摆线偏心轴加工工艺及专用工装设计研究
2022-02-22张毅锋龙文武曹义东关晓琼
张毅锋 龙文武 曹义东 关晓琼
(①西安航天信控科技有限公司,陕西 西安 710076;②空装驻武汉地区第三军事代表室,湖北 武汉430205 ;③西安星球通智能装备技术有限公司,陕西 西安 710076;④西安科技大学高新学院,陕西 西安 710109)
摆线减速器作为一种新型减速器,可用于火炮炮塔传动机构、工业机器人、数控机床、半导体设备、精密包装设备、焊接变位机、等离子切割、烟草机械、印刷机械、纺织机械、医疗器械、跟踪天线和雷达等方面[1]。具有承载力高、结构紧凑、具自锁功能、刚度高、可靠性高和寿命长的特点,弥补了渐开线齿轮传动系统和谐波减速器的不足。国外一些先进的摆线减速器生产公司的技术水平虽能满足项目的设计需求,但由于国外技术封锁和我国军工系统的保密性,目前市场上寻求不到合适的货架产品,国产摆线减速器在传动比、输出功率方面与国内军工产品实际需求存在一定的差距。
摆线偏心轴作为摆线减速器的核心零件,被称为“摆线轨迹发生器”,决定了摆线减速器的性能,所以摆线偏心轴的加工就成为了摆线减速器的关键技术之一。刘松良根据切点跟踪磨削法来完成减速器的偏心轴加工,并对切点跟踪磨削的运动方式进行验证。同时在偏心圆加工理论分析的基础上对减速器偏心轴开展试验研究,在GSK986 磨床数控系统上实现减速器偏心轴的磨削加工[2];范晋伟等通过归纳随动磨削机床的误差来源,开发出特定的偏心轴磨床误差补偿技方法,提高加工偏心轴的生产质量和效率提供了必要的条件[3];张铁涛提出毛坯选择的外形及尺寸越接近成品和粗基准选择表面要具有一定的光洁性,避开锻造飞边、分型面以及毛刺等区域,进而确保其精准性展开了典型偏心轴的车削研究[4];张红梅通过对双向偏心轴(常见的如公交车内摆门上的转臂)在车床上大批量生产存在的装夹问题的研究 ,结合产品零件外形,设计一种专用夹具进行加工,以提高其生产效率[5];甘彪通过对三爪自动定心卡盘的结构进行优化改进,使卡盘具有可调心的能力,同时在卡盘中增加游标卡尺式的刻度,实现了卡盘的高精度调心,实现不同量的偏心距,有效控制零件的偏心精度。不但可以提高偏心轴类零件的精度还可以高效率地对偏心轴类零件进行批量加工[6];张山山等通过分析磨削过程中砂轮架的换向惯性力冲击引起的振动原理,提出了砂轮架系统质量增大和水平进给速度增大都会引起惯性力冲击导致振动加大,且贯穿整个磨削过程[7];安继业等针对具有较高精度的偏心轴及偏心套加工问题,采用了工艺偏心轴—工艺偏心套组合工装,完成工艺顶尖孔的加工,进而实现偏心柱面的加工[8];朱达新对偏心零件装夹与测量方法进行了研究,从四爪单动卡盘、三爪自定心卡盘、双卡盘、花盘、偏心卡盘、两顶尖及专用夹具等方面介绍了车削偏心零件的常用装夹方法[9]。以上文献均未提及通过加工工艺,特别是关键加工工序通过专用工装夹具来实现。为此,本文提出了合理的加工工艺,并针对关键工具设计装用工装夹具,进行了实物加工并通过三坐标进行了测量。结果表明,按照此种加工工艺,同时在使用自主设计摆线偏心轴偏心台阶工装辅助加工,摆线偏心轴关键尺寸的合格率为100%,极大程度地提高了零件合格率,既为摆线减速器性能提供了有力支撑,又为企业节省了减速器的制造成本。
1 摆线偏心轴的结构形式及技术要求
1.1 摆线偏心轴结构介绍
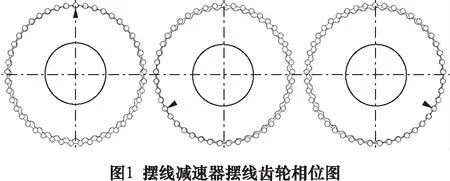
摆线偏心轴的结构形式目前分为2种,一种是2层偏心台阶,另外一种是3层偏心台阶。采用2层偏心台阶的偏心轴时,2层偏心台阶的夹角为180°,在摆线减速器运行过程中同时在0°和180°这2个点啮合,这也是目前最为常用的一种摆线偏心轴。3层偏心台阶的偏心轴可以使输入轴达到静平衡和提高承载能力,对于摆线针轮行星传动,可采用3个完全相同的摆线齿形行星轮均匀布置在偏心轴上[10],它们之间相隔120°,转动过程中形成摆线减速器摆线齿轮相位图。也就是说摆线偏心轴直接决定了摆线齿轮的运动轨迹,摆线减速器摆线齿轮相位图见图1。
典型摆线偏心轴三维结构图见图2所示,主要分布有联接花键、偏心轴支撑轴承安装面及偏心台阶面等关键特征,本文主要以3层偏心台阶的摆线偏心轴作为研究对象。

