提高A356.2铝合金方棒成品率的工艺措施*
2022-03-09杨吉斌潘建国李安艳符庆选许道中赵廷军
杨吉斌,潘建国,李安艳,符庆选,许道中,赵廷军
(云南云铝润鑫铝业有限公司,云南 个旧 661000)
A356.2铝合金具有良好的流动性,无热裂倾向性、线收缩小、气密性好等特性,具有良好的铸造性能[1],因此被广泛应用于汽车、轿车、摩托车等车轮铸件及发动机缸体缸盖等制造领域[2]。某公司生产A356.2铝合金方棒所用的主要原材料为电解原铝液、工业硅、金属镁等,主要生产工艺采用竖井式半连续铸造法。采用的主要铸造设备有:35 t燃气加热式熔炼炉3台,30 t静置保温炉2台,30 t在线熔体处理系统2套,22 t钢丝绳深井铸造机2台。在实际生产过程中存在浇铸成品率低的问题,主要表现为冷死、拉漏、橘皮、拉痕、金属瘤等外观不符合客户要求的问题,严重影响了生产效率,增加了员工劳动强度,同时回炉产品增多,增加了烧损和能耗,生产成本也大幅上升。因此,如何提高A356.2铝合金方棒的成品率,降低企业生产成本,是批量生产方棒的关键所在。
1 方棒成品率现状
该公司的钢丝绳深井铸造机于2019年开始投产运行,但生产过程中存在浇铸成品率低的问题,严重影响了生产效率及各项经济技术指标,导致生产成本高于同行业同类产品。统计了3月、4月的成品率,结果如表1所示。
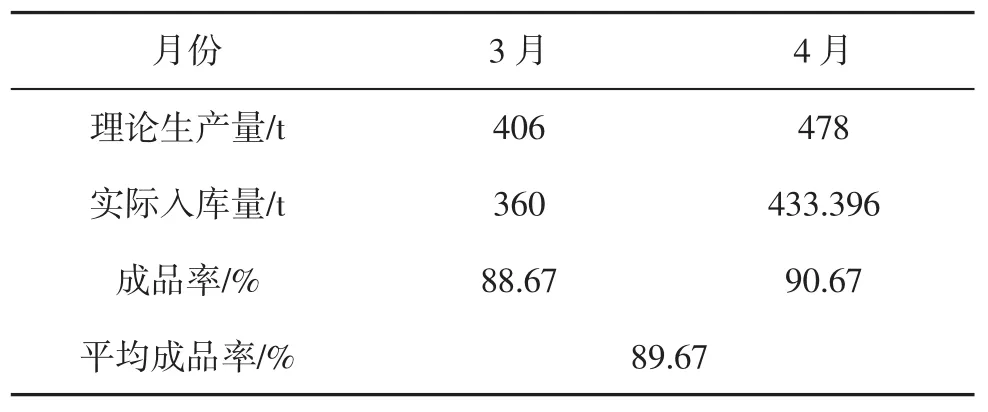
表1 方棒成品统计表Tab.1 Statistical table for yield of square stick
从表1中可以看出方棒的成品率仅为89.67%。通过对近两个月的方棒生产情况进行统计分析,发现影响成品率的主要因素为:外观质量不符合标准和差额,具体如表2和图1所示。
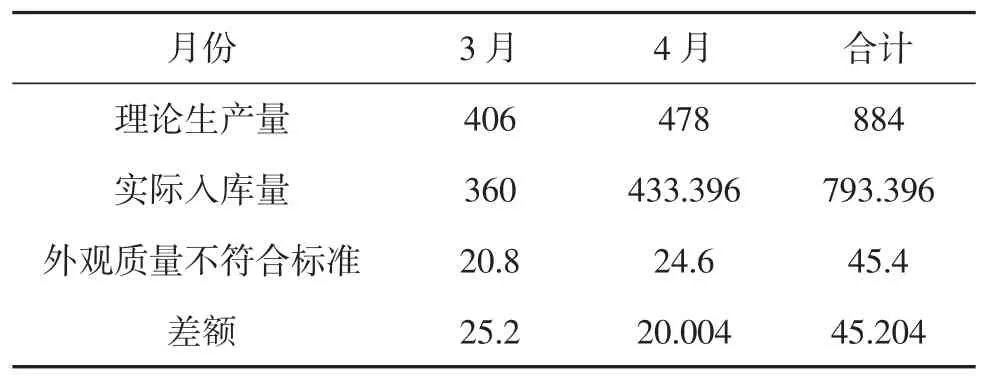
表2 方棒生产统计表Tab.2 Statistical table for production of square stick t
