激光透射焊接异种塑料的实验研究
2022-02-25曲兆展蔡令波谢良越王剑磊孟宪凤赵显王春
曲兆展,蔡令波,谢良越,王剑磊,孟宪凤,赵显,王春
(山东大学光学高等研究中心,山东青岛 266237)
塑料具有较强的耐腐蚀性和绝缘性,同时兼具质轻、易加工、成本低等优点[1]。在过去的几十年当中取代了大量的传统材料,在医疗、汽车制造、食品包装、汽车制造等领域都得到了广泛的应用[2–3]。
随着制造业的快速发展和产品轻量化的需求,异种热塑性塑料之间的连接需求逐步增加,由于塑料的热导率相对金属材料较低且热敏感度高[4],此外不同材料之间的熔点、导热率、比热容等参数存在差异,只有相容性较好的异种塑料之间才容易实现焊接[5],导致异种塑料焊接的难度较大。与常见的热板焊接、超声焊接等方式相比,激光透射焊接具有能量集中、精密度高、加工作用力小等优势[6–7]。目前国内已经开展了异种塑料激光透射焊接的相关研究,李品等[8]使用红外加热辅助方式对透明聚碳酸酯(PC)塑料和涂有Clearweld吸收剂的丙烯腈-丁二烯-苯乙烯塑料(ABS)、聚砜(PSU)热塑性塑料进行了激光透射焊接,结果表明该方式可有效提高异种塑料焊接试样的焊缝剪切力;庞振华等[9]使用激光轮廓焊接的方式对透明PC和黑色ABS进行了焊接并得到了达到市场需求的试样;伍彦伟等[10]对异种PC和聚苯醚(PPE)进行了激光透射焊接并用响应曲面法对焊接工艺参数进行实验设计与优化,得到了焊接强度最大为6.51 MPa的试样;上官同英等[11]设计了田口实验的方法并提出了面能量的概念,实现了掺杂玻璃纤维的ABS和PP塑料的焊接并得到了较好的效果;诸金等[12]使用915 nm的激光配合纳米氧化铟锡吸收剂材料实现了PC和ABS的激光焊接。
由于热塑性塑料对1.7~2 µm波段激光的吸收通常强于近红外波段[13–14],因此使用该波段的激光可以在不使用激光吸收剂的情况下对异种塑料进行有效的焊接,降低生产成本[15]。目前国内使用此波段的激光进行异种塑料焊接的相关研究较少,笔者使用波长1 910 nm的半导体激光器对透明PC和白色ABS塑料进行透射焊接实验研究,对焊接过程中的物理现象进行了分析,优化焊接参数并使用拉力试验机对试样的焊缝强度进行了测试,找到了适合两种材料焊接的实验条件。
1 实验原理及材料、设备
1.1 实验原理
