机器人铣削加工误差在线补偿方法研究
2022-03-11潘田华廖昭洋王清辉
潘田华 廖昭洋 王清辉
学术研究
机器人铣削加工误差在线补偿方法研究
潘田华1廖昭洋2王清辉1
(1.华南理工大学机械与汽车工程学院,广东 广州 510640 2.广东省科学院智能制造研究所,广东 广州 510070)
针对机器人在铣削加工过程中由于精度低和刚度弱导致加工误差大的问题,提出一种可以同时考虑定位误差与变形误差的加工误差在线补偿方法。首先,基于几何参数标定法进行机器人定位误差建模,并基于机器人刚度矩阵模型进行变形误差建模;然后,基于上述模型和在线测量的切削力,建立加工误差在线预测模型;接着,提出基于自校正增量式PID控制的误差补偿方法,对铣削加工误差进行在线闭环补偿;最后,经铣削加工实验验证补偿方法的有效性。
机器人铣削;定位误差;变形误差;在线补偿
0 引言

在机器人定位误差的建模及优化方面:文献[6]通过建立运动学参数误差与末端位置误差的映射关系对机器人定位误差进行修正;文献[7]基于扩展卡尔曼滤波算法和人工神经网络算法对机器人定位误差进行补偿;文献[8]提出一种基于空间插值的机器人定位精度补偿方法,提高机器人的定位精度。然而,上述方法仅对机器人空载情况下的定位误差进行补偿,没有考虑机器人在加工过程中用于抵御铣削力而产生的变形误差。
相关研究表明,如果不进行优化,机器人由于变形引起的加工误差可达毫米级[9],因此对机器人变形误差进行补偿十分必要。文献[10]通过有限元法预测机器人的铣削力,再基于弹性变形模型对变形误差进行补偿。文献[11]通过建立柔度模型对机器人的刀尖点进行离线修正,降低了变形误差导致的加工误差。文献[12]研究平均铣削力与机器人形变之间的关系,通过离线补偿方法提高机器人面铣时的加工精度。上述研究通过预测铣削力,对机器人加工的变形误差进行离线补偿。然而,由于铣削加工过程切削力不稳定,很难对其进行准确预测,导致离线补偿方法难以保证精度。
综上所述,现有的机器人加工误差研究大多单独考虑定位误差或者变形误差。但在实际铣削加工过程中,定位误差与变形误差同时作用、相互影响,导致加工误差的产生机制异常复杂。为此,本文提出一种同时考虑定位误差和变形误差的机器人铣削加工误差在线补偿方法。该方法基于力传感器构建闭环反馈系统,对机器人几何参数引起的定位误差和关节柔度引起的变形误差进行建模,并通过自校正算法对加工误差进行补偿,提高机器人的铣削精度。
1 机器人加工误差建模
在机器人铣削加工过程中,加工误差的建模及预测是评价和优化机器人加工精度的基础。首先,通过几何参数标定法进行机器人定位误差建模;然后,基于机器人笛卡尔刚度矩阵模型进行变形误差建模;最后通过同时考虑定位误差和变形误差,建立机器人加工误差预测模型,作为后续加工误差补偿的理论基础。
1.1 机器人定位误差
采用激光跟踪仪对机器人关节和连杆的几何参数进行辨识,从而获取准确的运动学模型。本文采用文献[13]所述的几何参数标定方法,对机器人定位误差进行修正。一般来说,离线补偿方法是根据标定后的几何参数对机器人路径进行提前修正,从而补偿误差;在线补偿方法需要根据实时数据进行路径修正。本文以机器人铣削加工时的实时关节角度作为输入,对机器人定位误差进行在线预测,定位误差的计算公式为

式中:




1.2 机器人变形误差


式中:



式中:


式中:









1.3 机器人加工误差模型



在曲面铣削中,一般通过轮廓误差衡量加工精度,而轮廓误差由曲面法向方向的误差来决定。因此,本文针对球头端铣刀加工曲面的机器人末端总误差与曲面法向误差之间的关系进行研究。

