铝酸盐水泥对粉煤灰基地聚合物性能影响探究
2022-03-06王亚民胡少伟范向前娄本星姚丽琴胡登兴
王亚民 ,胡少伟,范向前,娄本星,姚丽琴,胡登兴
(1. 交通运输部天津水运工程科学研究所,天津 300456; 2. 南京水利科学研究院,江苏 南京 210029; 3. 重庆大学 土木工程学院,重庆 400045; 4. 宁夏青龙管业集团股份有限公司,宁夏 银川 750004)
地聚合物是一种新型硅铝酸盐无机材料,由固体硅铝酸盐原材料与高浓度碱激发剂反应而成,由Davidovits于20世纪70年代提出[1]。粉煤灰地聚合物(FAG)具有抗压强度高、收缩小、耐酸性能好等优点[2-5]。通过复掺富钙或富硅材料来调整原材料化学组分,可提高FAG性能。Duan等[6]开展了偏高岭土部分替代粉煤灰制备地聚合物的研究,结果表明偏高岭土可以优化微观结构,改善力学性能,降低硫酸盐侵蚀破坏程度。Nath等[7]研究发现普通硅酸盐水泥(OPC)的存在加速了粉煤灰地聚合物的聚合反应,生成了致密凝胶产物,促进了抗压强度增长。Kusbiantoro等[8]研究发现稻壳灰对高温养护的粉煤灰地聚合物的抗压强度和粘结强度具有显著促进作用。杨芮齐[9]研究表明复掺矿渣的粉煤灰地聚合物混凝土具有更高的抗压强度;龙伏梅等[10]研究表明矿渣的掺入可以促进粉煤灰地聚合物的早期强度的增长。刘鑫等[11]研究发现纳米SiO2能提高粉煤灰基地聚合物早期抗压强度,降低其工作性能。Criado等[12]提出了离子对铝硅酸盐凝胶的生成有积极影响。然而,通过增加活性铝含量可以增大基团数量,以改善地聚合物性能。因此,可将富铝相材料用于地聚合物性能优化。铝酸盐水泥(CAC)由多种铝酸盐组成,含量在40%~90%[13-14],在碱激发剂环境中,可用于改善FAG的性能。
本研究旨在探讨不同CAC掺量对FAG微观机理和宏观性能的影响。粉煤灰被CAC部分取代,取代掺量为2%、4%、8%和12%,运用SEM、XRD、FTIR和TG分析微观机理变化,宏观性能包括工作性、凝结时间和抗压强度。
1 试验概况
1.1 原材料
试验用F级粉煤灰产自宁夏宁东热电厂,CAC采购于嘉耐特铝业有限公司。粉煤灰和CAC的化学组分与物理性能如表1~3所示。其中,粉煤灰主成分为SiO2和Al2O3,CAC的主成分为Al2O3和CaO。粉煤灰和CAC的SEM图像如图1所示。碱激发剂由NaOH和Na2SiO3组成,其摩尔浓度(SiO2/Na2O)为1.0。Na2SiO3由25.89%SiO2和8.11%Na2O组成,摩尔数为3.3,NaOH为纯度98%的片状固体。

表1 粉煤灰与CAC的主要化学组分Tab. 1 Main chemical compositions of fly ash and CAC 单位:%

表2 粉煤灰的物理性能Tab. 2 Physical properties of fly ash

表3 CAC的物理与力学性能Tab. 3 Physical and mechanical properties of CAC

图1 粉煤灰和CAC颗粒的SEM图像Fig. 1 SEM images of fly ash and CAC particles
1.2 试件制备
FAG在实验室拌制。将NaOH溶解于蒸馏水中,再与Na2SiO3溶液混合均匀制得碱激发剂。然后,将粉煤灰和CAC倒入搅拌机中,匀速搅拌2 min。将碱性活化剂倒入搅拌机中,快速搅拌2 min。最后,将FAG倒入40 mm×40 mm×40 mm的模具中,在75 ℃下进行蒸汽养护24 h,配合比见表4。

