熔融沉积3D打印设备研究进展
2022-03-07杨钦杰李佳汶李光照彭必友
杨钦杰,李佳汶,李 明,陈 刚,李光照,彭必友,韩 锐,2∗
(1.西华大学材料科学与工程学院,成都 610039;2.电子科技大学光电科学与工程学院,成都 610054;3.中材科技(成都)有限公司,成都 611434)
0 前言
伴随现代加工技术的不断发展,一种不同于传统减材制造,基于“逆向思维”的3D打印制造技术近年来发展迅速。3D打印亦称增材制造(AM)[1],涉及材料、机械、计算机等多学科,已成为当今世界一种不可或缺的先进生产技术。根据《中国增材制造产业发展报告(2018)年》,1998年—2017年全球增材制造产业由4.7亿美元提升至73.4亿美元,年复合增长率25.5%,世界发达国家已将3D打印列为重点发展的战略新兴产业。目前,美、德、中、日4国的增材制造产业位居世界前列,设备占有率之和为66.7%[2]。我国十分重视3D打印技术的研究与推广,在《中国制造2025》中将其作为关键技术之一进行突破。据中国增材制造产业联盟统计,2015年—2017年,我国增材制造产业规模年均增速已超30%[3]。2018年国家研究发展中心亦将增材制造列入所公布的8个重点研发项目中。
3D打印主要涵盖3个方面,即方法、材料和设备。近几十年的发展,根据打印原理与材料的异同,3D打印已衍生发展至数十种类型,主要有FDM、选择性激光烧结、立体光固化成型、喷墨打印、分层实体制造等,如表1所示[4]。其中,FDM是由Scott Crump于1989年发明的一种3D打印技术,发展至今已成为3D打印技术中最典型、最常用的一种,被广泛应用于航空航天[5]、汽车零部件[6]、医学[7]等诸多领域。
FDM技术基本原理如图1所示,其利用机械压辊,将热塑性高分子丝条挤入液化器加热至熔融态,液化器上端未熔融的丝条充当活塞,在计算机的控制下将熔融态材料按规划路径推挤、沉积至打印平台,与此同时,挤出的细丝迅速冷却凝固且相互黏结,形成制件的2D截面轮廓,沉积完一层后打印平台向下(或喷头向上)移动一个层厚的距离,不断重复叠加,直至完成整个制件的成型。需要指出的是,当前众多研究表明,传统FDM打印因其独特的丝条进料方式和“热熔直写”堆积过程,面临5个难以回避的问题。

图1 FDM技术原理Fig.1 Schematic diagram of FDM
(1)原材料种类少。目前适用于FDM技术的聚合物材料主要有如丙烯腈、丁二烯、苯乙烯三元共聚物(ABS)[8]、聚乳酸(PLA)[9]、聚碳酸酯(PC)[10]及其复合材料等。用于FDM打印的聚合物需经历3次热塑加工,因此原材料需具备优异的热塑性加工性能;另外,常见的FDM 3D打印设备的打印温度都在300℃以下,这就要求原材料具备较低的成型温度;在聚合物被喷嘴层层沉积形成制件时,层间黏合强度影响制件的力学性能,因此原材料还需具备一定的熔体强度,且层与层之间的黏结性要好,避免熔体黏度过低出现流延以及热应力导致层与层之间开裂的现象。
(2)打印丝条容易发生弯曲变形。典型的FDM 3D打印设备的进料形式是聚合物熔融后依靠未熔融部分丝条的挤压作用由喷嘴挤出,因此由原材料制备的丝条要有合适的压缩模量与黏度,以保证送丝滚轮持续送料的稳定性。已经有研究者建立了丝条可打印性的判定公式,见式(1)[11]:

式中E——丝条的压缩模量,MPa
η——熔体的表观黏度,Pa∙s
Q——熔体的体积流量,m3/s
R——喷嘴半径,mm
L——液化器流道长度,mm
l——驱动齿轮与丝条接触点到液化器上端的距离,mm
r——丝材半径,mm
从式(1)可以看出,丝条压缩模量与表观黏度的比值需大于一定的临界参数[12]才能保证其被顺利打印。因此,用于FDM打印的材料必须具有良好的成丝性、流动性和合适的收缩性等[13]。
(3)结晶型聚合物难以打印。由于FDM打印的层层叠加成型方式要求原材料具有较小的冷却收缩率,以减小制件的翘曲变形,当结晶度较高的材料在打印过程迅速冷却相互缠结时,会由于其结晶能力较强而冷却收缩,使制件翘曲变形,影响制件的打印。因此用于常见高分子加工领域的结晶型聚合物如聚乙烯(PE)、聚丙烯(PP)等,在FDM加工领域应用很少。