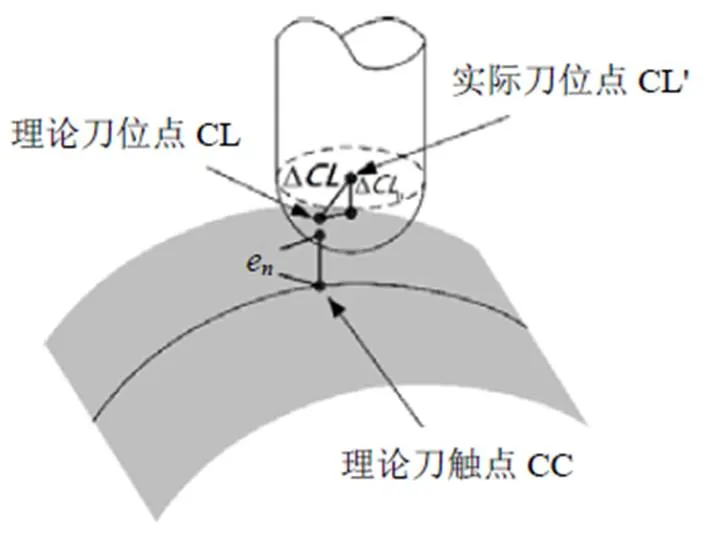
图1 铣削加工误差与刀位点误差关系示意图

2 加工误差在线补偿方法
基于机器人加工误差模型,通过在线获取机器人的关节角度与铣削力,计算加工误差,并通过增量式PID进行误差补偿,进而构建闭环补偿系统,实现加工精度提升。
补偿系统包括数据获取、误差计算、反馈控制3个环节。其中,铣削力取平均值进行计算。铣削力采集频率为3 kHz,取500个采样点计算平均铣削力,则铣削力采集时间约为167 ms。经测试,整个补偿动作完成时间在200 ms以内。时间延迟对补偿效果存在影响,如图2所示。
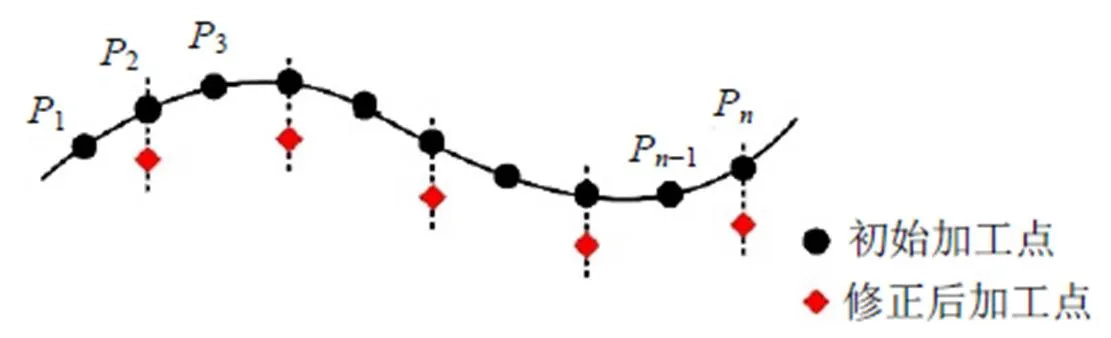
图2 时间延迟对补偿点位影响示意图
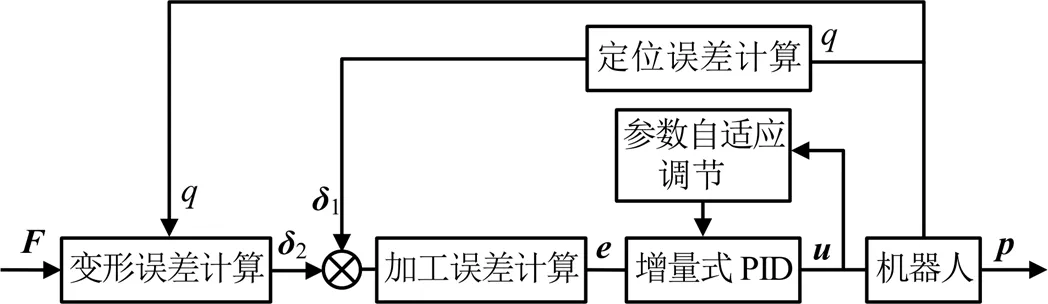
图3 在线误差补偿算法流程图

式中:





将公式(9)改写为
提出了基于二阶邻近距离的随机近邻嵌入算法ST-SNE。二阶邻近距离在高维空间中利用邻居结构来衡量数据点间的相似度,相较于欧式距离可以更加准确的描述数据间关系。ST-SNE算法使用二阶邻近距离将高维数据结构映射为概率矩阵,解决了t-SNE中欧式距离在高维空间不可靠的问题。在MNIST等公开数据集上的对比实验结果表明,ST-SNE提升了降维结果的可视化效果和KNN分类准确率。本研究还存在一些不足:二阶邻近距离需要逐一寻找每个点在邻近点的邻居列表中的位置,时间复杂度较高;计算二阶邻近距离时,使用线性衰减来决定每个点的权重,可以研究效果更好的衰减函数;ST-SNE在更多数据集中的表现有待进一步验证。

