电絮凝+电氧化法处理山西某区块煤层气采出水研究与实践
2022-03-10胡唤雨刘昌升高书光于文华李秀敏
胡唤雨 刘昌升 雷 琦 云 箭 高书光 于文华 李秀敏
(1.中国石油煤层气有限责任公司;2.中国石油集团安全环保技术研究院有限公司)
0 引 言
山西省是我国煤炭生产大省,同时也是煤层气地面规模化开采的“排头兵”。开发利用好煤层气资源,可以从根本上消除煤矿生产中的瓦斯爆炸事故,同时,煤层气是一种优质的清洁能源,其燃烧热值一般为煤的2~5倍,在降低大气污染、满足周边地区对清洁能源的需求等方面,都具有十分重要的意义[1-3]。煤层气的开发与常规油田开发不同,是利用地面举升设施(抽油机)通过“排水-降压”的过程,在储层逐渐形成压降漏斗,使吸附在煤基质孔隙的煤层气解吸出来,游离态的煤层气通过油套环空被采出,而采出水则通过油管产出。能否抽出地层中的水以降低煤层压力是煤层气生产的关键,经过较长时间的排水过程,才能实现煤层气的效益开采[4-5]。煤层气井场多位于沟壑纵横的黄土塬山地,环境极为敏感,对化学需氧量(COD)和氨氮(NH3-N)等指标有较为严苛的要求,采出水如不能得到适合的处理而直接排放,易导致地表水污染、农作物减产,严重影响周围人民的生产和生活[6-7]。
国外煤层气开发较早,已建立了电化学、反渗透、离子交换和蒸馏等一系列采出水的处理方法[8-10]。其中电化学法在无需另外添加药剂、不易产生有毒中间产物、能够降解难生化降解污染物、无需后续再处理等方面有独特优势[11-13]。因此,国内企业根据实际水质情况设计并建设一套易于管理、能满足环保要求的水处理系统,是煤层气合规、可持续生产开发的重要前提。
1 煤层气采出水特征分析
2016年对区块内23口单井煤层气采出水的COD、BOD5、氨氮及六价铬等主要指标进行监测,主要水质指标情况见表1;每个季度分析一次主要水质指标,总排放口主要水质指标全年平均值见表2。为了确定该区块煤层气采出水处理工艺,采用电感耦合原子发射光谱仪(ICP-AES)和离子色谱仪对排放口(调节池)的采出水进行了全离子分析,结果见表3。通过水质检测,可以得出该区块煤层气采出水的水质具有以下特征。
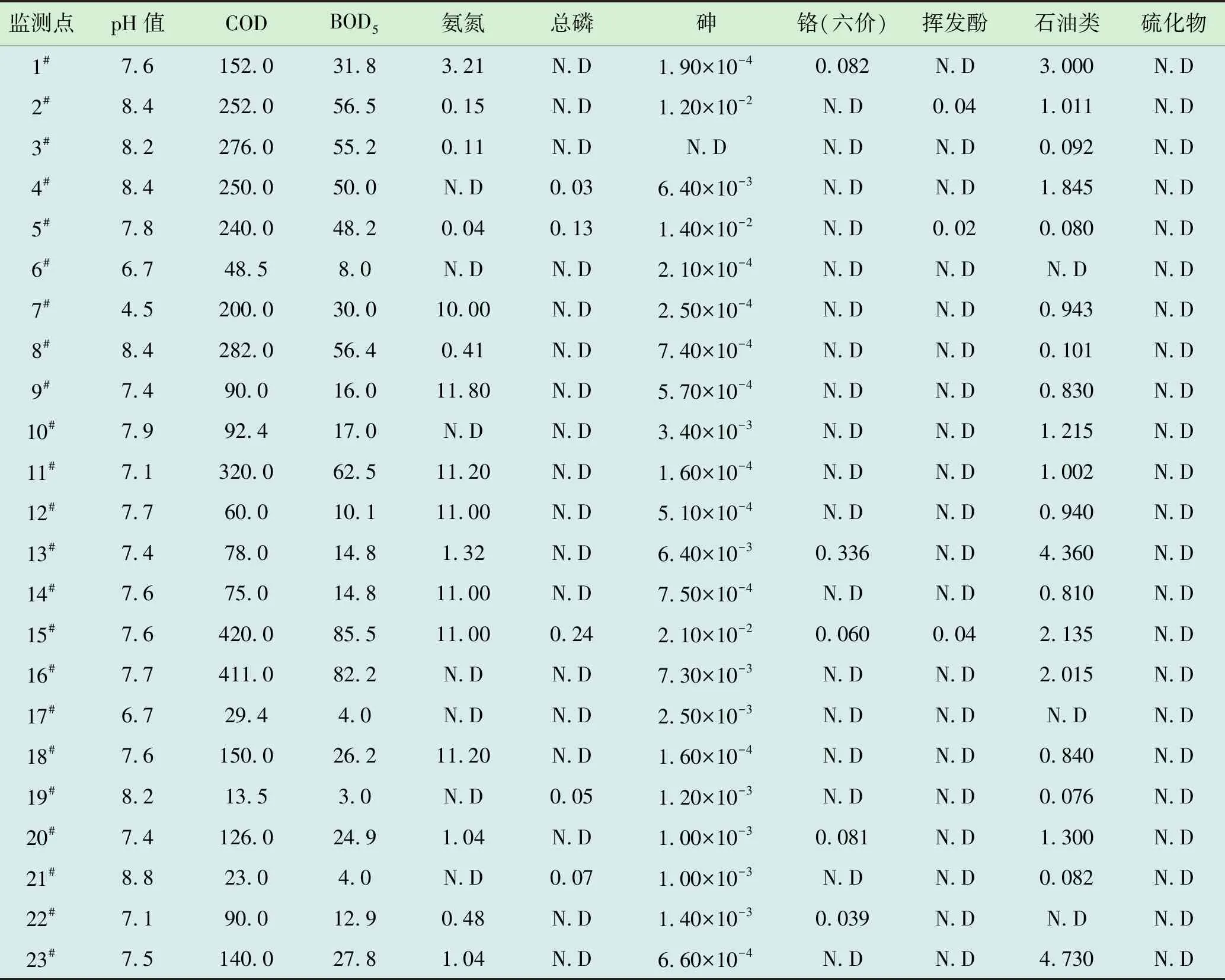
表1 23口单井煤层气采出水主要水质指标情况 mg/L(pH值除外)

表2 总排放口主要水质指标全年平均值汇总 mg/L(pH值除外)

表3 煤层气采出水全离子分析结果 mg/L
1)由表1和表2可知,与GB 3838—2002《地表水环境质量标准》Ⅳ类水质限值要求对比,大部分单井出水COD、BOD5超标;部分单井总氮、氨氮、石油类等超标较多;少部分单井铬(六价)、pH值、挥发酚等偶尔超标;总磷和硫化物没有超标现象。