(4)制件打印质量与结构强度较低。传统FDM的打印质量问题受其原理影响而难以避免,只能尽量减少。从打印设备的角度分析,可将其归结为喷头和打印平台两个方面。一是丝条塑化后最终由喷头[14-15]挤出,当喷头发生进料困难、堵料[16]这些问题时,都会严重影响制件最后的打印质量;二是沉积阶段,当细丝自下而上层层堆叠沉积在打印平台时,会导致制件表面出现“台阶效应”[17],形成表面缺陷,同时,因为细丝快速经历多次“固-液-固”相转变[18],导致制件内部应力不均,出现翘曲变形,最终给制件的结构强度带来负面影响。
(5)丝条制备成本高。用于FDM加工的原材料需经历螺杆挤出机熔融挤出,冷却定型,牵引装置拉伸,收集成卷等步骤,需要较高的制备成本。
为了在一定程度上克服上述问题,近年来学者对FDM打印材料和设备进行了大量研究,本文从中选择后者,从控制方法(温度控制方法、路径控制算法、运动控制方法等)和打印机构(送料机构和运动机构等)两个方面对近年来国内外FDM 3D打印设备的相关发展和研究现状进行综述,最后提出了FDM 3D打印设备所面临的挑战和需要解决的关键问题,并简单展望了其未来发展趋势。
1 控制方法研究进展
1.1 温度控制
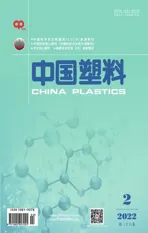
温度控制主要是指对FDM 3D打印设备喷头温度的精确控制。众所周知,温度对聚合物的黏度影响巨大,在送料阶段,丝材被压辊挤入喷头内熔融塑化,若喷头温度较低,易使材料无法加热至熔融状态,导致喷嘴堵塞;若温度偏高,材料黏度大幅下降,流动性大幅增加,喷头不能均匀控制挤出流量;若温度过高,材料可能会在喷头内降解、失效。因此,对喷头温度的稳定控制是保证FDM 3D打印质量的重要前提。目前对FDM打印过程的温度控制主要以比例积分微分(PID)控制方法为主,该方法原理、结构简单,工作稳定。PID控制方法的数学模型是基于理论而建立的,而FDM喷头在加热过程中,其实际温度具有很明显的滞后性、非线性和时变性,很难通过数学模型实现精确控制[19]。随着技术不断发展,“模糊控制”为研究者提供了该问题的解决途径。模糊自适应PID控制方法[20-21]被研究者应用到FDM 3D打印设备的温度控制模块,能够对喷头的温度进行精准控制。Altan等[22]使用自适应PID控制算法代替经典PID算法控制喷头的温度,使得打印制件的表面变形率由28%降低至1.5%。高熔点的聚醚醚酮(PEEK)应用于FDM打印时对打印温度要求较高,相较于在3D打印设备上运用的其他PID算法,Liu等[23]采用模糊PID控制算法提高了温度的控制精度,解决了温度控制滞后的问题。为消除FDM打印过程中加热设备存在的时间滞后性和稳定性差的问题,曲兴田等[24]在常规热床温度、PID控制喷嘴温度基础上建立了模糊自适应PID控制方法(图2),同时基于Matlab/Simulink软件建立模糊自适应PID控制系统仿真模型,与普通PID控制方法相比,模糊自适应PID控制方法达到了超调量小、响应速度快、稳定性强的效果,提高了温度控制的稳定性和实时性。甘新基等[25]以PID算法[见式(2)、式(3)]为基础,采用Ziegler⁃Nichols法实现了S型阶跃响应曲线适用延滞一阶惯性环节,并运用Cohn⁃Coon公式得到了受控对象的特征参数,从而保证其控制精度。文章针对所需控制的对象,找到了各个控制变量的最佳比例系数,实现了较低超调量的控制效果,缩小了温度的波动范围,提高了系统的打印质量。
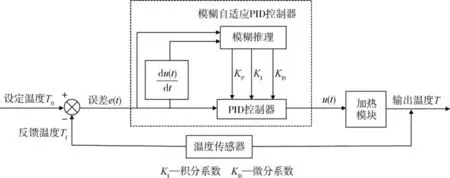
图2 模糊自适应PID控制系统Fig.2 Fuzzy adaptive PID control system

式中 u(t)——控制器的输出
e(t)——控制器的输入
c(t)——系统实际输出值
r(t)——系统给定值
TI——积分时间
TD——微分时间
KP——比例系数
1.2 路径规划控制
在FDM打印步骤中,切片[26]用于完成对喷头运动路径的规划,不同的扫描路径对制件的成型质量以及性能有不同的影响。因此,对路径的优化控制对提高FDM打印精度极为重要。目前主要运用的路径规划算法为平行直线路径规划算法[27]和偏置路径规划算法[28]。
