实木定制柜门的标准化设计
2022-02-26任杰熊先青赵建忠费建良张江
任杰,熊先青*,赵建忠,费建良,张江
(1. 南京林业大学家居与工业设计学院,南京 210037;2. 浙江升华云峰新材股份有限公司,湖州 313220)
面对消费者居舍格局多变和个性化的需求,定制家居自推向市面后广受欢迎,近5年以8%~11%的速度稳步增长,伴随消费转型升级,定制家具增速还会增加[1]。为应对发展如此迅猛的家居市场,家居行业的制造模式也在不断地升级,板式家具由于材料稳定、表面平整等优点便于加工,已形成较为完善的智能化加工生产链[2]。但实木家具因受木材特性和工艺复杂等因素影响,其制造一直发展较为缓慢。目前标准化研究主要集中在板式柜体上,与柜体存在配套关系的实木柜门,其标准化设计研究较为匮乏[3-4]。实木家具的标准化设计、数字化制造还处于理论架构阶段,对实木柜门的研究也只停留在零件种类尺寸和连接结构上[5-6],缺乏从实木柜门产品设计拆单到生产的系统性研究。
鉴于此,笔者以某M家具企业实木柜门的设计生产现状入手,就如何在现有制造模式基础上通过挖掘和构建标准化资料,搭建实木柜门的标准化设计平台,为实木家具的数字化升级奠定设计端基础。
1 实木定制柜门设计制造现状
柜类家具的产品线布局多元,以经济实惠的板式柜体搭配丰富多样的实木柜门的组合形式占比颇重。但是板式柜体从下单到发货只需20 d左右,实木柜门却需要35 d左右(图1)。以ERP系统为信息传导媒介,门店设计师将绘制图纸或模型上传后,需要人工审核和拆单,各订单以下单时间为依据采用正排法的方式进行排产[7-9]。再与同行企业(好莱客、喜临门、梦天、亚振)调研发现,实木产品生产周期普遍在30~45 d,生产效率普遍缓慢。
探究其因,主要包括两个方面:一是产品体系复杂,因造型和功能的需求不同,柜门种类较多,且各型号之间柜门零件存在壁垒,主要集中在尺寸和结构上,零部件难以互换;二是设计和生产存在壁垒,设计端以三维软件为主,生产端以CAD图纸为主,门店端的模型文件只用于展示,传达到生产时,采用人工拆单、CAD流转生产的模式,导致效率缓慢。