2)由表2可以看出,总排放口出水有COD、BOD5、氨氮及氟化物4项超标。
3)从表3可以看出,阳离子以K+和Na+为主,阴离子以Cl-为主,该区块煤层气采出水属于NaCl型。
4)采出水感官性状差,因携带煤粉,部分采出水颜色发黑。
5)采出水中悬浮物粒度小、密度低,具有胶体微粒的性质,难以自由沉降。
6)采出水矿化度高,氯离子较高,不仅化学腐蚀性强,且对COD的检测也造成很大的干扰。
7)水质多数呈中性或偏碱性,带苦涩味。
8)BOD5与COD最大比值≤20%,可生化性差,基本无法采用生物法处理。
2 煤层气采出水处理方法的确定
为了确定采出水的处理方法,把采出水水质与GB 3838—2002《地表水环境质量标准》Ⅳ类水质限值要求进行了比对,超标项目见表2。
从表2可以看出,该区块采出水主要是COD、BOD5、氨氮及氟化物4个项目超标,且超标不严重。另外,山西省大同、忻定、太原、临汾、运城等盆地由于封闭和半封闭的地形特点,再加上干旱少雨的气候特点,极易使浅层水中F-富集,氟化物超标也是该区块采出水的水质特征之一[14]。
考虑到该区块煤层气采出水的可生化性差,而氯离子含量比较高的水质特点,拟采用电絮凝、电氧化法等电化学法处理,该方法具有设备占地面积小、操作灵活、排污量小等优点。
2.1 电絮凝法处理悬浮物、氟化物及部分重金属离子
电絮凝一般采用铁或铝极板(本文处理方法采用铝极板),在直流电场的作用下,阳极铝板表面向溶液中溶出Al3+,Al3+在水中形成Al(OH)3,并聚合成Aln(OH)3n胶体,这些水解产物对促进絮凝有着重要的作用[15]。由于采出水中引起COD升高的物质大多以悬浮物的形式存在,去除悬浮物的过程也是降低COD的过程。同时Aln(OH)3n胶体作为吸附介质,强烈吸附水中的F-和氟的络合物,使水中的氟被去除[16]。另外,金属极板受电化学作用,以离子状态溶于水中,电解过程中H+大量消耗,OH-逐渐增多,电解液逐渐变为碱性(pH值7~9),并使其他重金属离子生成稳定氢氧化物沉淀,从而去除铬(六价)、铜及镍等重金属离子。
为了验证以上结论,对外排口采出水进行了电絮凝室内实验,考察了原水初始pH值和电流密度对F-去除处理的影响,结果见图1和图2。实验用原水pH值为8.24,电导率为11.2 mS/cm,SS为10~12 mg/L,COD为165 mg/L,F-为4.15 mg/L。
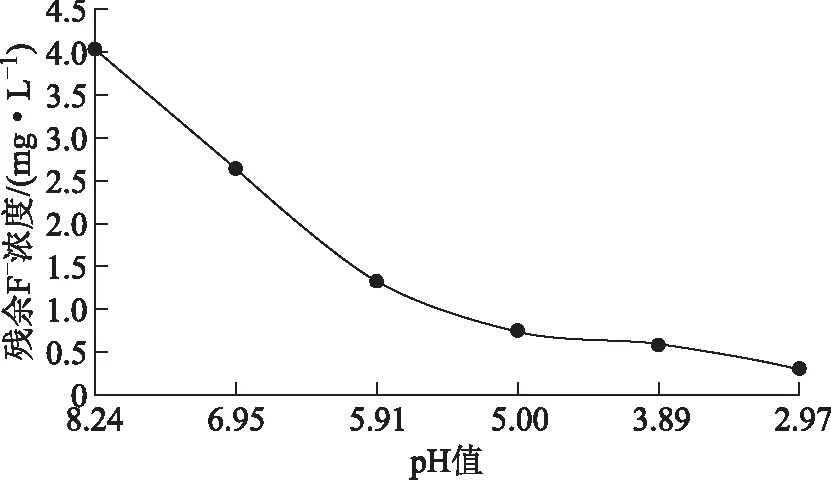
图1 原水初始pH值对F-去除效果的影响