平行直线路径规划算法中喷头按照平行直线的路径对制件轮廓截面进行往复填充。该算法原理简单,填充效率高,但由于填充路径方向单一,打印结晶型材料时更易发生翘曲变形,同时,在填充的空行程阶段易发生“拉丝”问题,严重影响制件的成型质量。为提高打印精度,常采用偏置路径规划算法替代平行直线算法,该算法根据切片得到的内外轮廓按照一定的间距分别向外内偏移生成偏置轮廓环,并不断迭代,最终形成偏置填充路径。该算法的典型问题是在生成偏置路径时,易出现自相交问题[29]。Xu等[30]提出通过改变偏置前后轮廓环的旋向的方法解决复杂自相交的问题。Jin[31]与熊文俊等[32]提出向形心收缩的偏置路径算法,该方法是非等间距的偏置方法。Bo等[33]提出基于Vo⁃ronoi图[34]的偏置路径算法,根据截面轮廓环的Voronoi图进行间距偏置,解决了轮廓环自相交的问题。黄常标等[35]采用向量表示法进行轮廓线偏置,使得算法简单,便于实现,且提出基于交点处的轮廓方向向量的判断方法,有效去除了相交轮廓线。
常见的FDM 3D打印设备的原材料大多是热塑性材料,制件翘曲变形是普遍存在的现象。因此,黄小毛等[36]提出并行栅格路径规划算法,通过减小XY平面的温度梯度以及控制材料冷却时的残余内应力,减小制件翘曲变形程度。Yang等[37]提出了分型填充路径,将平行直线路径划分为由大量的短线段(Hibert曲线)组成的分型路径,虽减小了翘曲变形程度,但增加了扫描时间,使得打印效率受到了一定的影响。张永等[38]基于分型路径填充,对其填充顺序提出相对距离化算法,该算法减小了制件翘曲变形程度。Jin等[39]将轮廓偏置填充与分层变向往复填充相结合,提高了制件的几何精度。Lin等[40]提出了一种二维点序列曲线的偏置路径算法,将制件轮廓截面分成若干区域,按照复杂程度对不同区域进行不同的路径规划,该算法虽减小了翘曲程度,但对于截面非常复杂的制件,在将其分区时,实现算法的程序较为复杂。朱传敏等[41]提出将平行直线扫描与轮廓偏置相结合,这种复合式扫描算法在提高制件精度、减少翘曲的同时也保证了打印效率。张潇[42]对自适应路径规划算法进行研究,在初始路径生成后对其进行第二次规划调整,使路径分布更加均匀,再配合优化其他3D打印参数,提高了制件的打印质量。曾善文等[43]对FDM常用的直线扫描、偏置扫描、复合扫描等路径算法进行分析,并运用ANSYS数值模拟对几种扫描路径进行热分析和结构分析,结果表明复合扫描在打印精度和成型效率方面都可取得较好的效果。王德鹏[44]提出基于动态规划的轮廓打印顺序规划算法与轮廓打印顺序近似规划算法,有效降低了轮廓转移时产生的空行程的总长度,减少了打印时间,从而提高了打印效率。
1.3 运动控制
目前,大部分FDM 3D打印设备采用步进电机带动XYZ 3轴上的传动带与皮带轮等传动机构驱使喷头进行线性运动,其运动控制主要包含使用直线插补算法[45]、速度规划[46]和加减速控制[47]。制件的成型质量高低与喷头的运动精度密切相关,欧美等发达国家对FDM设备的运动控制研究起步较早,研究单位主要是企业,其核心研究成果大部分对外保密。国内虽起步较晚,但研究水平不断提高,与国外差距不断缩小。目前FDM打印最常用的直线插补算法为DDA[48]和Bresenham算法[49]。Yu[50]等结合FDM 3D打印设备线性运动的原理,通过改进传统的Bresenham算法,着重简化决策公式与降低决策过程的频率,使得决策过程节省17%~20%的时间,从而提高打印效率与喷头运动的精确性。在速度规划方面,陈广俊等[51]根据步进电机驱动特点,提出了一种适应多轴联动数控系统的速度规划算法,在保证衔接速度不超过机械结构能力的同时,尽可能提高各段运动速度,使打印质量达到最佳水平。张文怀等[52]提出能够预测喷头行进速度的神经网络模型,通过对喷头行进速度的调整,减少了偏置轮廓填充方式所产生的路径空隙,从而提高了制件的打印质量。在加减速控制方面,Yin[53]等针对喷头运动在中间两次相同方向的加速、减速、停止控制等问题,在T形加减速算法的基础上提出了新的速度控制方法,该方法可实现两次T形加减速运动,使得步进电机在直线上不停顿,实现对喷头运动速度的精确控制。喷头在运动过程中,可能会与打印平台出现跟随误差,即坐标轴的实际运动位置和理论要求位置会存在一定的滞后,而对制件的性能及强度等造成一定的影响。王志刚等[54]分析了FDM设备运动系统S曲线及加速度设定值对跟随误差的影响,确定左右其大小的3个方面,即输入信号的形式与强弱、设备的机械刚度和机床的位置增益、加速度等,进一步通过在线模拟仿真喷头运动系统,计算并设置系统的加速度和加速转矩,同时优化速度环以及位置环,提高了整个打印系统运行的稳定性。
2 打印机构研究进展
2.1 送料机构