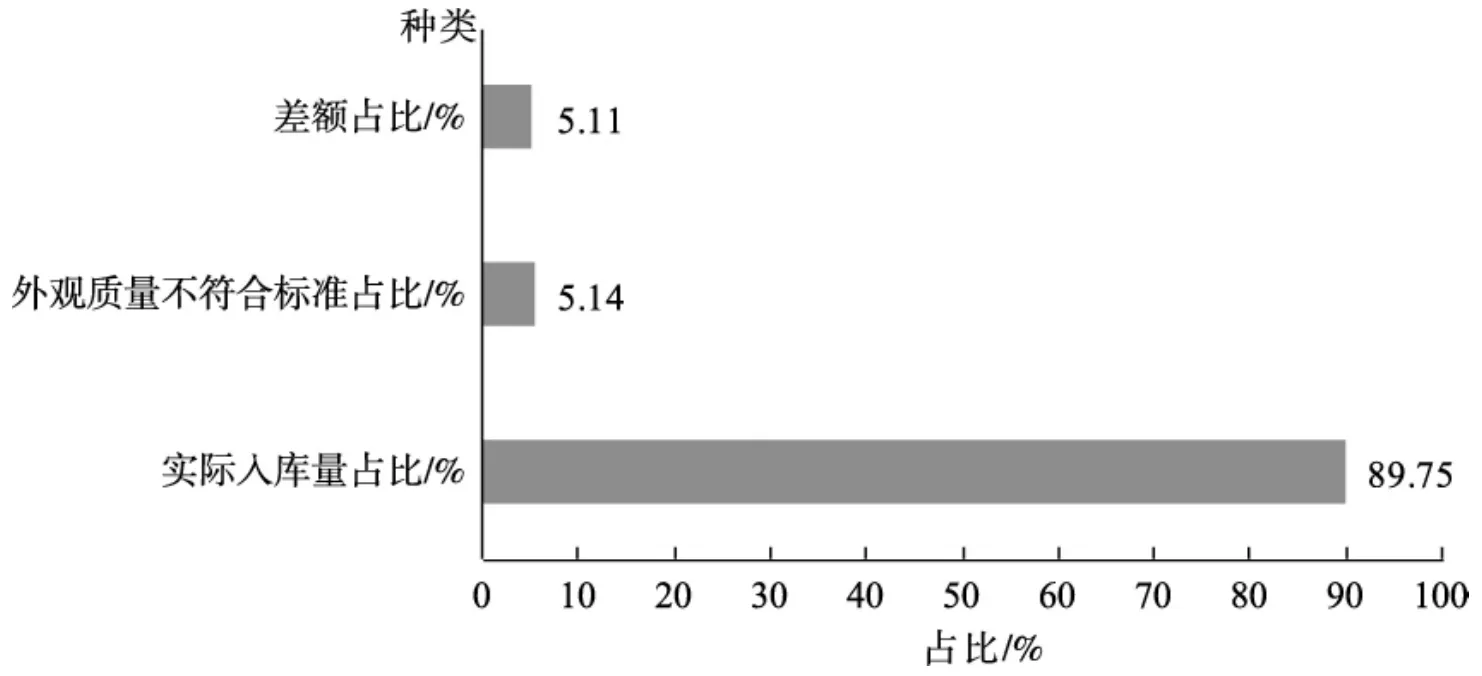
图1 影响方棒成品率因素占比图Fig.1 Factor ratio diagram for effect on yield of square stick
随机抽取10个批次外观质量不符合标准要求的方棒产品进行统计,确认导致方棒外观质量不符合标准的主要原因有金属瘤、冷隔和夹渣,具体统计结果如表3和图2所示。
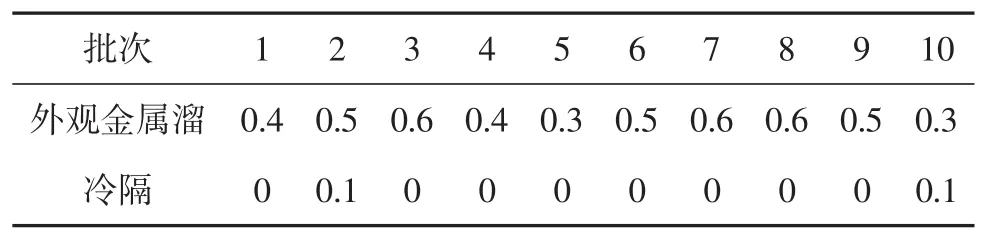
表3 外观质量不符合标准的方棒产品统计表Tab.3 Statistical table for A356.2 aluminum alloy square tick that surface quality can not meet the standard t
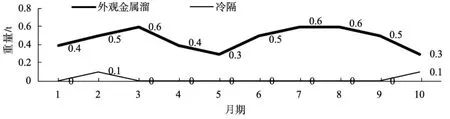
图2 外观质量不符合标准的方棒产品统计折线图Tab.2 Statistical broken line graph for A356.2 aluminum alloy square stick that surface quality can not meet the standard
从表3和图2可以分析得出:外观金属溜是导致方棒外观质量不符合标准的主要原因。
为进一步确认浇铸过程对产品成品率的影响,随机抽取10个批次在浇铸时影响方棒产品成品率的因素进行统计,以确认浇铸过程影响产品成品率的主要原因。统计结果如表4和图3所示。
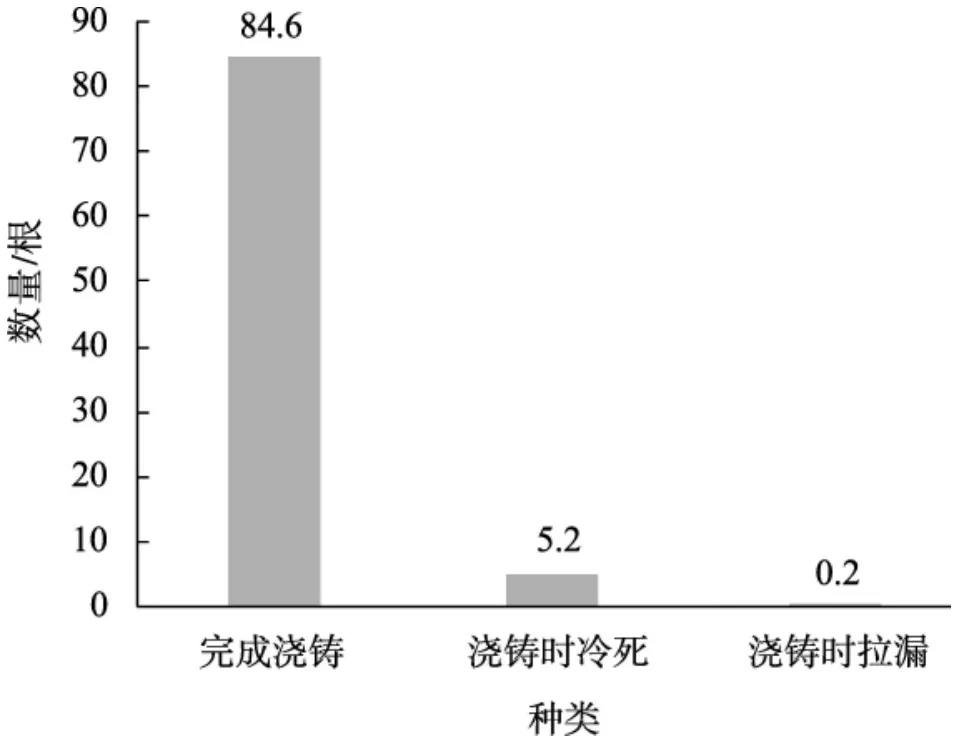
图3 浇铸过程对成品率影响因素分布图Fig.3 Distribution diagram for influence factors of yield in casting process

