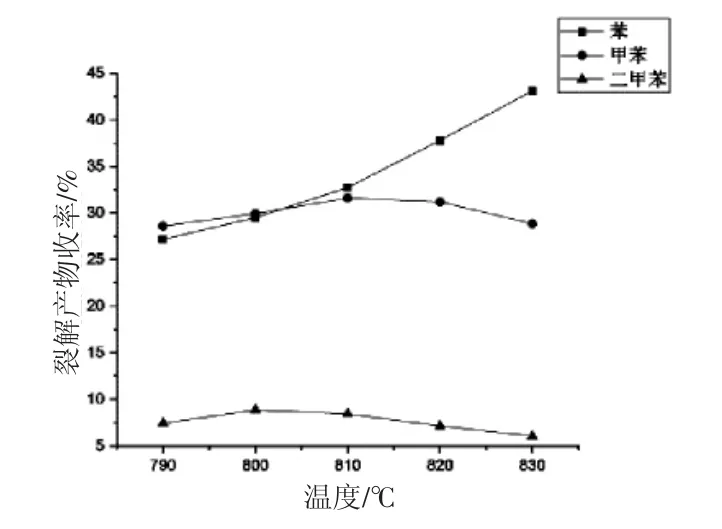
图6 化工轻油裂解液相产物中苯、甲苯、二甲苯的收率
从图4~图6 可以看出,化工轻油在810 ℃时,三烯收率最大,其最佳裂解温度为810 ℃。
2.3 加氢裂化尾油与化工轻油共裂解性能评价
由于加氢裂化尾油与化工轻油各自单独裂解时确定的最佳裂解温度同为810 ℃,为了考察加氢裂化尾油与化工轻油的混合共裂解性能,确定其共裂解条件为:裂解温度为810 ℃、稀释比为0.65、横跨温度为550 ℃。并把在此裂解条件下得到的产品收率作为基准,两种油品在不同混合比例得到的实际评价结果作为试验值,按混合比例计算得到的数据作为理论值,进行试验值与理论值比较。化工轻油与加氢裂化尾油共裂解性能曲线见图7。

图7 化工轻油与加氢裂化尾油共裂解性能曲线
从图7 中可看出,当化工轻油混合比例≥50%时,即以化工轻油为主料,将加氢裂化尾油向化工轻油中混合时,共裂解产物中三烯收率明显低于理论值;而当化工轻油掺炼比<50%时,即以加氢裂化尾油为主料,将化工轻油向尾油掺炼时,共裂解得到的双烯、三烯收率则略低于或基本与理论值一致,说明两种油品应以化工轻油向加氢裂化尾油中掺炼方式为主,并且在化工轻油掺炼比例为20%~30%时,共裂解效果最好。两种油品混合共裂解时得到的双烯、三烯收率曲线位于理论值曲线下方,说明化工轻油与加氢裂化尾油混合共裂解效果没有单独裂解效果好。
2.4 加氢裂化尾油与化工轻油共裂解经济性评价
采用数学计算模型,用线性规划方法,根据乙烯装置各加工单元及整个装置的经济技术指标,搭建乙烯装置经济评价模型。为使模拟裂解试验条件符合工厂裂解炉装置运行情况,在经济效益计算模型中增加了乙烷、丙烷循环裂解、裂解汽油加氢以及芳烃裂解等装置。经济效益以边际利润表示,具体计算方式采用产品销售收入减去原料成本和加工费。
两种油品在不同的混合比例条件下共裂解经济评价曲线见图8。

图8 化工轻油与尾油共裂解经济评价曲线
从图8 可看出,当化工轻油的掺炼比<40%时,两种油品共裂解产生的经济效益高于同比例条件下共裂解的理论值,并且在掺炼比为20%时,两种油品共裂解产生的经济效益最佳,说明两种油品在适当的掺炼比例条件下,可以进行混合共裂解。
3 结论
(1)近年来,乙烯原料来源逐渐多样化,但乙烯装置仍存在乙烯原料短缺的瓶颈问题。充分挖掘不同原料共裂解将是解决乙烯原料短缺和提高经济效益的新途径。
(2)加氢裂化尾油与化工轻油可以共裂解,在停留时间为0.205 s、出口压力为0.085 MPa、水油质量比为0.65 的条件下,共裂解的最佳裂解温度为810 ℃。
(3)化工轻油与加氢裂化尾油共裂解时,应采用化工轻油向加氢裂化尾油中掺炼方式进行,化工轻油合适的掺炼比例应小于40%,其中最佳掺炼比为20%。