FDM 3D打印设备的送料机构最常采用“柱塞”方式,依靠压辊齿轮为驱动力将其推入液化器内加热,使其熔融塑化,液化器上端未熔融部分充当活塞作用,将熔融态材料经由喷嘴挤出沉积在打印平台上。但这种机制导致FDM打印所用丝条须具备一定的熔体强度和黏度,避免当丝材熔体强度不够时,丝条出现弯曲、折断问题[55]。因此,研究者除了在齿轮驱动式进料的基础上进行创新,也研究出了螺杆挤出[56]和气压式进料新方法。特别是螺杆挤出方法,因为采用了与传统高分子挤出一样的螺杆强制输送和熔体均化过程,突破了FDM打印对材料种类、形态等的限制,降低了3D打印的成本,扩大了其应用范围,该方法目前发展较迅速。
2.1.1 齿轮驱动式送料机构
目前,商用FDM 3D打印设备均采用齿轮驱动式的送料结构,其主要原理如图3(a)所示,热塑丝条在一组齿轮咬合驱动下进入高温液化器,克服流动阻力,由喷嘴挤出,之后在打印平台上层层堆积完成建造。在齿轮驱动式送料机构中,未熔化的丝条作为“柱塞”,在驱动齿轮提供的摩擦力作用下,推动熔融的丝材从喷嘴挤出。图3(a)中的齿轮直径相同,且齿轮与丝条之间的间隙不可调,对丝条的适应性较差,易发生“屈曲”和堵料等打印失效现象。为此,有研究者研发了如图3(b)所示的“Mendel”齿轮驱动送料机构,其驱动齿轮与从动齿轮直径不同,且齿轮与丝条之间的距离可调,大幅度提升了打印设备对材料的适应能力,尤其是对于一些柔性丝条。此外,为提升FDM 3D打印设备的打印速度,有研究者还采用了如图3(c)所示的送料机构,通过采用多对齿轮来提升齿轮与丝条间的挤压力,有效提高了打印速度。但由于堆叠了大量的从动齿轮,导致整个设备较为笨重[57-58]。
FDM 3D打印设备在送料阶段易发生丝条弯曲失效的现象,如图3(d)所示。尤其对于热塑性弹性体(TPE)如热塑性聚氨酯、三元乙丙橡胶等更为明显,这主要是由于TPE材料具有较高的熔体黏度及较低的压缩模量[59]。较高的熔体黏度提高了材料在熔融后通过液化器的流动阻力,而较低的压缩模量又会降低齿轮对材料的冲击力。根据前述的FDM加工可打印性判定公式可知,若能减少l,如图3(g)所示,则可进一步降低E/η的临界值,从而提高设备对柔性丝条的适应性。基于此有两种策略可供选择,其一是在驱动齿轮与液化器之间加入聚四氟乙烯导管,如图3(e)所示,其直径约为2mm,略大于丝条的标准直径1.75 mm,这样从几何空间上限制了丝条的弯曲,取得了较好的效果。此外,如图3(f)所示,进一步将导管向上延伸,且在靠近驱动齿轮的一侧切出一个半圆使驱动齿轮嵌入其中,在送料到熔融挤出过程中,丝条全部被封装在导管或液化器中,几乎没有自由段暴露,因此对柔性丝条有较好的打印效果;另外一种策略是直接减少l值,如图3(h)所示,也可减少丝条送料过程中的弯曲现象[60-61]。

图3 改进后的齿轮驱动送料机构Fig.3 Improved gear⁃driven feeding mechanism
此外,FDM打印制件的力学性能往往欠佳,为此,有研究者从设备改进的角度出发,采用连续纤维挤出的方式大幅度提高打印制件的力学性能,使其可应用在航空、航天等高端领域[62]。目前该法主要有3种方案:(1)直接成型预浸丝条,如图4(a)所示。采用特殊工艺制备聚合物包覆纤维的预浸丝条,之后利用常规FDM 3D打印设备进行加工,该方案对丝条质量要求较高。(2)采用双喷头的FDM 3D打印设备,如图4(b)所示。其中一个喷嘴用于成型纤维,另一个喷嘴用于成型聚酰胺等丝条。在打印过程中,通过切片路径规划,可选择性地将纤维嵌入到打印制件中。受限于两个喷嘴之间的协调性以及切片控制等,该方案在实际中操作难度较大。此外,由于打印聚合物的喷嘴停止后,沉积层温度下降而将纤维嵌入其中,导致材料界面结合力较弱,因此最终制备的打印制件力学性能提高有限;(3)原位浸渍连续纤维挤出,如图4(c)所示。日本东京大学的Matsuzaki等[63]采用在喷嘴侧面增加连续纤维送料机构方式,使纤维与热塑丝条单独送料,但会在喷嘴管道内汇合,实现了聚合物原位包覆纤维。西安交通大学的田小永团队[64]也采用上述类似的装置,制备了碳纤维/PLA打印制件。当纤维含量达到27%(质量分数)时,其弯曲强度和弯曲模量可达335 MPa和30 GPa。

图4 连续纤维挤出方案Fig.4 Continuous fibre extrusion solution
2.1.2 螺杆式送料机构