表4 浇铸过程对成品率影响因素统计表Tab.4 Statistical table for influence factors of yield in casting process 根
从表4和图3中我们可以看出浇铸时冷死是导致方棒出现差额的主要原因。因此可以分析得出导致方棒成品率低的主要原因为浇铸时冷死。
2 影响方棒成品率的原因分析及控制措施
2.1 结晶器冷却水眼角度过小
冷却水在方棒铸造过程中起决定性的冷却作用,结晶器冷却水眼角度决定了方棒在凝固成型过程中铸棒的冷却强度和均匀程度,因此合理的结晶器冷却水眼角度是生产外观质量和内部组织质量优良方棒的保证。如果结晶器冷却水眼角度过小,则冷却水偏下,则冷却效果差,在方棒铸造过程中导致冷却结晶带下移,容易造成铸棒弯曲、金属瘤、拉痕等表面质量缺陷的产生,水眼角度如图4。半连续铸造过程中,在铸锭表面形成的不均匀的凸起,产生瘤状偏析物,称为金属瘤[3]。由于冷却强度不够,更容易拉漏;结晶器冷却水眼角度增大,则冷却水增强,冷却强度提升,则铸棒结晶速度增快,晶内结构更加细化,致密性更高;随着冷却强度增强,结晶带上移,铸锭液穴变浅;过渡带尺寸缩小,使金属补缩条件得到改善,减少或消除了铸棒内部组织中的疏松、气孔等缺陷[4]。