式中:



式中:




式中:



3 案例分析
3.1 机器人参数辨识
本文以KR210 R2700工业机器人为研究对象,运用文献[6]的方法对机器人DH参数进行标定。首先,基于机器人微分运动学建立几何参数误差与末端位置误差的映射关系;然后,通过激光跟踪仪获取多组机器人末端位置误差;最后,运用最小二乘法求解机器人几何参数误差。

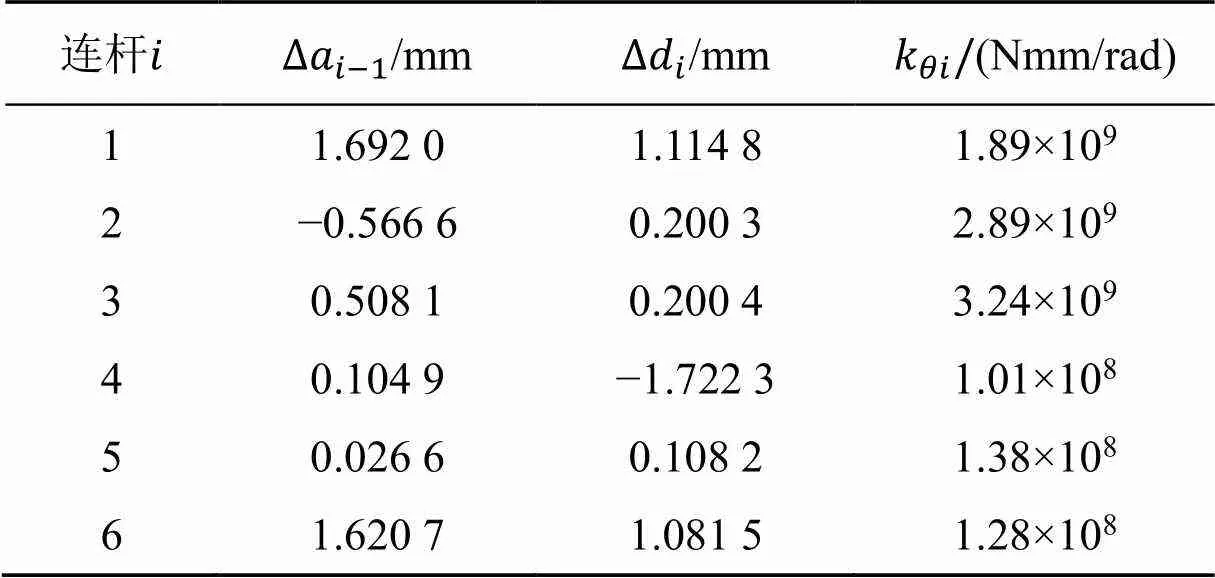
表1 参数辨识结果
3.2 实验验证
为验证本文提出误差补偿方法的可行性和有效性,进行实际铣削加工实验。以叶片型曲面零件为铣削对象,零件模型及铣削轨迹如图4所示,铣削条件如表2所示。
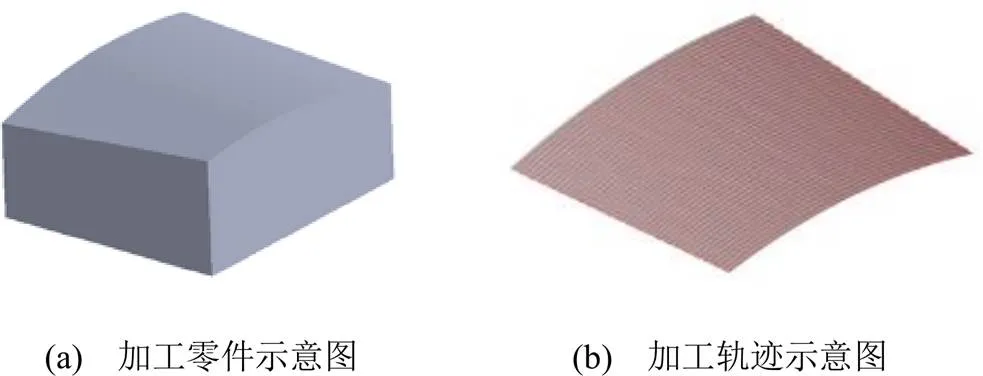
图4 零件模型及加工轨迹示意图
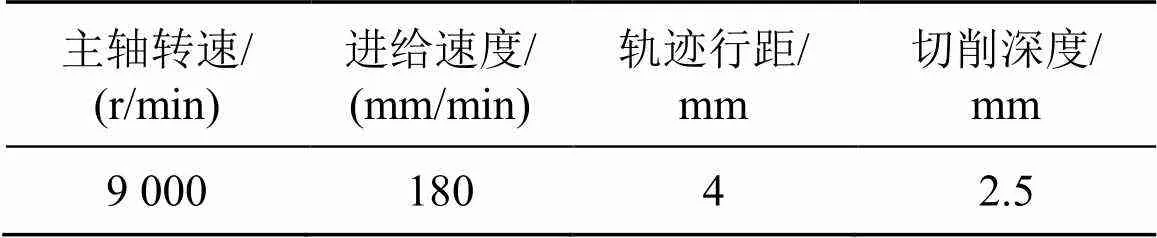
表2 铣削条件
实验中,力传感器安装在零件正下方,力测量坐标系与零件坐标系重合,如图5所示。在三向铣削力作用下机器人由于弱刚度产生变形,刀位点发生偏移,致使实际的铣削轨迹在设计面之上,产生加工误差。