图1 某M公司柜类家具生产周期Fig. 1 The production cycle of cabinet furniture in a manufacturing enterprise M
2 搭建柜门标准化设计平台
针对企业的柜门设计生产端现状,可通过搭建标准化的设计平台实现产品数据信息整合化,将隐藏于企业的隐性资源挖掘出来,健全柜门产品数据库促进设计拆单便捷化,消除实木定制柜门数据传递壁垒和改善孤岛化作业模式[10]。流程主要包括健全柜门产品信息数据、搭建软件设计和拆单环境、加强柜门数据的处理速度与资料输出完整度,如图2所示。
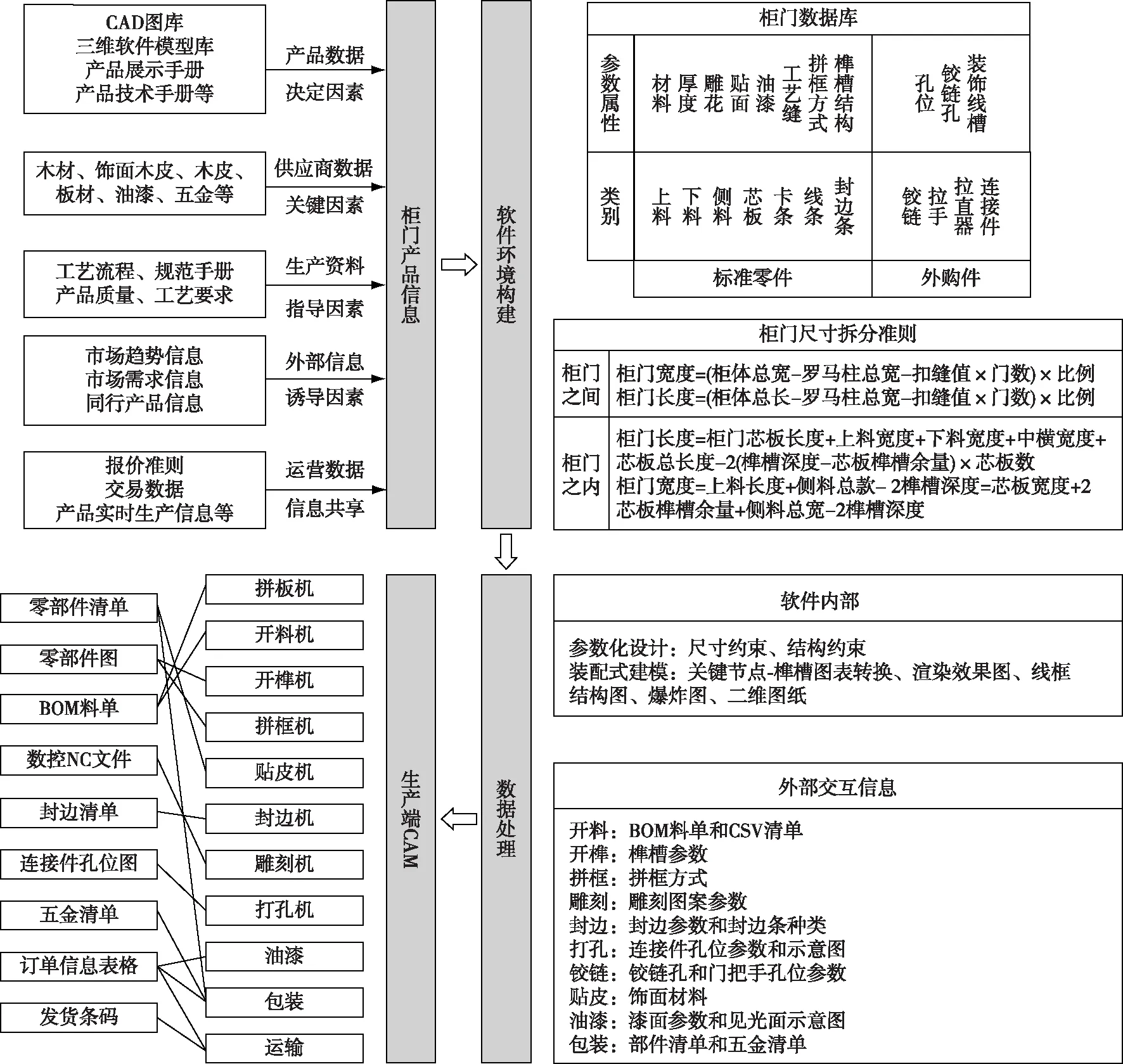
图2 柜门标准化设计平台搭建导向图Fig. 2 Guidance drawing of the standardized design platform for cabinet doors
2.1 健全柜门产品信息数据
柜门产品信息涉及产品数据、供应商数据、生产资料、外部信息和运营数据5个部分。柜门产品数据需从企业本身的CAD图库、设计端软件数据库(2020软件、topsolid、三维+等)[11]、产品展示手册和产品技术手册等数字信息和纸质存档资料中获取,采集柜门的零部件形状、尺寸参数和界定范围、榫槽参数和拼框方式等基础设计数据,是产品进行设计和衍生的决定因素。供应商数据和生产资料是产品设计和生产制造联系起来的桥梁,便于MES系统的参与和管理。以市场趋势信息等为主的外部信息是产品设计的发展导向,也是产品型录更替的重要依据。将运营数据融入设计端,便于设计端与门店数据交互畅通和追踪快捷。健全的柜门产品数据是构建软件环境的基石。
2.2 优化软件设计和拆单环境
改变以整块柜门为模型块的设计模式,需要构建柜门产品数据库和制定柜门的拆分准则,此步骤是实现快速设计和自动化拆单的关键。构建属于柜门产品的数据库主要涉及搭建柜门零部件库和参数属性设定,以部件功能划分的标准零件和五金件外购件组成柜门主要的数据库,通过调控材料种类、厚度、孔位、油漆、贴皮、雕花等工艺参数满足装饰多样性,从而实现以零部件为模型块的设计模式。
