碟簧式液压锁紧机构在滚切式圆盘剪系统中的应用
2022-02-22罗应义
罗应义,刘 晶
(宝武集团中南钢铁韶钢松山股份有限公司,广东韶关 512123)
滚切式圆盘剪是宽厚板生产线的重要设备之一,主要功能是将轧制成型的钢板两侧边进行剪切,使钢板宽度尺寸达到目标宽度。滚切式圆盘剪对钢板宽度的设定主要通过调整固定侧机架与移动侧机架的位置进行调节。钢板宽度调整到位后,液压锁紧机构将调整到位的圆盘剪与移动底座锁住,以保证圆盘剪在进行带钢切边过程中的位置保持不变,确保剪切的稳定性。一旦出现圆盘剪移动机架锁定不稳,在剪刃巨大的剪切力作用下,将可能出现移动机架跑偏或晃动的问题,导致对钢板宽度尺寸控制出现偏差,最后剪切出来的钢板前后宽度尺寸超差,甚至可能出现剪切错边,形成钢板边部台阶,从而造成剪切质量事故。
1 液压锁紧机构结构
宽厚板生产线滚切式圆盘剪移动机架液压锁紧机构示意图如图1所示。液压锁紧机构主要由锁紧油缸、锁紧块、锁紧螺母组合而成,而锁紧油缸的主要结构包括活塞,导向套、活塞杆、缸体、碟簧组件、挡圈等。

图1 移动机架液压锁紧机构示意图
锁紧油缸内碟簧组件通常采用首尾2片平垫与中间成对的若干片弹性碟簧组成,具体所需弹性碟簧数量根据锁紧油缸活塞杆行程量与所选择碟簧的单片压缩量进行设计计算得出。在碟簧质量性能控制上,要确保经过长时间的使用,碟簧自身的弹性压缩能力不能出现明显的衰减。如果锁紧油缸的实际锁紧力在动态地持续减弱,则滚切式圆盘剪移动机架将可能无法有效锁紧,机架移位,而出现跑偏或晃动现象。
2 液压锁紧机构工作原理
滚切式圆盘剪移动机架液压锁紧机构液压控制原理如图2所示。
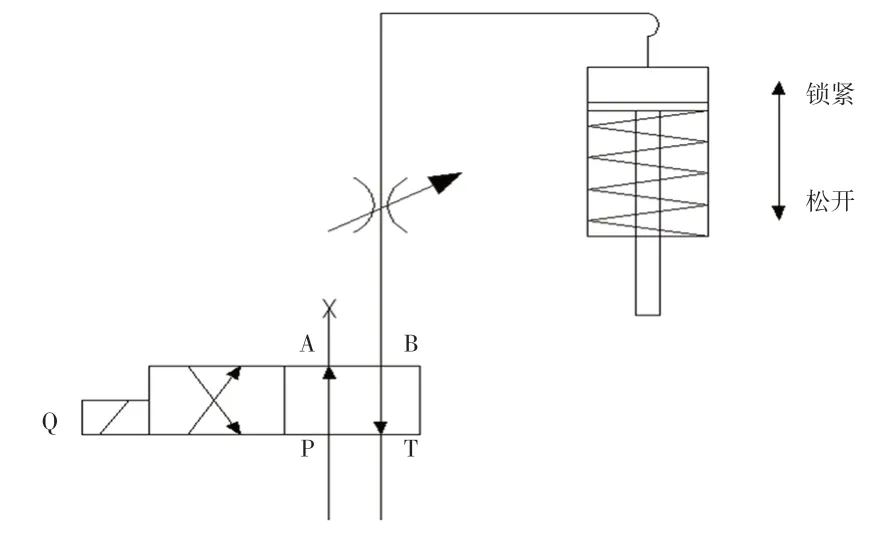
图2 液压锁紧机构液压控制原理
滚切式圆盘剪移动机架液压锁紧机构主要通过两位四通电磁换向阀对油路进行控制,实现对锁紧油缸的供压与泄压,进而实现锁紧油缸的锁紧与松开功能,具体过程为:当两位四通电磁换向阀A 处于失电状态时,锁紧油缸无杆腔内压力油经过节流阀通过电磁换向阀的B 口流向T 口,锁紧油缸活塞杆在碟簧的弹性力作用下向缸体内回收,活塞杆拉动锁紧块夹紧移动机架,确保剪刃剪切时移动机架不出现跑偏或晃动,钢板宽度尺寸不发生改变;当电磁换向阀A 处于得电状态时,液压系统油压通过电磁换向阀的P 口流向B 口再经过节流阀进入锁紧油缸无杆腔,推动锁紧油缸活塞杆向外伸出,活塞杆再推动锁紧块松开移动机架,此时滚切式圆盘剪移动机架可自由移动,可进行钢板宽度尺寸的调节。