“柱塞”式的FDM 3D打印设备简单、投入低,但对丝条的直径均匀性、压缩模量及黏度有较高的要求。为进一步拓展FDM的材料使用范围,借鉴聚合物挤出加工的发展历史,有研究者开发了基于“螺杆式”的FDM打印设备。如德国的Arburg公司[65]研发出了基于螺杆式的3D打印机[图5(a)],与压电式的时控打印喷嘴挤出技术相结合,采用了和注射成型工艺一致的塑料颗粒,大幅度省略了原料加工步骤,可实现塑料零部件的精准无模制造。上海富力奇公司将单螺杆挤出技术应用于FDM成型[66],解决了丝材易发生屈曲失效的问题,但该设备仍采用丝条料,未突破FDM对打印材料形态的限制。华中科技大学[67]研发出了螺杆式挤出双喷头,采用漏斗式进料,可直接打印颗粒料或粉末。Shor等[68]运用计算机辅助组织工程方法开发了一种精密挤压沉积(PED)系统[图5(b)],该系统由安装在高精度定位系统上的微型挤压机组成,运用该系统成功打印了具有可控孔径的聚己内酯/聚己内酯-羟基磷灰石组织支架。Tseng等[69]开发了一种新式螺杆挤出FDM 3D打印系统[图5(c)],该系统进料部分分为3个热模块:进料区、熔融压缩区、计量区,3个热模块协同工作对打印工作温度与挤出流量精确控制,用于高质量打印高黏度、高熔融温度的PEEK。Zhou等[70]构建了颗粒直接进给FDM打印系统[图5(d)],在液化器不同高度上设计了多个进料口,该系统可直接混合多种打印材料,通过单螺杆机熔融材料并将其输送至喷嘴挤出。作者将聚乙烯醇、荧光增白剂、香料按照一定比例通过该打印系统获得矩形制件,制件的不同区域均表现出很强的荧光效应。Drotman等[71]也将螺杆挤压与FDM打印相结合[图5(e)],其中单螺杆将材料熔融并将其输送至螺杆底部与喷嘴间的缓冲区域,再由喷嘴挤出。徐常有等[72]基于北京化工大学杨卫民[73]高分子材料先进制造技术“微积分”的思想,改变FDM 3D打印设备的传统送料机构研发了新型FDM粒料3D打印设备,可进行柔性打印,且该设备在挤出装置中采用熔体泵对挤出流量进行精确控制。
图5 螺杆式送料机构Fig.5 Screw feeding mechanism
不难看出,螺杆挤出技术已从传统高分子加工领域被广泛地迁移应用于FDM成型,解决其丝材局限性问题,但前述研究均采用平直螺杆,对一些蓬松的粒料或粉末塑化效果不理想,易导致材料堆积在螺杆中。因此,冷杰等[74]进一步设计了一种大锥度螺杆[图5(f)],该设计在大幅缩短螺杆长度的同时,也避免了材料的堆积问题,进一步拓宽了FDM打印材料的应用范围。此外,相比上述使用的单一螺杆机构,王权杰[75]等设计了一种复合式螺杆,为保证送料能力,输送部分采用较大直径的螺杆,而靠近喷嘴的挤出部分则另外采用直径较小的螺杆,缓解了单一螺杆FDM打印设备喷头压力大的问题。
2.1.3 气压式送料机构
除了螺杆式送料机构,早在2001年,西安交通大学便提出了气压式熔融沉积(AJS)系统[76],该系统中液化器上端的机械压辊由压力装置代替,液化器将材料加热至熔融态,经压力传感器测压后将信号反馈至上端的压力装置通过压缩空气将细丝从喷嘴挤出。由于AJS系统取代了齿轮驱动送料机构,避免了传统挤压辊长周期往复运动带来的振动和由之产生的运动惯性,从而提高了FDM打印精度。Chen等[77]基于这一改进,通过调控工艺参数,利用AJS系统制备出了用于骨组织工程的3D支架。另外,廖道坤[78]等也搭建了气动式金属熔融沉积设备,该设备送料方式与AJS系统相似,都将气压作为输送动力,发现这一改变可大幅提升金属制件的致密度与层间结合强度。
2.2 喷嘴
在FDM加工过程中,丝条进入液化器流道后,与高温的液化器迅速发生热交换,开始熔融,并受到液化器流道壁面的剪切作用。当熔体进入到喷嘴时,流道逐渐变窄,聚合物熔体发生收敛,之后进入到狭长的流道,受到较大的剪切作用。
探明聚合物熔体在喷嘴内的流动状态有助于从根源上了解FDM打印过程。Coogan等[79]对某一商用FDM 3D打印设备的喷嘴进行改进设计,首次实现了对喷嘴内熔体黏度的在线精准监测。该喷嘴侧面带有压力孔[图6(a)],负荷传递棒[图6(b)]的一端通过该孔插入喷嘴,另一端则连接载荷转移夹具,且为了测量熔体温度,传递棒与喷嘴压力端口各设置了一个热电偶[(图6(c)],最后由夹具[图6(d)]将熔体载荷传递到称重传感器。对测定值修正后,该喷嘴可在打印时精准测量熔体的黏度,从而实时监测FDM打印时的熔体挤出过程。与此不同,Li等[80]则以FDM彩色3D打印设备作为研究对象,提出通过振动加速度幅值测量提高打印质量。其具体方法是将加速度传感器固定在混色喷嘴上,分析喷嘴的垂直振动特征,通过建立不同进给参数与振动加速度幅值间的关系,确定最佳进给参数,避免喷嘴堵塞。