表4 地聚合物组分Tab. 4 Mix proportions of FAG 单位:kg/m3
1.3 试验方法
参照标准GB/T 8077—2012,测试了不同CAC掺量FAG浆体的流动度。依据标准GB/T 1346—2001,使用VICAT仪对不同CAC掺量FAG的凝结时间进行测试。抗压强度试验参照GB/T 17671—1999(ISO679)标准进行,加载速率设定为2.4 kN/s。
2 结果与讨论
2.1 SEM分析
不同CAC掺量FAG浆体的SEM图像如图2所示。对于无复掺的FAG浆体,存在许多未反应完全的粉煤灰颗粒,粉煤灰与浆体间间隙较大,浆体结构较为疏松(如图2(a)所示)。对于复掺CAC的FAG浆体,未反应的粉煤灰颗粒显著减少,浆体和粉煤灰颗粒粘接紧密,浆体密实度大幅增加(如图2(b)~(d)所示)。综上可知,复掺CAC有利于提高FAG浆体密实度。

图2 不同CAC掺量的FAG浆体的SEM图像Fig. 2 SEM images of FAG paste with different CAC contents
2.2 XRD 分析
图3展示了不同CAC掺量FAG的XRD图谱。由图3可知,FAG浆体中存在3个物相:莫来石(JCPDS79-1276)、石英(JCPDS85-0795)和C-S-H(JC PDS33-0306)。结晶相的石英和莫来石是粉煤灰的组分,存在于所有样品中;随着CAC掺量的增大,CS-H凝胶含量增加,这是由于CAC掺量的增加使得更多的钙离子释放到溶液中,与硅酸根离子生成CS-H凝胶。此外,图谱中20°至36°(2θ)之间驼峰状波峰表明非晶相的存在,由新生成的地聚合物凝胶和未反应原材料中非晶相形成。如果未反应原材料数量较多,峰值位置将移向较低的2θ值,以反映原材料峰的优势。然而,随着CAC掺量的增加,峰值位置向较高的2θ值移动,说明更多的原材料被溶解,更多数量的富铝凝胶生成。
通过Rietveld计算了样品中晶态和非晶态相对含量。图4(a)~(e)是对不同CAC掺量的地聚合物的精修衍射图。