3 液压锁紧机构安装要点
通常情况下,液压锁紧油缸活塞杆行程只有5mm,如果安装不到位将直接影响到锁紧机构的锁紧状态与能否正常解锁。
液压锁紧油缸碟簧组装参考示意如图3所示。
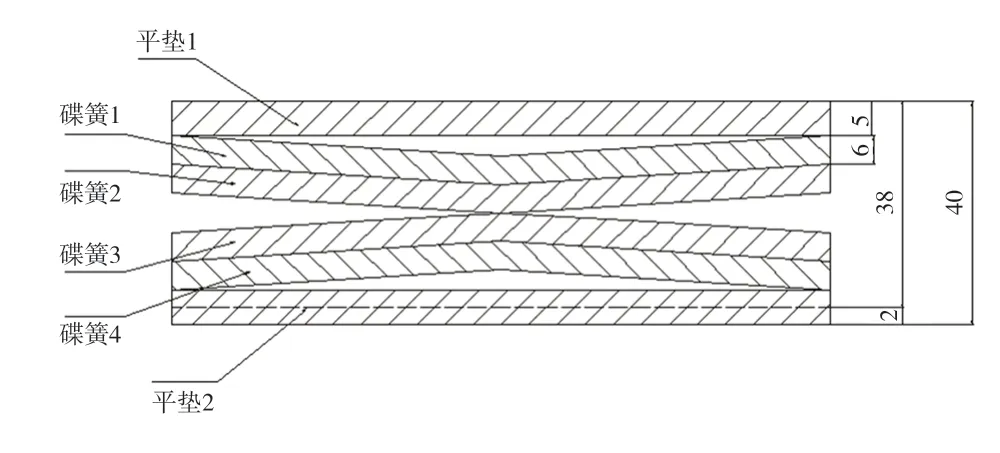
图3 液压锁紧油缸碟簧组装示意图
如图3 可知,两组碟簧(1 和2,3 和4)的凸面凹面进行配合,碟簧2与碟簧3的凸面进行配合,平垫1与平垫2上下端面夹住四块碟簧整体套入锁紧油缸活塞杆导向套内。碟簧组配合组装时需要检查是否完全贴合,若出现某部位未完全贴合,有缝隙,则必须更换合适碟簧重新进行组配,保证完全贴合无缝隙为止。配合组装的主要目的是增加碟簧的抗压缩能力,避免单片碟簧易造成断裂的风险。
锁紧油缸活塞杆通过螺牙旋紧的方式与活塞相连紧固,若活塞杆未完全旋紧到位,则活塞杆脱出太长,将直接影响到锁紧块与固定底座的配合,无法实现锁紧块对移动机架的锁紧作用,在剪切过程中机架出现跑偏或晃动,将造成钢板剪切错边缺陷。因此活塞杆必须确保与活塞旋紧配合到底,建议做相应的防松措施,以避免生产过程中,受外力影响出现活塞杆反向旋转,活塞杆与活塞逐渐松脱开来。
4 液压锁紧机构两类关键问题分析
滚切式圆盘剪移动机架液压锁紧机构主要存在两类关键问题锁紧力过大,导致移动机架牢牢锁死无法正常解锁,从而影响到正常调整移动侧机架的位置,无法设定钢板宽度尺寸;不能有效锁紧移动机架,导致在剪切钢板的时候出现钢板跑偏或机架晃动,影响钢板剪切质量。下面针对这两类关键问题分析原因并提出相应的解决措施。
(1)锁紧力过大,机架不能移动问题原因分析。
①液压电磁换向阀阀芯因异物发生卡阻或节流阀卡阻等故障,将直接导致液压系统压力油被阻断,不能进入锁紧油缸无杆腔,建立有效的压力或所建立压力不足,从而不能推动锁紧缸活塞杆,导致锁紧块不能松开,移动机架无法克服阻力实现移动。通过更换液压电磁换向阀或节流阀,可解决液压系统压力油正常供应的问题,解锁移动机架锁紧块,实现机架的移动。
②液压电磁换向阀阀芯磨损过剧,阀体内部严重窜油,导致液压系统压力油经过液压电磁换向阀流回系统回油,锁紧油缸无杆腔无法建立相应压力,从而导致锁紧块不能松开机架无法移动,同上解决措施。
③液压电磁换向阀电磁线圈故障或电磁插头异常,导致始终处于失电状态,锁紧油缸无杆腔未建立相应压力,锁紧块不能松开机架无法移动。检查更换电磁换向阀插头或电磁线圈可恢复正常。