制定柜门的拆解原则可以改变目前手工拆单的局面,柜门的拆解原则包括柜门之间和柜门之内两个部分,需固定柜门厚度、数量、柜门拆分比例和罗马柱尺寸,才能制定柜门之间的尺寸拆解规则,根据设计师的柜门数量划分存在一定变化;柜门之内的拆解以榫槽厚度、榫槽活动余量、柜门边梃宽度、中横数量直接决定,拆解后的零部件尺寸即零部件的精裁尺寸,直接指导生产。
2.3 加强柜门数据的处理速度与资料输出完整度
柜门数据处理主要涉及软件内部数据约束和图表的制作。软件内部约束指导以数据库为设计资源的设计行为,提升三维软件的设计信息处理可视化和图表转换能力,设计师利用尺寸和结构约束技术实现快速建模和展示,包括渲染效果图、线框结构图、爆炸图、二维工程图纸等图表展现与输出,避免一订单在多个设计软件之间的流转从而造成设计时间过长的现象。
上下端传递的资料包括零部件清单、零部件图、BOM料单、数控NC文件、封边清单、连接件孔位图和清单、五金清单、订单信息表格、发货条码等[12],应随设计的完成及时输出,设计端的资料输出与生产端的工艺文件获取应当同步,改变目前实木柜门工艺文件(数控NC、孔位图等)自设计自操作的单机局面。
3 柜门标准化设计关键技术
标准化的柜门设计平台是标准化设计的展示窗口,而标准化设计平台的搭建离不开关键技术的支持,其关键技术包括柜门数据提取与整合、零件族划分、编码技术、模型库构建、信息的交互与贯通技术。
3.1 榫槽结构和尺寸特征整合
以M企业93款门型为例,企业现存的柜门数据较为烦琐复杂,同型号下门板和抽面、造型款和平芯款的尺寸结构不一致,零件间难以替换,增加了生产的难度,故在同型号下零件尽量通用,同功能零件种类精简的原则下对零件进行结构和尺寸分析和归类,结构直接影响零件的厚度,故整合顺序为结构、尺寸。
3.1.1 榫槽结构