图3 不同CAC掺量的FAG的XRD图Fig. 3 XRD patterns for FAG with different CAC contents
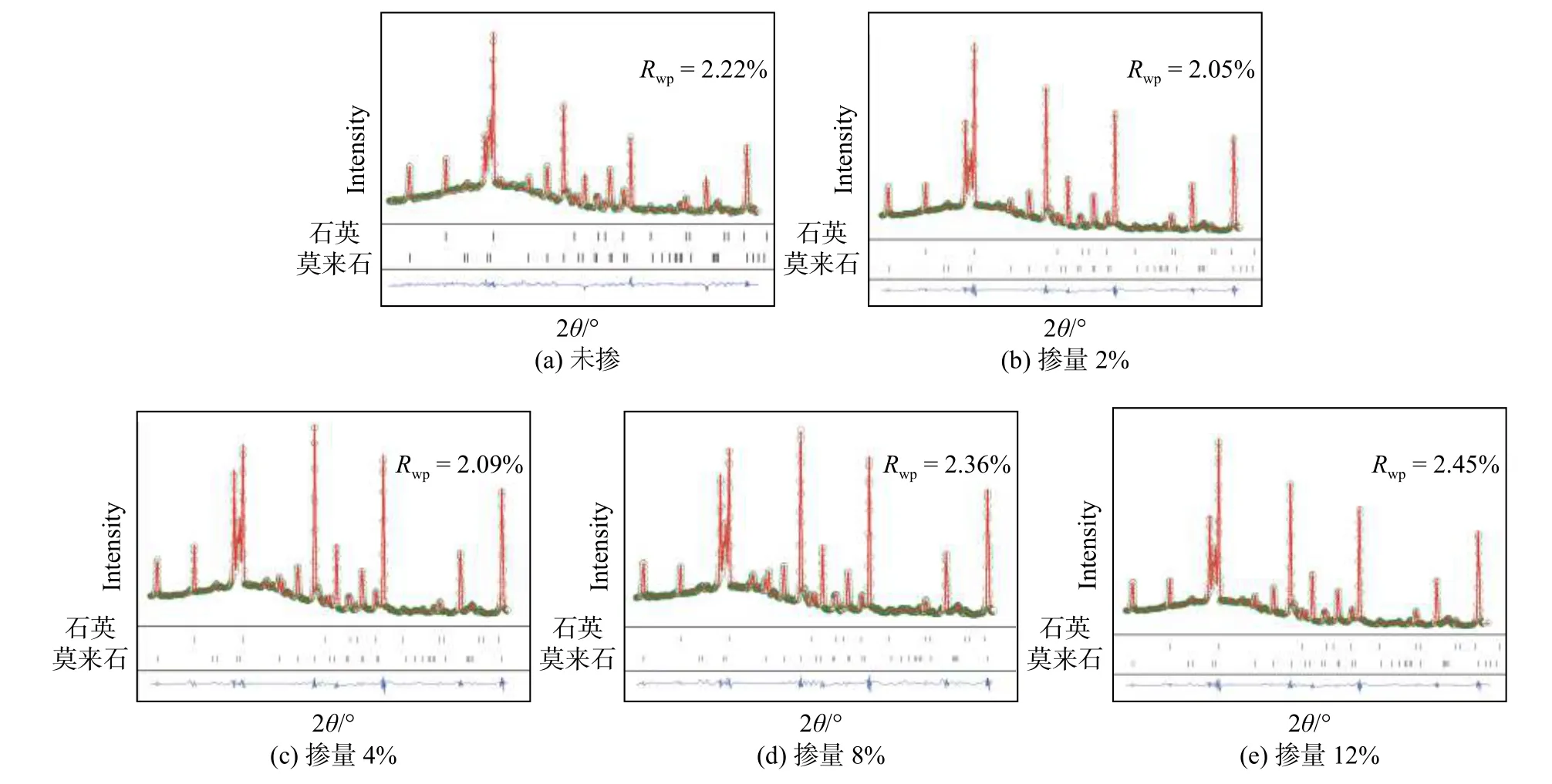
图4 不同CAC掺量FAG的Rietveld图Fig. 4 Rietveld chart for FAG with different CAC contents
从图4和5可知,复掺CAC显著增加非晶相含量,包括富铝凝胶和C-S-H凝胶两部分。原因如下:当CAC中活性氧化铝与碱性活化剂混合时,可形成并产生更多富铝凝胶。而CAC中的氧化钙与碱性活化剂接触时,会与硅酸根离子反应生成CS-H凝胶。上述反应促进了更多非晶态凝胶的生成。当CAC掺量增加到2%、4%、8%和12%时,CS-H凝胶掺量的增长率分别为35.65%、66.67%、214.81%和275%,富铝凝胶的增长率分别为21.69%、24.83%、32.33%和35.1%。C-S-H凝胶的增长速率远高于富铝凝胶。为了量化CAC掺量对C-S-H凝胶和富铝凝胶含量的影响,运用回归分析对CAC掺量与非晶态凝胶含量之间关系进行探究,用式(1)和(2)分别表示CAC掺量与C-S-H凝胶和富铝凝胶含量之间关系:

式中:CCSH为 C-S-H凝胶的含量(%);CAlu为富铝凝胶的含量(%);r为CAC的掺量(%)。
2.3 FTIR 分析

图5 不同CAC掺量的FAG的非晶态与晶态相组成Fig. 5 Amorphous and crystalline phase compositions of FAG with different CAC contents

图6 不同CAC掺量FAG的FTIRFig. 6 FTIR analysis of FAG with different CAC contents
不同CAC掺量的FAG的FTIR图谱见图6。由图6可知,FTIR图谱主要包括以下主峰:3 440、1 640、1 440、1 022、559和489 cm-1。H2O分子中O-H键的拉伸振动引起3 440 cm-1处的吸收峰,HO-H键的弯曲振动导致1 640 cm-1处的吸收峰。1 456 cm-1处的吸收峰是由于CaCO3中C=O的拉伸振动所致。此外,在1 022 cm-1处的吸收峰是由于Si-O(Al)不对称拉伸振动引起,表明存在硅铝酸盐结构。最后,在559 cm-1处的吸收峰与Al-O-Si的不对称拉伸振动有关。
对于复掺SiO2的FAG的FTIR图谱,在1 150 cm-1处呈现一个新的吸收峰,由- Si-O-Si-拉伸振动引起[15]。在复掺CAC的FAG的FTIR图谱中,1 020 cm-1处的吸收峰呈现出最显著的变化,是聚合反应产物(N-A-S-H凝胶)最显著表征。增大CAC掺量,该吸收峰从1 022.4 cm-1移动到低频的1 013.4 cm-1。这一转变是由于更多的Al原子取代Si原子,Si-O-Al的键力常数小于Si-O-Si所致。根据上述讨论,复掺CAC有利于更多富铝凝胶生成。
2.4 TG分析
图7展示了不同CAC掺量FAG的TG图谱。由图7可知,FAG的失重分为3部分:第1部分是自由水的蒸发,在105 ℃至1 000 ℃之间,是结构水和羟基的蒸发,对应于式(3);第2部分是在650 ℃附近失重,是结晶良好的CaCO3的分解;第3部分发生在750 ℃附近,与结晶较差的CaCO3的分解有关,如式(4)所示。
表5为FAG的失重百分比。对于无复掺的FAG,其化学结合水失重最低为5.86%,意味着FAG的反应产物最少。随着CAC掺量增加,失重比例也呈现相同的增大趋势。当CAC掺量从2%提高到12%,失重比例从7.35%提高到7.79%。这是因为复掺CAC的FAG生成了更多的富铝凝胶和C-S-H凝胶。


