过盈配合中被包容件收缩量的计算
2022-02-24卢茜莉肖士喜吴世祥李苗苗
卢茜莉,肖士喜,吴世祥,李苗苗
泰尔重工股份有限公司 安徽马鞍山 243000
1 序言
在机械制造、再制造及安装过程中,一般滑动轴承为被包容件,其外圆与包容件座孔过盈配合,内孔与轴的配合一般为间隙配合。外部过盈会使装配后的被包容件内孔收缩,往往需要装配前内孔留有余量,装配后再进行镗、铰、车、磨和刮研等精加工。这样会费工时、延工期,增加精加工刀具品种,尤其是重型机械的精加工,往往会超出机床的工作范围或条件,不便于加工。
如果在装配前能预知并计算出内孔收缩量,装配前尺寸向加大方向预让一个量,预让量等于内孔收缩量,则装配后内孔正好达到要求,可省时省力降成本。本文通过对多种计算方法的研究与对比,探索出合理适用的计算方法与有效的控制方法。可根据配合实际过盈量,快速、精确计算内孔收缩量及应加工尺寸,或依座孔实际尺寸轻便算得被包容件配加工外圆及内孔应加工尺寸。
2 等壁厚法
假定包容件是不变形的刚体,而被包容件壁厚不变。例如,套座与衬套的设计要求如图1所示,设定初始条件为:结合直径df=150mm,套座外径da=380mm,衬套内径di=120mm,套座实际内径Df1=150.03mm,衬套实际外径df2=150.125mm。

图1 套座与衬套的设计要求
按等壁厚法[1]计算如下:衬套内孔平均偏差δ=(0.09+0.036)/2=0.063(mm);装配前衬套壁厚N=(150.03-120-0.063)/2≈14.984(mm),偏差取±0.01mm,装配前衬套壁厚应加工尺寸N′=14.984±0.01=15-0.006-0.026(mm)。
3 等截面法
等截面法[2]是将套座看成不变形的刚体,而被包容件衬套只产生径向变形的一种简单计算方法。依塑性变形体积不变定律,长度不变时,装配收缩变形的截面积不变。
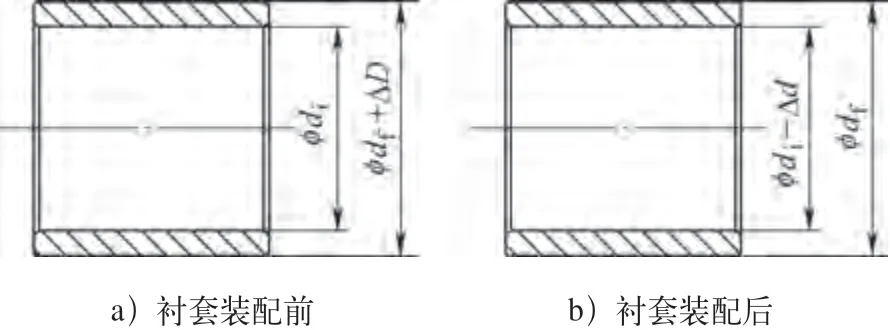
图2 衬套装配前后尺寸

为保证衬套内孔的配合间隙,过盈量取最大值计算,并把收缩量加到内孔的上下偏差中去。仍以图1零件为例,衬套的最大过盈量ΔD=150.125-150.03=0.095(mm);衬套内孔收缩量Δd=0.095×150/120≈0.119(mm);套座内孔加工尺寸为:φ120+0.090+0.036+0.119=φ120+0.209+0.155(mm)。
4 弹性理论法
根据过盈双层组合圆筒原理,假定轴向力为0,结合压力均布、弹性模量为常数三个条件,依据变形能理论,内孔收缩量Δd与装配过盈量ΔD关系如下