榫槽结构体现在边料与芯板和边料与线条的连接方式,固需对边料、芯板和线条结构归纳分析。边料结构与组框形式和线条种类有关,组框形式可分为框嵌板和整板、线条种类分为压线和扣线,故其榫槽样式可分为框嵌板-无线条(A)、框嵌板-压条(B)和框嵌板-扣条(C)3种(图3);芯板分为有造型和无造型门板,二者厚度存在区别,但二者都依靠5 mm的U字边缘搭接或插接进边料中,故其结构可以统一(图3D、E、F)。线条分为扣线和压线,扣线需统一其搭接深度,即从芯板正面到边料正面的尺寸差值,整合扣线的搭接深度为12 mm。压线结构中,芯板与压线的总深为15 mm,芯板厚度为5 mm,故压线搭接深度不超过10 mm即可保持不变,线条结构见图4。

图3 边料榫槽结构(A、B、C)和边料与芯板组装方式(D、E、F)Fig. 3 Edge material tongue and groove structure (A,B,C) and edge material and core board assembly method (D,E,F)

图4 线条结构(扣线为1~5;压线为6~8)Fig. 4 Line structure (left 1 to left 5 is buckle line; left 6 to left 8 is pressure line)
3.1.2 尺寸整合
柜门通过改变四边料的长度、芯板的长宽、线条和卡条的长度来满足客户的多变需求,因此,需统一四边料宽度和厚度、中横的宽度和厚度、芯板厚度,才能提高标准化。尺寸优化原则:
1)以零件尺寸众数为优化对象;
2)同种结构功能零件尺寸应尽量保持一致;
3)抽面和门板的结构和尺寸应尽量保持一致,以门板为主整合。
厚度:四边料和中横厚度应保持一致便于结构插接,其中22 mm占比最多,且原料厚度尺寸分布在24~26 mm,22 mm能最大化地利用原材料,所以四边料厚度合并为此值;其中芯板与结构厚度一致,造型门板15 mm,平板门板5 mm(表1)。