图2 电流密度对F-去除效果的影响
从图1可以看出,在电流密度为80 A/m2,初始F-浓度为8.24 mg/L,反应5 min的条件下,当原水的pH值为6以上时,处理出水中的F-浓度难以达标;当原水的pH值为6左右时,电絮凝法的除氟效果较明显,可将F-浓度降至1.5 mg/L以下。
由图2可知,电絮凝除氟的效率随电流密度升高而提高。反应5 min后,电流密度为50 A/m2时,F-残余浓度为3.15 mg/L;当电流密度分别上升到80 A/m2时,残余的 F-浓度为1.06 mg/L,达到GB 3838—2002《地表水环境质量标准》Ⅳ类水质要求(F-≤1.5 mg/L),同时氨氮降低为5.9 mg/L,COD降低为45 mg/L。
2.2 电氧化法处理氨氮
电氧化法作为一项环境友好型技术,在废水处理领域日益受到国内外广泛关注,并逐渐被用于多种废水的深度处理。电氧化过程按机理可分为直接氧化和间接氧化,前者让污染物直接在阳极失去电子而发生氧化;后者通过在阳极产生的强氧化物质如ClO-、H2O2、·OH、O3等降解氧化污染物[17]。大量基础研究表明,电氧化法去除废水中的有机物和氨氮,是通过直接氧化和间接氧化将有机物和氨氮转化为无毒无害的CO2、H2O和N2,反应条件温和、操作简便、无二次污染,为废水中有机物和氨氮的去除提供了一条新途径。
由于研究区块煤层气采出水的Cl-浓度(3 000~4 000 mg/L)较高,所以可以采用电氧化技术去除水的氨氮,同步去除COD。本研究选择涂层钛阳极(DSA)电极,该阳极具有较高的析氯电位,能提高氨氮去除率,降低能耗[18]。其原理如下:

氨氮的电化学氧化反应接近于“折点加氯除氮”的反应过程。相关反应机理可用以下反应式表示:
为了验证以上结论,对外排口采出水进行电氧化处理室内实验,实验用水采用电絮凝实验的出水,电流密度对氨氮降解效果的影响见图3。
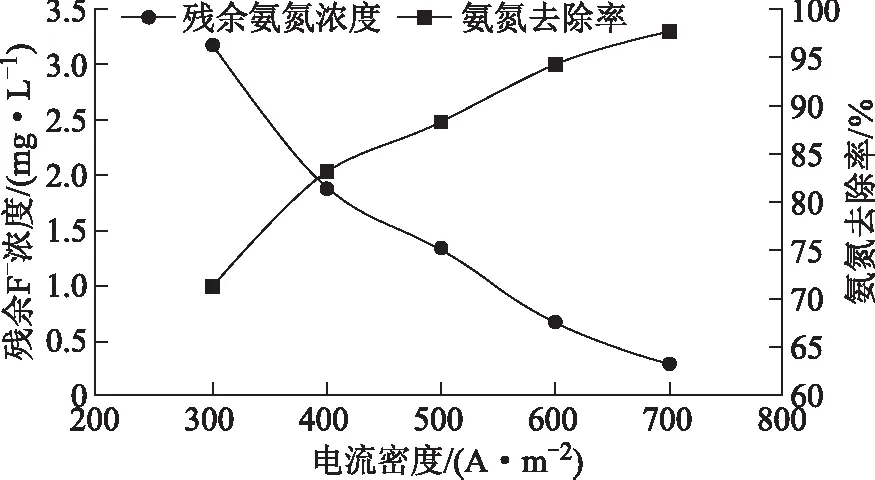
图3 电流密度对氨氮降解效果的影响
由图3可知,氨氮的去除率随电流密度增加而增大,电流密度越大,对氨氮的去除能力越强,氨氮的去除效果越好,基本上是线性关系。但随着氨氮去除率的增大,所需能耗也逐渐增大。
废水pH值影响电氧化过程中OH-的扩散和运动,从而影响电解反应[19]。在电流密度500 A/m2,电解时间为20 min条件下,以初始pH值为变量进行实验,结果见图4。
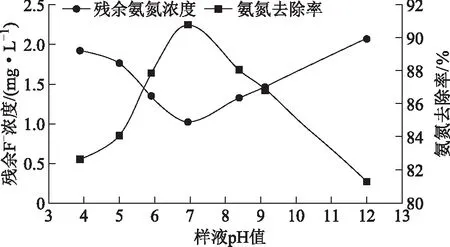
图4 pH值对氨氮去除效果的影响