1.2 摆线偏心轴的技术要求
根据摆线减速器实际技术指标进行仿真分析计算,确定了摆线偏心轴的具体尺寸及形位公差要求,形成摆线偏心轴的工程图纸,摆线减速器偏心轴的主要技术指标见零件工程图,如图3所示。


2 摆线偏心轴工艺分析
2.1 摆线偏心轴尺寸工艺性分析
2.2 摆线偏心轴热处理工艺性分析
GCr15轴承钢,是一种合金含量较少、具有良好性能和广泛应用的高碳铬轴承钢[11]。经过淬火加回火后具有高而均匀的硬度、良好的耐磨性、高的接触疲劳性能和较便宜的价格[12]。轴承钢调质处理,是为了让材料达到更高的韧性,GCr15轴承钢的调质处理工艺为有2种方式。第一,材料淬火出来后可以直接进行回火调质处理;第二,回火保温2 h后再次回火调质处理,需要根据材料淬火出来后的硬度值范围适当调整调质工艺。此处调质处理工艺采用:淬 火:860 ℃加热,油淬60~64 HRC,高温回火:650 ℃~700 ℃加热,空冷35~40 HRC;淬火要求表面3 mm厚度的硬度为60~64 HRC,通过高频淬火的工艺才实现,加工装用铜圈,温度至860 ℃,油淬60~64 HRC。这样使得表面3 mm厚度的硬度达到了60~64 HRC,而摆线偏心轴芯部硬度仍然为35~40 HRC,使得摆线偏心轴既具有较好的耐磨性能,又具有较好的韧性。

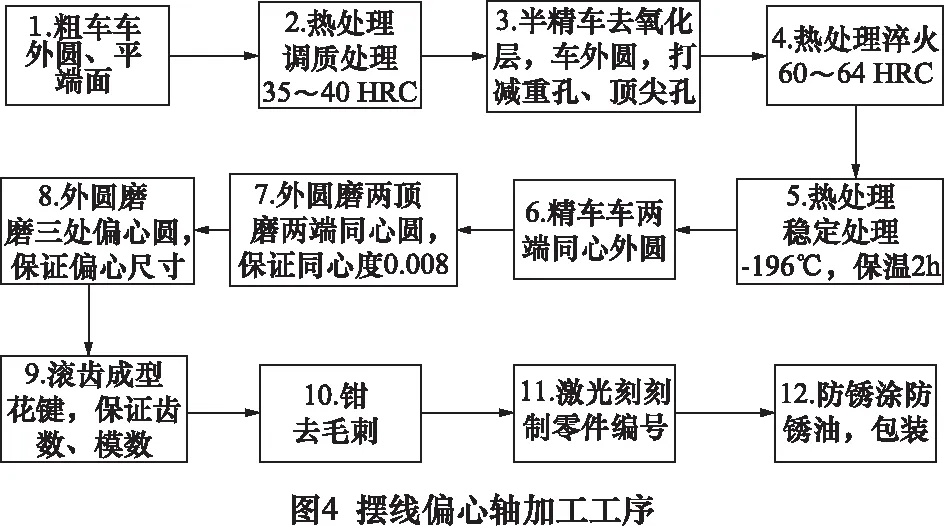
2.3 摆线偏心轴工艺流程
经过上述分析,根据其零件工程图纸及技术要求,制定的加工工艺流程如图4所示。

3 摆线偏心轴偏心台阶夹具设计及分析
由于常用内外圆磨床难以满足特种减速器偏心零件的偏心距尺寸和零件的形位精度要求,且在装夹时本身存在精度损失,摆线减速器偏心零件的加工需要依靠高精度车削和高精度磨削组件工装完成。因此,通过设计和加工高精度偏心磨削工装组件,完成了偏心零件的稳定加工,保证了偏心距及零件两端的同轴要求,满足了设计文件要求。
3.1 夹具设计原理