宽度:部分门型存在弯曲造型,故其上下料与左右料存在区别,同型号下抽面和门板的左右料相同。宽度尺寸排名前三的为55,75,90 mm。侧料为75 mm,占比最重,门板和抽面上的左右边料宽以此为值合并;55 mm主要分布在抽面上料和下料上,考虑到抽面尺寸较小,如果上下料尺寸较大,其影响芯板的造型,故保留抽面上下料为55 mm;上料存在弯曲造型的门型,抽面统一规定其上料宽为75 mm、门板上料宽规定为90 mm;中横因需要开上下两个榫槽,如与上下料为相同的尺寸,开槽后可见面宽会小于上下料宽,影响比例美观,故以尺寸中数90 mm为值合并;外协的门型保留其装饰边料,边料宽度为26 mm(表2)。
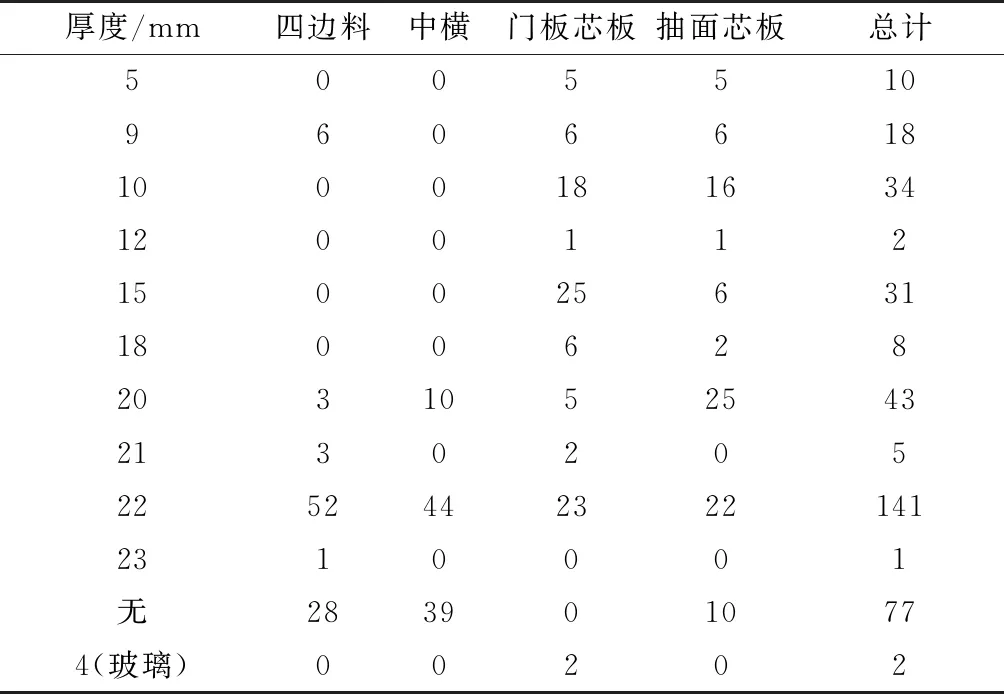
表1 厚度尺寸分布Table 1 Thickness size distribution 个
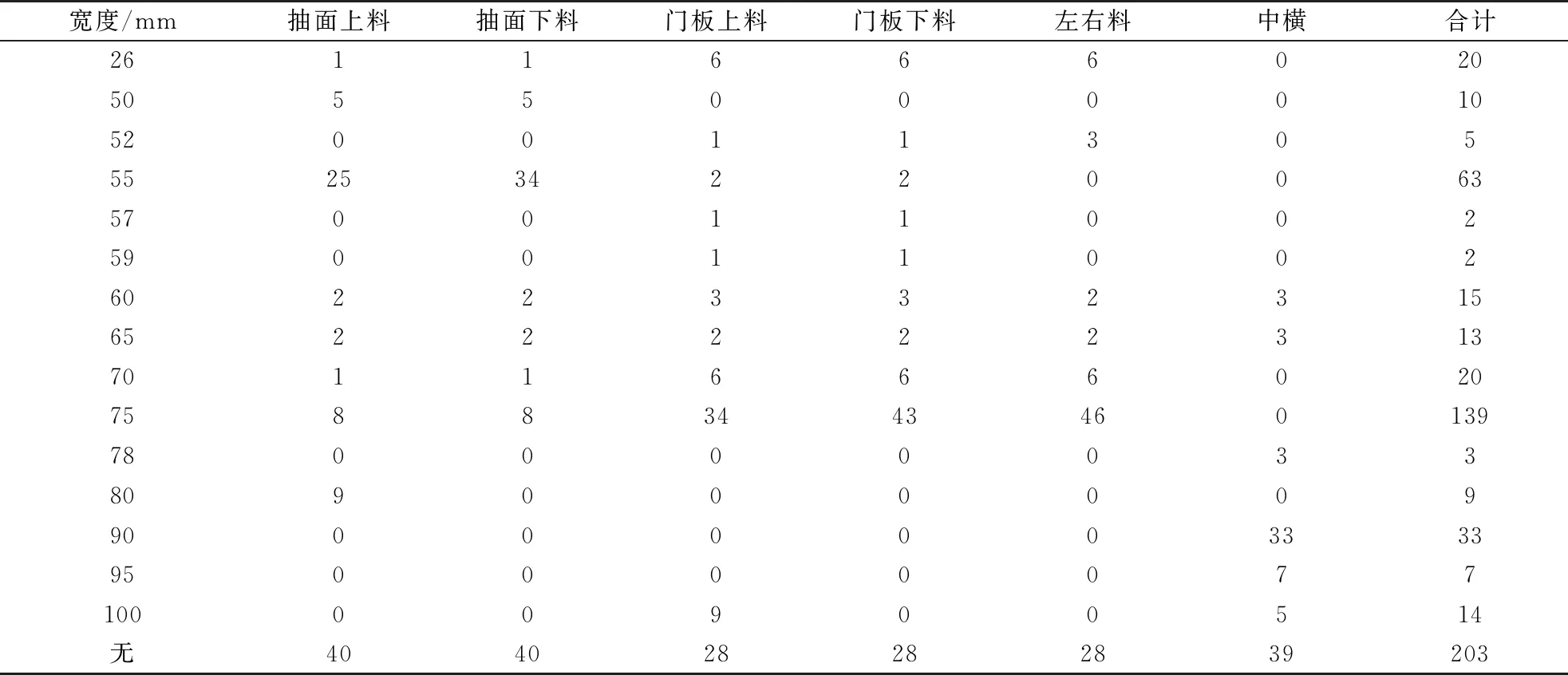
表2 宽度尺寸分布Table 2 Width size distribution 个
3.2 零部件族划分技术
柜门衍生设计的上限取决于产品零部件族的划分是否精细,在数据采集完善的基础上整理汇总实木柜门的门型并拆解成单个零件。因实木件的零件族分类可受多种指标影响,提取实木柜门零件族划分的4个重要性指标,即尺寸、工艺、榫槽结构和弯曲程度,采用多属性交叉聚类法对其进行划分[13-15],见图5。
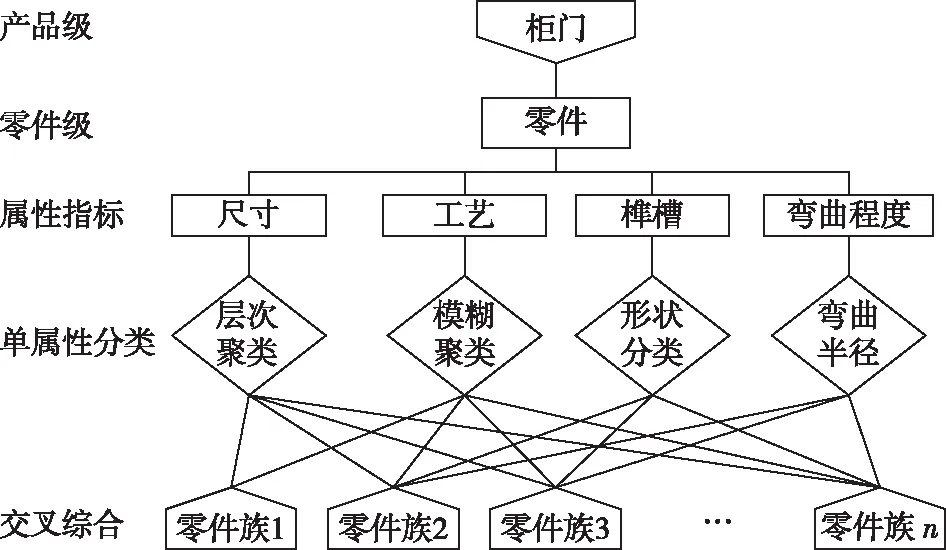
图5 多属性交叉划分零件族Fig. 5 Multi-attribute cross-division part family
零件族的划分过程为:单属性重要性排序—单属性分类—交叉综合。属性指标的重要性排序直接影响零件族划分的类代码排序,可采用AHP层次分析-专家打分的方法确定;单属性分类时可针对不同属性指标的特点选择不同的分类方法(尺寸为层次聚类,工艺为模糊聚类,榫槽为形状分类,弯曲程度为弯曲半径);最后对各单属性划分下的类代码进行排序得出零件族。该技术关键是将基数类、序数类和定性等指标整合分析,从而促使零件族的划分满足多种需求,具有多种属性意义。最终,与五金件、连接件、内置固定件、装饰金属线条等外购产品共同组成柜门产品标准件库。