图1所示为激光透射焊接的原理图。传统激光透射焊接是指上层透明塑料对近红外波段的光的吸收率较小,激光经过两层塑料只有较少部分被吸收,难以产生足够的热量使焊接完成,因此需要在下层塑料的上表面添加激光吸收剂,激光被吸收剂吸收后释放热量在其附近形成热作用区,两层塑料板材熔化并在压力和热膨胀的作用下焊接在一起。而热塑性塑料对1 910 nm的激光吸收较强,因此只需将激光束聚焦于两层塑料的接触面,激光就可以被两层塑料吸收从而避免使用吸收剂。
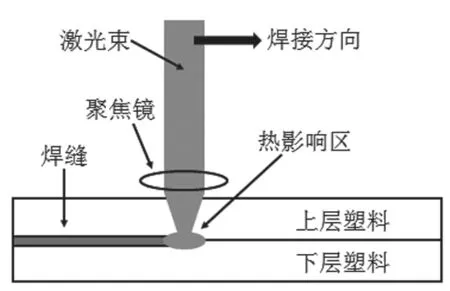
图1 激光透射焊接原理图
1.2 实验材料
笔者所用的透光层材料为佛山市华厦绿宝建材有限公司生产的透明PC,具有透光率性能好、抗冲击能力强、及易加工成型等诸多优点;所用的吸收层塑料为深圳市柏莱瑞绝缘材料有限公司生产的白色的ABS,这种塑料强度高、耐热性好、化学性能稳定,两者都是综合性能优良的热塑性工程塑料。这两种塑料的连接产品综合了各自的优点,常被用于汽车、手机零件等领域。两种材料的相关参数见表1。异种塑料焊接时,上下层材料的温差属性较大有可能导致一种材料发生熔融而另一种材料未达到熔融温度导致两层焊接试样融合不充分,焊接强度较低;或是一种材料吸收热量过多率先达到热分解温度另一种塑料还处于熔融状态,这种情况会使一种塑料分解产生外观缺陷。由表1可以看出,热作用区的温度在140~270℃区间内两种塑料均发生熔化且未达到分解温度。

表1 PC和ABS相关参数
图2为上层PC材料在700~2 000 nm波段内的透过率曲线图(测量设备为Perkin Elmer公司 Lambda 950型紫外可见分光光度计),可以看出PC在1 910 nm处的透光率明显低于可见光波段的透过率,表明上层PC材料能透过1 910 nm激光的同时对其有较好的吸收能力,这解释了1 910 nm的激光可以在不使用吸收剂的情况下能够焊接透明塑料的原因。在对塑料板材进行焊接之前对其进行超声处理,去除板材表面杂质和油污,并放入干燥箱内烘干,减少对焊接效果的影响。

图2 上层PC材料在不同波长下的透过率曲线图
1.3 实验设备
笔者使用的激光器为波长1910 nm半导体激光器[ES-6319型,中科正源(山东)光电科技有限公司],最大输出功率为30 W,激光器通过水温设置为20℃的水冷机散热,输出的激光经过光纤耦合传输至焊接头(焊接头被固定在X-Y-Z三维移动平台),激光经焊接头聚焦于X-Y平面,调整Z轴高度使激光焦点位于两层塑料的接触面上,焊接头的运动轨迹可根据三维移动平台内置的程序控制,本次实验的焊缝设置为沿Y轴方向的一条直线,长度为30 mm。将两塑料层叠放置(重合部分的宽度为20 mm)并使用夹具夹紧,适当的夹持力有利于提高焊接试件的质量,焊接过程如图3所示。