式(2)[3,4]中

式(2)和式(3)中,Δd为装配后的内孔收缩量(mm);K为衬套的收缩系数;ΔD为衬套装配过盈量(mm);Ei为衬套弹性模量(MPa);Ea为套座弹性模量(MPa);qi为衬套直径比,qi=di/df;qa为套座直径比,qa=df/da;νi为衬套泊松比;νa为套座泊松比。
假定衬套材料是合金钢表面淬火,套座材料是合金钢调质,查手册[5]可知,Ei=2.12×105MPa,Ea=2.12×105MPa,泊松比分别为νi=0.3、νa=0.3。如果衬套结合外圆直径为150+0.125+0.100mm,套座结合内圆直径实际为150.03mm,按式(1)~式(3)计算可得:衬套最大过盈量ΔD=0.095mm,壁厚系数qi≈0.8,qa≈0.395,收缩系数K≈0.750,衬套内孔收缩量Δd≈0.071mm,内孔加工尺寸为φ120+0.090+0.036+0.071=φ120+0.161+0.107(mm)。
此外,有限元分析有助于精确计算、模拟同类问题,但它与弹性理论法比较相对复杂,工程上使用不多,而利用GB/T 5371—2004所述方法较多。
5 GB/T 5371—2004查表法
GB/T 5371—2004[6]中,将式(3)中的一些因子独立计算列表,令
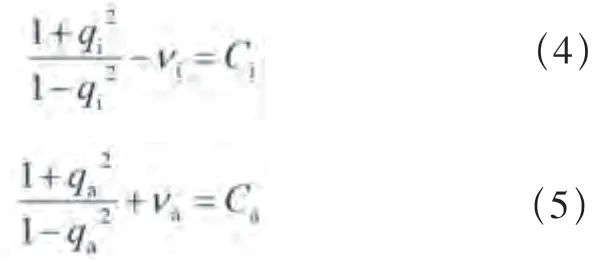
则式(3)可简化为

式(4)~式(6)中,Ci为衬套不产生塑性变形的系数;Ca为套座不产生塑性变形的系数。
以图1零件为例,计算得变形系数Ci≈4.255,Ca≈1.669,代入式(6),得K≈0.750,与弹性理论计算结果一致。标准中列举了ν为0.3及0.25时两类材料不同的qi及qa值时的变形系数表,使用时可直接查Ci和Ca值,仍需要利用式(6),计算量也很大。
查表法通过qi、qa及材料ν查得Ci和Ca,带入式(6)得出K值,算出内孔收缩量Δd。
6 工程表法
查表法需要用直线插入法计算近似值,且只适用于表中规定的两种材料。随着计算机及移动网络的普及,这些计算可以通过计算表格或小程序,输入内外径及材料的弹性模量E与泊松比ν,这时内孔收缩量Δd就会自动得到,进而根据衬套外圆实际尺寸或尺寸范围,直接读出衬套内孔零件加工装配前应加工尺寸的偏差。
此法要与配加工外圆及公差内缩结合应用,配加工过盈量介于最大、最小过盈量范围并内缩,比如取设计过盈量的80%及40%,这样被包容件内外圆可在一道工序中加工完成;如果衬套外圆已加工完成,按其实际尺寸便可直接计算得到内圆伸缩量。
以图1零件为例,工程表法的输入和输出见表1(材料参数、表面粗糙度及其计算过程隐藏)。表1具有计算方便且精确的特点,更具针对性与指导性。

表1 工程表法的输入和输出 (单位:mm)
7 各种计算方法的比较
等壁厚法和等截面法虽然计算简单,但忽略了材料性能、壁厚系数对收缩变形及尺寸的影响;弹性理论法考虑了材料性能及壁厚系数对收缩变形及尺寸的影响。对照等截面法与弹性理论法,同一问题的计算结果相差远,前者误差较大,后者精准些,但计算复杂,即使引用查表法也仍有局限性。工程表法的原理与弹性理论法相同,计算后被包容件配加工外圆、内孔可在一道工序内完成,过盈量适中,利用通用计算表格,预制函数缩小内孔公差,计算快捷、精确,且适用于多种情况,即使改变材料也可很快得出结果。
8 结束语
本文通过对过盈收缩量多种计算方法进行研究与对比,探索出合理适用的过盈工程计算表。按照座孔实际尺寸,可轻便算得被包容件外圆及内孔应加工尺寸,准确预留被包容件内孔收缩量,省去装配后加工并保证精度,从而提高了生产效率。