3.3 编码技术
柜门零部件编码是企业生产制造的基础数据,也是实现柜门产品零部件追踪与调取的关键纽带。遵循唯一性、实用性、可扩充性和规范性原则,以“标识码+分类特征码+尺寸码”的编码方式制定柜门产品信息码和零件加工信息码[16],其中柜门的表面物料特征较多,故单独制定其物料特征码(图6)。

图6 柜门信息码(上)、柜门物料特征码(中)、零件信息码(下)Fig. 6 Cabinet door information code (top), cabinet door material feature code (middle), part information code (bottom)
柜门信息码主要突出产品整体的属性和产品尺寸,包括柜门产品主要的造型和尺寸信息;柜门物料特征码与柜门信息码组合使用,包括物料特征属性、组合方式和产品零件总数;零件信息码主要用于生产端加工使用,包含零件标识、序号、部位特征、工艺、雕刻造型、弯曲造型和尺寸信息;因柜门尺寸和零件尺寸变化多端,直观地体现在编码上能够增加信息处理和加工的效率。
3.4 模型库构建
在原有的数据库中,柜门以整块门板为最小单元参与设计制作,只能改变其长宽尺寸,无法与拆单端对接,自动拆单和零件BOM表难以输出,故需要构建以零件为最小单元的模型库。模型库的构建主要包括两个部分:尺寸结构关系分析与制定、编程技术实现参数化模块制作。
尺寸结构关系分析与制定:零部件的重要参数赋值,包括柜门门扇长宽尺寸区间、门扇之间的扣缝、零件的宽度和厚度、榫槽形状结构与尺寸,零件之间尺寸约束关系见表3。
编程技术实现参数化模块制作:利用参数化的设计建模软件(UG NX、SOLIDWORKS等)建立各标准件特征模型[17],赋予零件其固定尺寸数值,利用宏录制保存其代码文件,利用编程软件对其变量尺寸设定为可修改、调取的尺寸参数,从而实现零件的参数化设计。利用约束块实现柜门各零件的装配结构位置关系,主要是各个零部件的拆解与重组,通过榫槽部位等相连点或相接面实现快速定位(图7)。