图4 改造前结晶器水眼角度Fig.4 Nozzle angle of crystallizer before improvement
针对结晶器冷却水眼角度过小,拟通过以下两个解决方案,并依据现场的实际情况进行了综合评价对比,见表5所示。

表5 解决方案对比Tab.5 Comparison of solutions
通过对比分析得出:重新制作符合要求的结晶器,能够较好的满足生产需求,有效地解决结晶器冷却水眼角度小的问题,提高方棒铸造过程中的冷却强度,减少了铸棒弯曲、金属瘤和拉痕现象的产生。经过改造后的方棒结晶器水眼排布情况如图5所示。

图5 改造后结晶器水眼角度Fig.5 Nozzle angle of crystallizer after improvement
2.2 冷却水眼堵塞影响外观质量
在铝合金方棒铸造过程中,经过投料、熔炼、精炼、静置和在线处理后得到成分及温度合格的合金熔体,熔体通过溜槽和分流盘后进入铝合金铸造结晶器内,通过结晶器冷却后,由引锭头拉出,形成合金棒[5]。在石墨环上,经过一次冷却形成凝固外壳后被引锭头拉出结晶器,然后冷却水从设置于结晶器下方的水眼内喷射出,对铝合金铸棒进行二次冷却[6]。在二次冷却过程中,冷却水眼的堵塞会造成冷却水不能均匀的喷洒于铝合金铸棒表面或者冷却水无法喷出,造成铝合金铸棒表面冷却不均匀,从而在表面形成拉痕、拉裂等缺陷[7]。对此,随机选取20个结晶器进行检查验证,其结果如表6和图6所示。

表6 铝合金铸造结晶器检查验证统计表Tab.6 Statistical table for check and verify of crystallizer of aluminum alloy casting machine 个

图6 结晶器水眼数量与堵塞数量占比图Tab.6 Ratio diagram of water passage quantity and blocking quantity of crystallizer
通过表6统计数据与图7可以得出,方棒生产过程中水眼堵塞占比达到29%,严重影响水流量,致使冷却效果差,严重影响产品外观质量。
针对结晶器冷却水水眼堵塞的问题,可以通过在结晶板上安装结晶器外过滤网、在结晶器上安装均压环、在冷却水阀架上加装细过滤网和对冷却循环水池进行清洗、换水等方案进行解决,如图7、图8所示。

图7 结晶器外安装过滤网Fig.7 Exterior filter of crystallizer

图8 在冷却水阀架上加装过滤网Fig.8 Filter installation on cooling water shelf
2.3 引锭头圆柱面无锥度影响外观质量
经过对方棒生产线引锭头圆柱面进行测量,发现合金方棒铸造使用的引锭头圆柱面无锥度,从而导致生产时引锭头在铸造过程中无法给予铝合金方棒向下足够的拉力,方棒结晶后与引锭头脱离,致使铝合金方棒在结晶器内凝固成型后不能及时拉出,导致铸棒冷死,部分方棒还增加了铝合金方棒与结晶器壁之间的接触时间,合金方棒在结晶器内冷却加大,形成冷隔等表面缺陷。通过对引锭头圆柱面进行加工处理,增加锥度(1~2)mm,可有效减少铸棒表面冷隔现象的产生,减少铸造冷死的合金棒数量,提高了合金方棒的成品率,引锭头圆柱面锥度改进前后对比见图9和图10。