由图4可知,氨氮去除率随样液pH值的升高,先升高后降低,在pH值为7时氨氮去除率达到最大值91%,氨氮浓度为1 mg/L,达到GB 3838—2002《地表水环境质量标准》Ⅳ类水质要求(氨氮≤1.5 mg/L),同时COD降低到了11 mg/L。
2.3 流程模拟试验
为了验证室内实验结论,研制了处理量为0.5 m3/h的中试试验装置,在现场进行了流程模拟试验。试验中电絮凝电流密度调到80 A/m2,电絮凝出水上清液为电氧化装置供水,电氧化电流密度调到500 A/m2。取每个单元的上清液进行检测,结果见表4。

表4 流程模拟试验水质检测结果
从表4可以看出,通过流程模拟试验,采用“电絮凝+电氧化”工艺处理该区块煤层气采出水,可以满足GB 3838—2002《地表水环境质量标准》Ⅳ类水质限值要求。
3 现场应用情况
3.1 工艺流程
该区块预计产水量2 400 m3/d,取日变化系数为1.25,所以设计水量为3 000 m3/d,考虑到若干年后水量才能达到高峰,设备的处理能力设定为1 500 m3/d。在室内实验和现场试验的基础上,采用“双电+保障(过滤)”工艺建成了煤层气采出水处理站,具体工艺流程如图5所示。
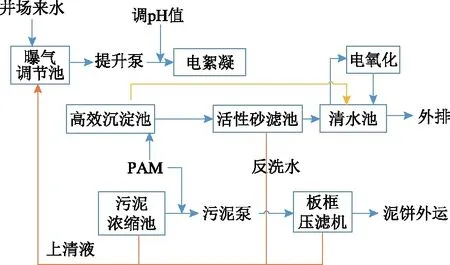
图5 “双电+保障(过滤)”系统工艺流程
从图5可以看出,采出水经过均质后,被提升到电絮凝装置,使水中的悬浮物脱稳,并与电絮凝产生的活性铝形成絮体,吸附水中的氟;经过电絮凝处理后的污水含有大量的絮体,添加聚丙烯酰胺(PAM)后在高效沉淀池加速沉降;沉淀池的水自流到活性砂滤池,通过过滤进一步去除水中的污染物,同步去除COD;经过过滤后的水进入清水池,并通过泵提升到电氧化装置,氧化水中的氨氮,杀灭水中的细菌,同时大幅度降低废水中的COD和色度,清水经电氧化后返回清水池,达到GB 3838—2002《地表水环境质量标准》Ⅳ类水质要求后外排;高效沉淀池底部的泥进入污泥浓缩池,污泥添加PAM后通过螺杆泵经板框压滤机脱水后形成的干泥饼外运,板框压滤机的滤液返回到调节池;活性砂滤池反冲洗水、污泥浓缩池的上清液以及板框压滤机的滤液都返回到调节池。
3.2 主要处理单元设计
1)调节池。考虑到煤层气采出水的单井水质差异较大,为了减少处理设备的冲击负荷,使采出水充分均值,调节池分为收集区、曝气区和调节区三个部分,调节池工艺尺寸为19.3 m×19.3 m×4 m,有效容积1 378 m3。
2)电絮凝装置。由于电絮凝过程中电解反应的产物只是离子,不需要投加任何氧化剂或还原剂,对环境几乎不产生污染,被称为是一种环境友好水处理技术。本工艺中的电絮凝技术采用连续罐式高频脉冲电絮凝系统,电源为低电压高电流,比较安全,对乳化油、大分子有机物、微生物、重金属离子、F-、浊度和部分有色类物质具有良好的去除效果。设备型号EC40,设计压力0.6 MPa,水处理量40 m3/h,反应器材质为碳钢,内壁衬胶防腐处理,共2台。