图5 铣削力对加工误差影响示意图
和方向的定位误差与变形误差对加工面的影响一致,使得加工面高于设计面,而方向定位误差对加工面的影响需进一步确定。实验中,加工轨迹确定,可根据公式(1)计算方向定位误差,如图6所示。

图6 Z方向定位误差的数值分布
由图6可见,方向定位误差的数值均为正值,说明实际方向高度大于理想的方向高度。因此,方向定位误差同样使加工面高于设计面。
实验硬件包括:KR210 R2700机器人、C4机器人控制柜、高速电主轴、球头铣刀、Kistler9072型四分量力传感器、数据采集卡、5073型电荷放大器、PLC控制单元、上位机、铝合金零件。实验分别在未补偿、不加PID补偿、加入PID控制算法补偿3种情况下进行铣削加工实验,实验系统与零件铣削效果如图7所示。

图7 铣削实验系统与铣削效果图
本文使用激光扫描仪对加工零件进行测量,将扫描得到的点云数据导入逆向工程软件中进行模型的逆向重构,并对重构模型进行剪裁、过滤以及坐标配准,最终得到零件铣削面的数据。通过选取零件中心处单条轨迹进行分析,沿铣削方向曲面高度相对误差如图8所示。
由图8可知:经过PID补偿后的曲面高度更接近设计面。未补偿的机器人误差最大值为1.169 3 mm,平均值为1.021 5 mm;误差值补偿后误差最大值为0.531 9 mm,平均值为0.383 6 mm;加入PID控制算法补偿后误差最大值为0.445 2 mm,平均值为0.279 6 mm。根据上述数据分析,证明了本文补偿算法的有效性。