图9 引锭头圆柱面锥度改进前Fig.9 Conical degree of cylindrical surface on dummy bar head before improvement
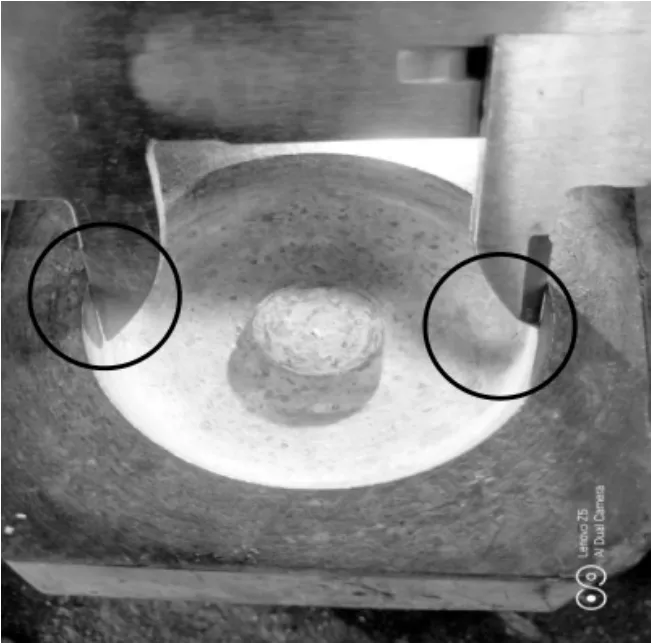
图10 引锭头圆柱面锥度改进后Fig.10 Conical degree of cylindrical surface on dummy bar head after improvement
2.4 转接管与石墨环之间的密封性不好
为了进一步确认造成方棒铸造冷死的原因,随机抽取20个造成铸棒冷死的结晶器进行统计分析,统计结果如表7和图11所示。

表7 铸棒冷死的结晶器统计表Tab.7 Statistical table for crystallizer of freezing casting rod 个

图11 铸棒冷死原因分布图Fig.11 Reasons distribution diagram of freezing casting rod
通过统计分析发现,造成结晶器铸造冷死的主要原因是转接板与石墨环之间存在缝隙,导致铸造过程中,大量铝液通过缝隙进入转接板与石墨环之间,造成局部过冷,熔体无法及时进入结晶器内,导致熔体凝固或者无流动性,造成熔体在转接套管内冷死,无法铸造成形,从而成品率下降[8]。通过在转接套管与石墨环接触边缘上涂密封性油泥,可以有效对转接板与石墨环之间的缝隙进行有效的密封,有效地阻止熔体进入缝隙内,避免结晶器铸造冷死。转接板与石墨环密封前后对比见图12和图13。

图12 转接管与石墨环密封前Fig.12 Aadapter hoses and graphite rings before sealing

图13 转接管与石墨环密封后Fig.13 Aadapter hoses and graphite rings after sealing
3 措施及效果
采取措施及效果如下:①重新制作符合要求的结晶器,能够较好满足生产需求,解决结晶器冷却水眼角度小的问题,提升对A356.2铝合金方棒铸造过程的冷却强度;②在结晶板上安装结晶器外过滤网、在冷却水阀架上加装细过滤网和对冷却循环水池进行清洗、换水;③对引锭头圆柱面进行加工处理,增加锥度(1~2)mm;④对转接套管与石墨环接触边缘上涂密封性油泥等措施,有效减少铸棒金属瘤、拉痕和冷隔的产生,减少了差额占比数量,提升了铝合金铸棒外观质量及成品率。后期每月对铝合金方棒成品率进行跟踪统计,情况如表8所示。

表8 措施实施后成品率统计表Tab.8 Yield statistical table after implementation of measures %
4 结语
1)通过采用在结晶器上改变水眼角度的措施,能够有效解决结晶器冷却水眼角度小的问题,提升二次冷却水对A356.2铝合金方棒铸造过程的冷却强度的5%,减少了铸棒弯曲、金属瘤和拉漏现象的产生;
2)通过在结晶板上安装结晶器外过滤网、在冷却水阀架上加装细过滤网和对冷却循环水池进行清洗、换水等措施,可以有效改善方棒表面质量,提高其成品率7.12%;
3)通过对引锭头圆柱面进行加工处理,增加锥度(1~2) mm,可有效减少铸锭表面冷隔的产生,提升铝合金铸锭外观质量;
4)通过对转接套管与石墨环接触边缘上涂密封性油泥,可以对转接板与石墨环之间的缝隙进行有效的密封,减少铸造冷死的现象产生。