表3 柜门零件尺寸约束关系Table 3 Dimensional constraint relations of cabinet door parts
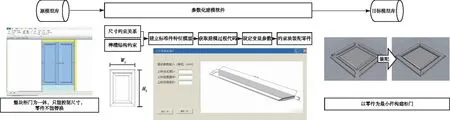
图7 模型库构建流程Fig. 7 Model library construction process
3.5 信息的交互与贯通技术
设计信息需要与企业资源软件ERP、生产资料管理PDM、制造端MES等建立正反方向的信息循环,打通企业整个的PLM流程[16]。利用局域网搭建设计段、拆单端和生产端软件共享端口[18],各设备应满足云端存储和处理功能,减少二维图纸等工程资料贯穿全局的现象发生,确保数据流转的畅通,在缩短现实中信息交互成本的同时,此种方式可以降低工人的出错率和人工成本;利用ERP系统全局追踪产品的数据信息,有效跟踪和追查,实现企业内部数据的透明度,增强各部门的互连性;利用物联网技术、传感技术、监控技术和物流管控技术开发移动端软件可以实现产品的实时追踪和管控[19],服务产品的生产销售全周期(图8)。
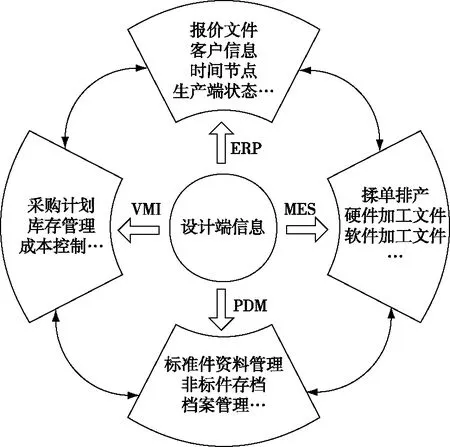
图8 设计信息交互Fig. 8 Design information interaction diagram
4 结 语
通过分析实木柜门的生产现状,发现造成其生产周期缓慢的原因为产品体系复杂和设计生产端存在壁垒。为改善实木柜门设计拆单难的局面,提出了构建标准化设计平台,从企业的产品数据、供应商数据、生产资料、外部信息和运营数据入手健全柜门产品信息库;构建柜门数据库和拆单规则为实木柜门的设计和拆单创造软件环境;利用软件之间的内部约束加快前段设计速度,增强设计和生产端资料输出的完整性。其关键技术包括:柜门零件尺寸和榫槽结构数据提取与整合、利用多属性交叉算法划分零件族、制定产品和零件编码技术、利用编程技术构建参数化模型库、信息的交互与贯通技术。至此,望能对企业实现实木柜门标准化设计、数字化升级提供参考。