Heller等[81]利用有限元分析方法研究了喷嘴结构几何参数对聚合物复合材料中纤维排列状态和力学性能的影响,参数包括收敛区长度、直管长度、径向喷嘴膨胀量、喷嘴膨胀长度。结果表明,收敛区长度与喷嘴膨胀长度对纤维排列顺序无影响,增大径向喷嘴膨胀量以及直管长度都将降低纤维排列的有序度。该项工作表明可通过合理调整喷嘴结构的几何参数,提高聚合物熔体中的纤维排列有序度,进而提高制件的力学性能。另一方面,合理选择喷嘴制造材料可降低喷嘴在挤出过程中的变形量,从而提高制件的打印质量。刘晓军等[82]通过对喷嘴制造材料进行改进,将铝青铜换为铍青铜,使喷嘴挤出流量变得稳定,改善了喷嘴堵塞的问题。吴彦之等[83]通过有限元分析软件对不同材料组合的加热块和喷嘴进行流⁃热⁃固耦合分析,结果表明当两种材料都为黄铜时喷嘴出丝口的变形率最低,为33.5%。
除上述外,对喷嘴进行创新设计还能为FDM打印制件的使用性能和功能性上带来诸多有益结果。Du等[84]在喷嘴两侧增加两束激光束对其进行横向辅助加热[图6(d)、图6(f)],打印得到的大尺寸薄壁制件与未进行激光辅热相比,层与层之间的有效结合宽度比提高了24%,拉伸强度提高了195%。Ravi等[85]通过在设备的机械轴上添加两个反射镜,喷嘴处增设一个聚焦透镜,将激光器发射的激光反射到打印层上,提高挤出层与已冷却层间的界面温度与扩散度,从而增加层间黏合强度,使用该方法打印制件的层间黏合强度提高了50%。同样是激光辅助加热,Sabyrov等[86]提出将二极管直接安装在喷嘴处进行激光辅助加热,打印得到的PLA制件的拉伸强度提高了10.16%。相较于Ravi等的工作,该方法的好处是省去了多个激光辅助组件,而二极管质轻,可安装在大部分的FDM 3D打印设备上。该方法降低成本的同时,还实现了激光器从单向加热扩展到多方向加热。Taylor等[87]设计了一种同轴挤出喷嘴[图6(g)],可使两种不同丝条在其内部形成同心包覆熔体结构,不仅可改变打印制件的结构强度,还提供了一种制备具有高度同轴同心度核壳结构的新方法。Han等[88]设计了一种Y字型喷嘴结构[图6(h)],采用不同颜色的ABS丝条进行打印测试,打印制件如[图6(i)]所示。结果表明,该喷嘴可实现层次清晰的混合打印。Baca等[89]使用不同材料组合进行打印,比较了单个混合喷嘴与多个喷嘴组合两种打印模式的特点,发现多喷嘴在相同打印时间内,制件具有更好的力学性能,而单喷嘴在打印梯度制件时更具优势。王晓峰等[90]设计了6种喷嘴直径可自适应变化的挤出喷头,提高了成型质量与效率。

图6 改进设计后的喷嘴及打印制件Fig.6 Improved design of nozzles and printed parts
2.3 运动机构
运动机构是FDM 3D打印设备的重要组成部分,典型的有笛卡尔结构[91][图 7(a)]、Delta结构[92][图 7(b)]和龙门结构[93][图7(c)]。笛卡尔结构主要特点是XYZ 3轴相互垂直,XY轴的联动控制喷头完成对制件横截面轮廓的扫描,Z轴带动打印平台实现高度方向的进给。Delta结构的特点为喷头由3支多自由度的连杆相互联动完成打印过程。龙门结构的特点主要是喷头在XZ方向上运动,打印平台在Y方向做往复运动。3种运动机构各有所长,优缺点如表2所示。

表2 典型运动结构的特点Tab.2 Characteristics of typical motion mechanism

图7 典型运动机构Fig.7 Typical motion mechanism
为提高FDM打印制件的质量,Cunico等[94]对FDM 3D打印设备中的笛卡尔运动结构进行了优化设计,包括XYZ 3轴间滚珠丝杠、传动组件中的皮带轮等,并通过逆向工程建立基于多变量的理论模型,确定了各机构对打印误差的影响。Barnett等[95]设计了一款由六自由度钢索悬吊机器人驱动的FDM 3D打印设备,与传统龙门结构定位系统对比,悬吊机器人定扩大了运动机构的运动范围,且钢索可缠绕在线轴上,使该设备更便宜、更轻、更便于运输。Zi等[96]研制了一种由电缆驱动的并联式FDM打印装置(CDPP),运用3个自由度的拉索驱动喷头运动。与传统的刚性机构相比,CDPP增加了喷头运动的空间。Giberti等[97]基于五轴并联机床(PKM),将喷头机构固定在空中,而丝材被沉积在五轴运动的打印平台上。