图7 不同CAC掺量的FAG的TGFig. 7 TG analysis of FAG with different CAC contents

表5 不同CAC掺量的FAG质量损失Tab. 5 Weight loss of FAG with different CAC contents 单位:%
2.5 流动度
从图8可以看出,不同CAC掺量的FAG表现出不同的流动性。无复掺FAG的流动度为22.4 cm。当CAC掺量从2%增加到12%时,流动度从22.2 cm下降到21.5 cm,呈下降趋势。原因如下:在颗粒形态方面,粉煤灰颗粒呈规则的球体,表面光滑;CAC颗粒具有不规则的边缘和棱角,如图1(a)和(b)所示。CAC掺量增大,机械咬合力增强,FAG的流动性降低。此外,由于范德华力,CAC颗粒聚集并包裹水分子,从而减少了用于拌和的自由水。因此,CAC的加入导致FAG的流动度降低。

图8 不同CAC掺量的FAG的流动度Fig. 8 Fluidity of FAG with different CAC contents
2.6 凝结时间
图9描述了CAC掺量对FAG凝结时间的影响。由图9可知,CAC掺量显著影响FAG凝结时间。随着CAC掺量的增加,初凝时间从622 min下降到106 min,而终凝时间从740 min减小到125 min。当CAC、粉煤灰与碱激发剂混合时,CAC释放大量钙离子,粉煤灰释放大量硅铝单体。钙离子与硅酸根离子迅速反应生成C-S-H凝胶,如式(5)所示。CS-H凝胶将粉煤灰颗粒粘接在一起,使浆体硬化并达到初凝时间。增大CAC掺量生成更多的C-S-H凝胶,从而导致初凝速率加快。随着反应时间延长,硅铝单体形成具有三维网络结构的富铝凝胶(N-A-SH凝胶),如式(6)和(7)所示。富铝凝胶的形成促进了FAG的终凝。

图9 不同CAC掺量的FAG的凝结时间Fig. 9SettingtimeofFAGwith differentCACcontents


2.7 抗压强度
图10揭示了CAC掺量对FAG抗压强度的影响。结果表明,CAC对FAG的抗压强度具有显著影响。随着CAC掺量增加,FAG的抗压强度呈现增大趋势。当CAC掺量为0时,FAG的抗压强度为27.7 MPa。当CAC掺量为2%、4%、8%和12%时,抗压强度分别提高到46.63、55.03、63.83和70.78 MPa,增幅分别为68.34%、98.66%、130.43%和155.52%。由SEM、XRD、FTIR和TG分析可知,CAC的加入提供了更多的和钙离子。显著促进了富铝凝胶的生成,钙离子促进了更多的C-S-H凝胶的形成,二者共同作用促使FAG更加致密,促进抗压强度增长。

图10 不同CAC掺量的FAG的抗压强度Fig. 10 Compressive strength of FAG with different CAC contents
3 结 语
本文重点研究了CAC掺量对FAG微观结构和力学性能的影响,根据SEM、XRD、FTIR和TG分析结果,由于CAC提供了额外的钙离子和活性氧化铝,有利于形成更多的C-S-H和富铝凝胶,C-S-H凝胶的生成速率高于富铝凝胶。随着CAC掺量从0增加到12%,FAG的流动度、初凝时间和终凝时间呈现下降趋势。CAC颗粒的不规则形貌降低流动度,而C-S-H和富铝凝胶的生成缩短了凝结时间。随着CAC掺量从0增加到12%,生成更多的C-S-H凝胶和富铝凝胶,增加了FAG的致密性,显著提高了FAG的抗压强度。