3)竖流沉淀池。竖流沉淀池1组2格,单格平面尺寸6.0 m×6.0 m,有效水深6.5 m,水力负荷1.77 m3/(m2·h),每座沉淀池设旋流混合反应器1台。
4)活性砂滤池。活性砂滤池是一种先进的连续过滤设备,广泛应用于物化和生物处理以及两者相结合处理各种不同的水质净化项目,如工艺用水、给水、废水、地表水、冷却水和地下水等;过滤器无需停机反冲洗,砂床在滤砂循环流动过程中被清洗,保证了整个流程的连续运行。活性砂滤池由水路、砂路、气路、洗砂器和控制系统5个部分组成。砂滤池格数为4格,单格有效过滤面积6 m2,单格处理量48 m3/h。
5)清水池。清水池容积按200 m3左右设计,尺寸为11.35 m×4.9 m×4.2 m,有效水深3.5 m。
6)电氧化装置。电氧化法利用水中的大量氯离子去除氨氮,可同步去除COD。设计参数为额定装机功率40 kW,额定输出电压电流为160 VDC/250 A,实际工作电压电流为160 VDC/100 A。
7)污泥浓缩池。工艺尺寸6 m×6 m,池深6 m,液面负荷1.0 m3/(m2·h)。
8)自动保压厢式压滤机。过滤压力0.6 MPa,过滤面积40 m2,功率2.2 kW。
3.3 工艺系统处理效果
“双电+保障(过滤)”工艺水处理站建成投运后,对其进水、出水水质进行了检测,2019年以来外排口未出现水质超标的现象,具体数据见表5。

表5 水处理站进水、出水水质比对结果
从表5可以看出,该区块采出水只有COD、总氮、氨氮及氟化物4项指标超标,经电絮凝和电氧化工艺处理后,该区块外排口出水COD平均值≤22 mg/L,总氮平均值≤0.78 mg/L,氨氮平均值≤0.78 mg/L,氟化物平均值≤1.28 mg/L,满足GB 3838—2002《地表水环境质量标准》Ⅳ类水质要求。
4 结束语
通过对煤层气采出水的水质进行充分的分析,并通过室内实验和现场试验考察了“电絮凝+电氧化”法处理煤层气采出水的可行性和工艺控制条件,并应用研究成果建成了该区块的煤层气采出水处理新系统,系统外排口出水满足GB 3838—2002《地表水环境质量标准》Ⅳ类水质要求。
“电絮凝+电氧化”法处理煤层气采出水不需要添加任何氧化剂或还原剂,并可同步去除水中的COD和氨氮,无二次污染且操作灵活,是一种环境友好型水处理技术,研究结果表明采用该工艺处理该区块采出水是可行的,为其他煤层气区块采出水处理工艺的选择提供了借鉴,解决了企业开采煤层气的环保难题。