五轴运动比传统的三轴具备更多的自由度,在打印过程中可不断调整制件的打印方向,使其始终处于最佳取向,从而减少制件的“台阶效应”以及支撑材料用量。为减小PEEK在打印过程中的热变形程度,Hu等[98]设计了自适应打印平台[图8(a)~(b)]。平台释放了XOY平面的自由度,各连接组件可沿着导板相应的槽独立运动[图8(c)],可有效防止制件凸起。Shen等[99]基于Delta结构自主设计了一种灵活度很高的打印平台[图8(d)],该打印平台由计算机控制升降的基本单元构成,可在计算机的控制下使用不同方式形成不同的支撑结构。Mu⁃hammad等[100]将FDM与UV辅助3D打印技术结合,设计了一种可用于打印光聚合物的五轴打印设备[图8(e)]。该打印设备与开放式的龙门结构相似,不同的是喷头所在的机械轴由两个附加的旋转轴代替,旋转轴由通过在平台上安装旋转电机实现运动。该设备突破了传统FDM 3D打印设备层层叠加的成型方式,拥有更多的自由度,可打印自由形式的结构。张文君等[101]对某一桌面级FDM 3D打印设备的运动机构进行了优化,在XYZ方向上采用滚珠丝杠和滚动螺母配合传动代替原有的同步带传动。该传动方式稳定性更好,能够有效避免同步带跳齿引起的精度问题[90],优化后的设备打印误差波动范围明显缩小。

图8 改进后的运动机构Fig.8 Improved motion mechanism
3 面临的挑战与需解决的关键问题
基于自由界面、层层叠加原理的3D打印技术可制备复杂形状和结构的制件,实现制件的个性化定制,正给整个制造业带来了一场变革。自1989年由S.Scott Crump博士发明以来,FDM技术就由于其设备结构简单、投入低的优点成为目前最流行的3D打印技术之一。然而FDM依然存在一些问题需改进以进一步适应未来制件高性能化和多功能化的要求。FDM加工过程可细分为进料、熔融挤出、沉积成型3个阶段,每一个阶段都不仅与材料有关,更与设备相关,完美的打印制件是材料与设备的协调统一结果。目前,关于FDM技术的研究大多集中在材料制备、打印过程调控、打印过程模拟,而对打印设备的研究还较欠缺。事实上,FDM存在材料受限问题的根本原因还是设备适应性差,因此对FDM 3D打印设备的研究是核心。整体而言,FDM 3D设备的研究还存在以下4个方面的挑战:
(1)送料机构仍需进一步改进,以提高设备对材料的适应性。从FDM送料机构的发展来看,经历了从“柱塞式”到“柱塞式”与其它技术结合(如激光辅热)及“螺杆式”的过程。使用“柱塞”式的送料机构时,丝条不仅充当打印材料,还同时充当了“柱塞”作用,以克服流动阻力将熔体从喷嘴挤出。尽管有不少研究者通过改进送料机构如加入导管、减少驱动齿轮与液化器间的距离等来减少或避免打印过程中的“屈曲”失效,但在实际打印加工中,“柱塞式”的送料结构在打印柔性材料时依然面临较大挑战,尤其在引入其它功能填料(如碳纳米管、石墨烯等)时只能在较低的速度条件下打印,大幅度降低了其成型效率,不利于实现其工业化应用。“螺杆式”送料机构避免了上述问题,但存在设备笨重、成本较高、打印效率低下等问题。随着FDM加工应用领域的进一步拓展,优化并设计更为轻巧、稳定的送料机构尤为重要。
(2)FDM沉积阶段的控制。在FDM沉积阶段,丝条由高温喷嘴挤出沉积在温度较低的打印平台上,会经历温度骤降,从而引起翘曲。FDM在打印结晶型高分子如PP、PE(这些高分子利用传统的注塑、挤出工艺可顺利加工成型)时,在沉积阶段会发生较为明显的翘曲现象,导致打印失败,因此目前FDM技术所使用的材料还仅仅局限于非晶或结晶性能较差的高分子材料如PLA、ABS等。此外,从提高打印制件的最终力学性能角度来说,受限于挤出后较低的环境温度,FDM加工中,丝条间分子链扩散不够充分,导致界面结合力较差。因此,未来需进一步优化沉积阶段的温度控制系统,在更大范围内提供较为均匀的温度场,以延缓高分子的结晶过程,使其分子链间扩散更为充分,不仅有助于提高FDM设备对结晶型高分子的适应性,还有助于提高打印制件的层间结合强度。
(3)FDM打印过程的可控性和稳定性监测。实现对FDM加工过程的实时监测,有助于从本质上理解FDM打印技术,目前有研究者在FDM打印喷嘴中引入原位监测装置,实时监测打印过程中的压力和黏度。然而有研究者指出,这些原位监测装置影响了打印过程的稳定性。因此,未来需进一步优化原位监测装置,最大程度的减少其对打印过程的干涉,同时在输出端还需把这些监测结果同打印参数对应起来,形成一个闭环,实现对FDM打印过程的精准、科学调控。此外,FDM打印加工涉及的打印参数较多,因此在打印过程中较容易出现打印不稳定现象。未来需结合机器视觉技术,实时反馈打印过程,以达到六西格玛标准,有助于实现FDM打印的工业化应用。