图8 补偿前后误差示意图
4 结论
本文提出一种机器人铣削加工误差在线补偿方法,可以同时对加工过程中的定位误差和变形误差进行补偿。首先,基于几何参数标定进行定位误差建模,并基于机器人刚度模型进行变形误差建模;然后,通过在线测量机器人关节角和铣削力情况,结合定位误差与变形误差模型,构建机器人铣削加工误差在线计算方法;接着,通过引入自校正PID控制算法,对加工误差进行在线补偿,改善误差补偿精度;最后,搭建了机器人铣削加工补偿系统,进行铣削实验验证补偿效果。实验结果表明,经过加工误差补偿后,零件加工精度得到提升,证明了补偿方法的有效性。
[1] CHEN Y B. Integrated and intelligent manufacturing: perspec-tives and enablers[J]. Engineering, 2017,3(5):588-595.
[2] 谢海龙,许晨旸,王清辉,等.曲面零件机器人抛光轨迹规划与工艺仿真[J].自动化与信息工程,2019,40(6):1-7.
[3] 陈锐奇,谢柳杰,许晨旸,等.面向曲面的机器人摆线抛光轨迹及速度优化[J].现代制造工程,2019(10):52-57,109.
[4] DONG G H, YIN Y, HU X B. Research on absolute positioning error of robot based on mapping theory[J]. Applied Mechanics and Materials, 2014,494-495:1156-1160.
[5] PAN Z, ZHANG H, ZHU Z, et al. Chatter analysis of robotic machining process[J]. Journal of Materials Processing Technol-ogy, 2006,173(3):301-309.
[6] 任永杰,邾继贵,杨学友,等.利用激光跟踪仪对机器人进行标定的方法[J].机械工程学报,2007(9):195-200.
[7] NGUYEN H N, ZHOU J, KANG H J. A calibration method for enhancing robot accuracy through integration of an extended Kalman filter algorithm and an artificial neural network[J]. Neurocomputing, 2015,151:996-1005.
[8] 周炜,廖文和,田威.基于空间插值的工业机器人精度补偿方法理论与试验[J].机械工程学报,2013,49(3):42-48.
[9] ABELE E, WEIGOLD M, ROTHENBÜCHER S. Modeling and identification of an industrial robot for machining applica-tions[J]. CIRP Annals-Manufacturing Technology, 2007, 56(1): 387-390.
[10] BELCHIOR J, GUILLO M, COURTEILLE E, et al. Off-line compensation of the tool path deviations on robotic machining: application to incremental sheet forming[J]. Robotics and Computer Integrated Manufacturing, 2013,29(4):58-69.
[11] SLAVKOVIC N R, MILUTINOVIC D S, GLAVONJIC M M. A method for off-line compensation of cutting force-induced errors in robotic machining by tool path modification[J]. The International Journal of Advanced Manufacturing Technology, 2014,70(9):2083-2096.
[12] TYAPIN I, HOVLAND G. Off-line path correction of robotic face milling using static tool force and robot stiffness[C]// IEEE/RSJ International Conference on Intelligent Robots & Systems. IEEE, 2015:5506-5511.
[13] 齐俊德,张定华,李山,等.工业机器人绝对定位误差的建模与补偿[J].华南理工大学学报(自然科学版),2016,44(11): 113-118.
[14] ALICI G, SHIRINZADEH B. Enhanced stiffness modeling, identification and characterization for robot manipulators[J]. IEEE Transactions on Robotics, 2005,21(4):554-564.
[15] ZARGARBASHI S, KHAN W, ANGELES J. Posture optimi-zation in robot-assisted machining operations[J]. Mechanism & Machine Theory, 2012,51:74-86.
[16] LIAO Z Y, LI J R, XIE H L, et al. Region-based toolpath generation for robotic milling of freeform surfaces with stiffness optimization[J]. Robotics and Computer-Integrated Manufacturing, 2020,64:101953.
Research on Online Compensation Method for Robot Milling Errors
PAN Tianhua1LIAO Zhaoyang2WANG Qinghui1
(1.School of Mechanical and Automotive Engineering, South China University of Technology,Guangzhou 510640, China 2.Institute of Intelligent Manufacturing, Guangdong Academy of Science, Guangzhou 510070, China)
In order to solve the problem of large machining error caused by low precision and weak stiffness in robot milling, an on-line machining error compensation method considering both positioning error and deformation error in robot milling process is proposed. Firstly, the robot positioning error model is established based on the geometric parameter calibration method, and the deformation error model is established based on the robot stiffness matrix model; Then, based on the above model and the on-line measurement of cutting force, the on-line prediction model of machining error is established; Then, an error compensation method based on self-tuning incremental PID control is proposed to compensate the milling error on-line and closed-loop; Finally, milling experiments are carried out to prove the effectiveness of the compensation method.
robot milling; positioning error; deformation error; online compensation
潘田华,廖昭洋,王清辉.机器人铣削加工误差在线补偿方法研究[J].自动化与信息工程,2022,43(1):1-6,14.
PAN Tianhua, LIAO Zhaoyang, WANG Qinghui. Research on online compensation method for robot milling errors[J]. Automation & Information Engineering, 2022,43(1):1-6,14.
潘田华,男,1995年生,硕士研究生,主要研究方向:数字化设计与制造。
廖昭洋(通信作者),男,1992年生,博士,助理研究员,主要研究方向:机器人制造技术。E-mail: zy.liao@giim.ac.cn
王清辉,男,1972年生,博士,教授,主要研究方向:数字化设计与制造。
TP242
A
1674-2605(2022)01-0001-07
10.3969/j.issn.1674-2605.2022.01.001