④锁紧油缸碟簧变形将可能导致碟簧卡死在油缸内部,锁紧油缸无法打开。此种情况必须对锁紧油缸进行解体,确认碟簧变形情况,进而更换质量合格的碟簧,重新进行装配,恢复其原有的设备功能。
⑤锁紧油缸碟簧组装错误,影响到锁紧装置的有效压缩量。在锁紧油缸安装更换时,油缸锁紧机构可能出现锁紧力过大,需要比正常更大的解锁压力,原设计的压力不能克服当前锁紧油缸的锁紧力,从而造成机架不能移动。此种情况可通过两种途径进行解决,其一,对锁紧油缸进行解体检查,重新对碟簧进行正确的组装;其二,调高液压系统供油压力,增大锁紧油缸的解锁压力来实现强制解锁。但此种做法只能作为临时应急措施。
(2)机架不能有效锁定,出现机架跑偏或晃动的问题原因分析。
①需从液压控制系统进行排查,检查电磁换向阀电磁插头得失电状态,检测锁紧油缸无杆腔压力数值,能快速发现问题,通过更换新的电磁换向阀或处理电气控制信号后,恢复油缸锁紧力,从而解决机架跑偏或晃动问题。
②锁紧油缸内某块碟簧碎裂或全部碟簧碎裂,将直接导致锁紧油缸失去锁紧力,锁紧装置形同虚设,机架出现跑偏或晃动现象。通过对锁紧油缸进行解体,碟簧是否碎裂一目了然,重新更换碟簧,保证锁紧油缸的正常锁紧力。
③锁紧装置锁紧螺母紧固力度不足,锁紧螺母紧固状态检查,应作为防止圆盘剪跑偏或晃动问题的一项常规性项目,且在每次更换新的锁紧油缸后,需重点对锁紧螺母的紧固状态进行确认。对锁紧螺母做一定的防松措施,避免钢板剪切过程中的松动,造成突发或渐进式的机架跑偏问题。
④锁紧块与固定底座相配合的斜面磨损或固定底座斜面磨损凹凸不平。锁紧块与固定底座通过两个斜面相互配合,如果其中一个斜面或两个斜面均存在磨损或黏附异物,二者的配合面不紧贴,甚至存在明显的缝隙,在该状态下对锁紧螺母的紧固可能不可靠。因此必须仔细检查锁紧块与固定底座两个配合斜面的平整度,并进行修磨,以保证安装时二者配合面紧贴,无缝隙。
通过以上对滚切式圆盘剪移动机架液压锁紧机构两类关键问题的分析,找到圆盘剪移动机架跑偏或晃动现象可能的成因,结合现场实际,提出一系列针对性的解决措施,消除圆盘剪剪切钢板时的跑偏现象,确保圆盘剪剪切稳定性。
5 结束语
文中阐述了宽厚板滚切式圆盘剪移动机架碟簧式液压锁紧机构的结构原理,碟簧式液压锁紧油缸内部的碟簧配合组装方式,探讨了碟簧式液压锁紧油缸在宽厚板生产线滚切式圆盘剪系统中的应用,分析了碟簧式液压锁紧机构对圆盘剪移动机架跑偏或晃动可能造成的影响,并对应地提出了一系列解决问题的措施。进一步深刻理解碟簧式液压锁紧机构是宽厚板生产线滚切式圆盘剪系统的重要组成部分,对圆盘剪移动机架的锁紧起到非常关键的作用。