图3 焊接原理图
焊接完成后使用电子显微镜(50X-500X型,米欧特公司)观察焊缝的形貌及材料表面的微观痕迹,并对试样进行拉力测试。电子拉力试验机(DL-5000型,天津市港源试验仪器公司),拉伸速度为5 mm/min,如图4所示。由于拉伸两层塑料板材时力的方向不在同一直线,在夹具的夹持位置加上填充物可以减少附加弯矩的产生从而避免对测试结果产生影响。
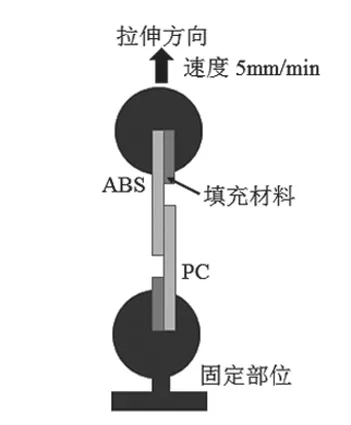
图4 拉力测试过程
笔者采用热输入综合分析工艺参数对焊接试样拉拔力的影响规律,热输入定义为:

式中:E为激光的热输入,J/mm;P为激光功率,W;v为焊接速度,mm/s。用拉拔力N和剪切力σ表示试件的强度,其中N即为两焊接试样经电子拉力试验机拉伸后从焊缝处分离的力学数值,N;试件的剪切力σ的计算公式为:

式中:σ的单位是N/mm2;D和L分别为焊缝的宽度和长度,mm。
2 实验结果及讨论
2.1 焊接参数对焊接强度的影响
图5为不同功率下PC/ABS试样拉拔力随焊接速度的变化曲线。首先在激光功率为10 W时对PC/ABS塑料进行了焊接实验,焊接速度为6 mm/s时板材虚焊;焊接速度为5 mm/s时两层塑料焊接成功但焊缝宽度较窄,两层塑料的融合程度一般导致焊接试件强度较低;随着焊接速度的减小焊缝宽度加宽使两层材料均匀融合且密封性极好,在焊接速度为3 mm/s时,试件焊缝强度最大达到了371.2 N;此后随着焊接速度的减小,焊接板材吸收热量过多,焊缝中出现部分烧焦点,导致试件的拉拔力降低,最终在速度为2 mm/s时,焊缝温度过高导致材料分解,导致试件的焊接强度较低。调整焊接功率分别为20 W和30 W,并改变对应的焊接速度进行实验,结果表明不同功率下焊缝的拉拔力随焊接速度的变化均呈现出先增加后减小的趋势。基于所使用的激光器和塑料板材,激光功率在30 W,焊接速度在9 mm/s时,试样焊缝处最大拉拔力达382.6 N。
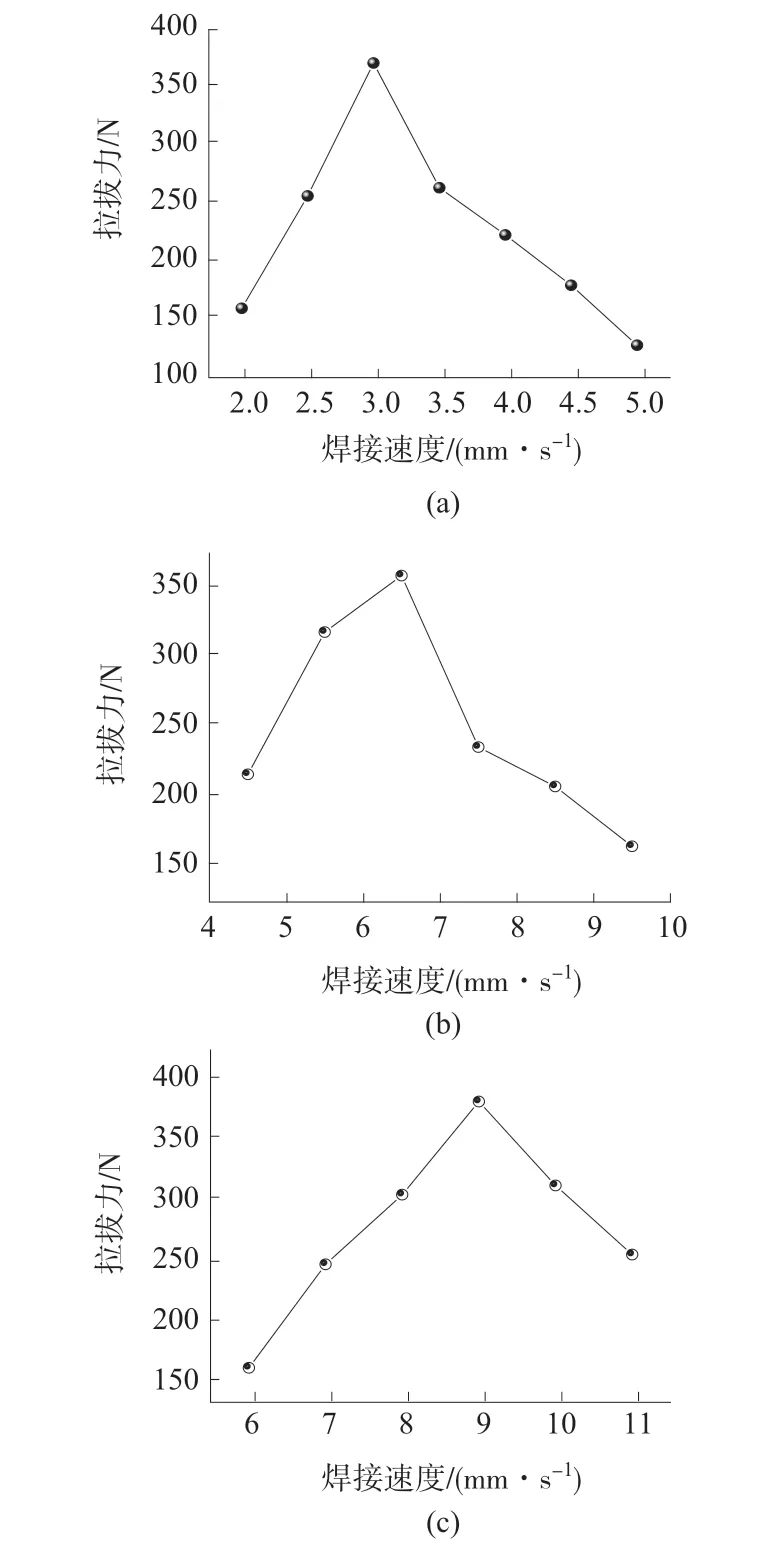
图5 不同激光功率下PC/ABS试样拉拔力随焊接速度的变化