(4)FDM打印过程的原位“4D打印”。4D打印是在3D打印的基础上发展而来的,可得到更为丰富的制件,实现制件对外界刺激的响应,产生更丰富的性能和功能变化。目前,利用FDM制备4D打印制件主要是利用形状记忆高分子材料的特点,根据材料内部不同组分的玻璃化转变温度进行不同的温度处理,以获得4D效果。在未来,可在FDM打印过程中,原位引入可控的多物理场如温度场、电场、磁场等,结合FDM打印过程,实现4D打印。
4 结语
3D打印技术是一个多学科交叉的先进制造技术,涉及材料制备、机械控制、电子信息、控制工程等领域。同时,3D打印是工业4.0的重要引擎,是近三十年来世界制造技术领域的一次重大突破,是工业4.0全球化重要的推动因素。相较于传统加工方式,FDM可在更短时间内成型结构复杂的制件。近年来,在不断降低成本的同时,FDM打印的精度和速度却在不断增长,能打印精度更高、质量更轻、结构更复杂的制件。材料、设备和控制是决定3D打印技术水平最终高度的3个关键要素。对于3D打印来说,设备和材料相辅相成,只有将设备和材料统一起来,搭配精准的控制,最终才可得到性能良好的打印制件。当前,大部分工业制品都在向功能化、高性能化演变,而FDM打印仍主要集中于模型制造。因此,未来FDM 3D打印设备的发展趋势主要考虑以下4个方面:
(1)针对不同的材料属性和打印场合,可定制化地设计相应的送料机构。如设计更为灵巧、稳定的送料结构,以适应热塑性弹性体材料对打印设备的严苛要求,避免打印过程中出现“屈曲”等失效现象。同时,还可针对高端领域应用如航空航天等,设计耐高温的送料结构,以适应工程材料如聚醚酰亚胺、PEEK等的打印成型。由于未来太空制造会受到越来越多的重视,因此还可针对真空环境下的FDM打印加工,设计满足在高真空的太空环境下的送料或打印机构,满足实际需求。
(2)进一步搭建和丰富FDM加工的温控系统,以获得更大范围的温度场分布,实现成型室内的温度精准调控,补偿从喷嘴挤出到打印平台过程中的温度损失,以进一步提高FDM加工对结晶型高分子的适应性,提高打印制件的力学性能,减少各向异性。
(3)结合当下先进的传感技术,构建更为精准的压力、温度、黏度传感系统,实现对FDM打印全过程的监控。这有助于从本质上研究FDM打印技术,实现科学的工艺调控,降低由于打印过程缺陷带来的损失,同时对接工业化生产。
(4)借鉴其他3D打印技术,通过多物理场调控实现FDM加工的原位4D打印。这有助于进一步拓展其应用领域。
最后,对FDM 3D打印设备的研究不可与其打印材料剥离开来。在未来,对设备的不断完善和改进有助于进一步扩大FDM可打印材料的使用范围,从而进一步拓展FDM 3D打印的应用领域。
北京工商大学高分子材料无卤阻燃剂工程实验室
高分子材料无卤阻燃剂工程实验室,简称“阻燃实验室”,是专门从事高性能阻燃高分子材料研究的特色实验室,涉及阻燃高分子材料和阻燃添加剂的设计与制备、结构-性能关系以及机理研究等工作。
目前,阻燃实验室研究团队主要由教授1人、副教授3人、讲师2人、研究生20余人构成。团队成员入选北京市百千万人才工程(1人)、北京市长城学者(1人)、北京市青年拔尖人才(2人)。阻燃实验室配备有齐全的开展高水平研究所需的各类阻燃材料测试仪器装备,包括锥形量热仪、热失重-红外-气相色谱-质谱四级联用仪、热裂解-气相色谱-质谱三级联用仪、热台-红外联用仪、扫描电镜、红外热成像仪、氧指数仪、水平/垂直燃烧试验箱、微型燃烧量热仪、烟密度箱、灼热丝、凝胶渗透色谱仪等设备。
阻燃实验室近年来发表SCI收录论文70余篇,获授权国家发明专利30余项,出版学术著作6部、教材2部、科普读物1部。在承担项目方面,阻燃实验室承担有国家重点研发计划、国家863计划、国家自然科学基金面上项目、青年基金、北京市创新能力提升计划、北京青年拔尖人才项目、北京市教委重点项目暨北京自然科学基金项目、中以合作项目、企业委托产学研合作等研究课题50余项。
在产业化技术方面完成有高分子溴化环氧树脂、溴化聚苯乙烯、三(三溴苯氧基)-三嗪、磷杂菲衍生物、三聚氰胺氰脲酸盐高浓度制备工艺、六溴环十二烷替代品等产业化项目,累计实现产值100多亿元。
2013年获中国石油和化学工业联合会青年科技突出贡献奖,2014年获中国石油和化学工业联合科学技术发明二等奖。