根据以上数据可得到激光热输入值与试样拉拔力的变化关系,如图6所示,热输入为3.3 J/mm附近时,试样焊接强度最大。不同功率下得到的热输入和试样拉拔力的关系曲线有很好一致性,为提高焊接效率,可选择30 W的功率下进行材料焊接。
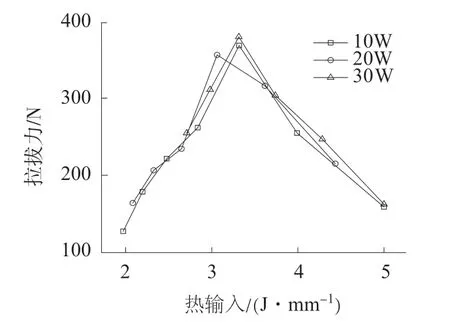
图6 不同功率下PC/ABS试样拉拔力随激光热输入的变化
2.2 焊接参数对焊接外观的影响
图7为几组不同热输入下的焊接试样。热输入为2.5 J/mm时,焊缝宽度均匀、整体气密性较好;随着热输入增加至3.3 J/mm,可以看出PC和ABS焊缝的中心处留下了一条清晰的融合线,此时试样拉拔力最大达到了382.6 N;随着热输入的持续增加至4 J/mm,焊缝中产生了部分烧焦点导致试样强度降低;当热输入增加值5 J/mm时塑料吸收热量过多产生分解,进行拉力测试时试样强度明显降低。
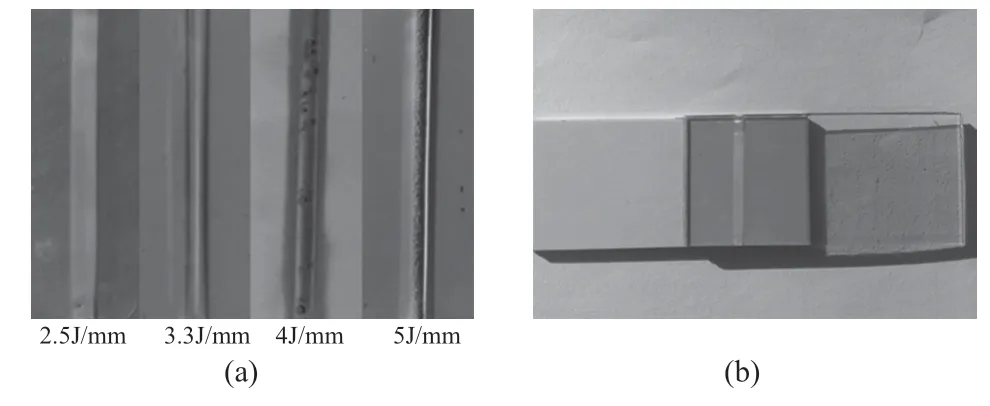
图7 PC/ABS焊接试样外观
使用电子显微镜对以上几组试件的焊缝形貌进行观察,如图8所示。由图8可知,当热输入为2.5 J/mm时,焊缝宽度较窄且相对于焊缝周围的热影响区分界线不明显。当热输入增加至3.3 J/mm时,焊缝宽度明显加宽且焊缝中存在些许肉眼不可见的气泡,焊缝与热影响区之间存在清晰的边界,此时焊缝的强度较高;随着激光热输入继续增加至4 J/mm焊缝中产生了少许烧焦点且焊缝宽度降低。当热输入为5 J/mm时塑料吸收激光能量较多产生的热量使上层PC塑料整体发生烧焦并向上凸起,焊缝宽度和热影响区的面积均减小,焊缝强度明显降低。由此可知当焊缝中存在部分气泡且无烧焦时对透明PC和纯白ABS塑料的焊接更加有利。

图8 不同热输入下PC/ABS试样的焊缝微观形貌
3 结论
(1) 对异种塑料焊接的相关研究及激光透射焊接的原理进行了总结与分析,并找到了适合透明PC和纯白色ABS焊接实验的温度范围约为140~270℃。
(2) 实验中焊接试样可承受的拉拔力最大时,焊缝中无烧焦点但存在肉眼不可见的气泡,焊缝的宽度最宽。
(3) 结果表明,1 910 nm的半导体激光器是一种能在不添加吸收剂情况下实现异种塑料焊接的理想光源。本次试验在激光功率为30 W、焊接速度为9.1 mm/s时,试样的剪切力达到了7.25 MPa,对应的热输入值为3.3 J/mm。