3.2 夹具设计中的关键点
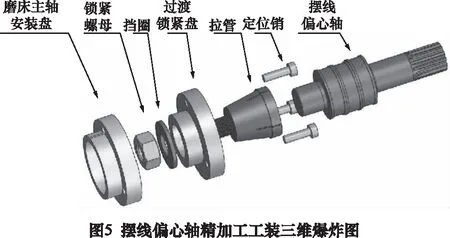
摆线偏心轴精加工工装在设计上有4点需要特别注意。第一,拉管内孔和摆线偏心轴支撑轴承安装面的左侧外圆,2个面在配合过程中不能造成摆线偏心轴支撑轴承安装面的左侧外圆面划伤,既要保证公差配合,也要对拉管的硬度进行控制。同时拉管与摆线偏心轴支撑轴承安装面的左侧外圆配合部分必须保证有足够的弹性,所以在配合测开十字滑槽来增加弹性。第二,过度锁紧盘的内锥面与拉管的外锥面配合,当拧紧锁紧螺母时,轴向力通过挡圈传递至过度锁紧盘左侧端面,过度锁紧盘沿轴向向左侧运动,过度锁紧盘将力传递至拉管,使得拉管将摆线偏心轴安装面左侧外圆夹紧。第三,磨床主轴安装盘和过渡锁紧盘之间的配合需采用过度配合,配合间隙须保证在0.004 mm范围之内,装配时从摆线偏心轴右侧端面用紫铜帮慢慢敲击进入。第四,磨床主轴安装盘和过渡锁紧盘上的定位销孔,须同时保证孔位的位置度和孔径尺寸。定位销前端须设计成略带锥度,便于定位销在穿过过渡锁紧盘上的定位销孔后,易于磨床主轴安装盘找正。
4 摆线偏心轴加工及测量
4.1 摆线偏心轴的加工卡片
按照上述工艺编制工艺卡片,确定每一道工序的加工余量及技术要求,其中精车和外圆磨:磨三处偏心圆需要使用摆线偏心轴偏心台阶工装辅助完成。摆线偏心轴加工工艺卡片见表1。加工过程严格按照工艺卡片执行。
4.2 摆线偏心轴测量
摆线偏心轴实物见图7所示,在测量前,提前将三坐标测量间温度恒定至20 ℃±2 ℃,将摆线偏心轴用磁性表座固定在三坐标测试台面上,静置时间大于1 h后,开始测量,摆线偏心轴固定效果图见图8。表面光洁度用时代TR200表面粗糙度仪测量。本次测量仅对图纸中的尺寸进行测量,测量样本量为5件,编号分别为20-07-001,002,003,004,005。测量结果见表2。

表1 摆线偏心轴加工工艺卡片
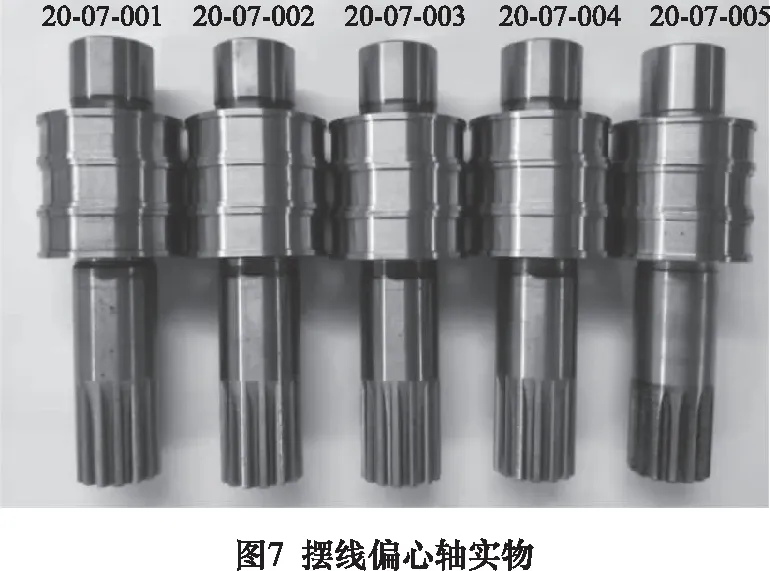
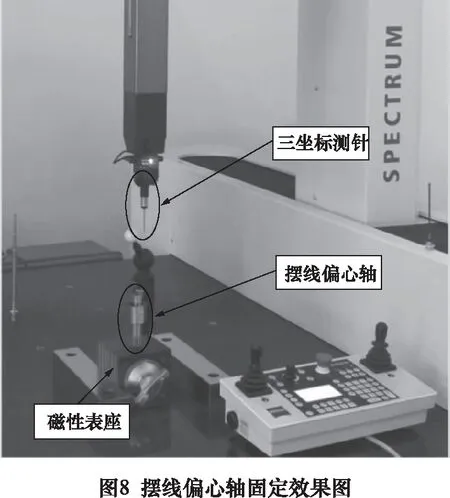

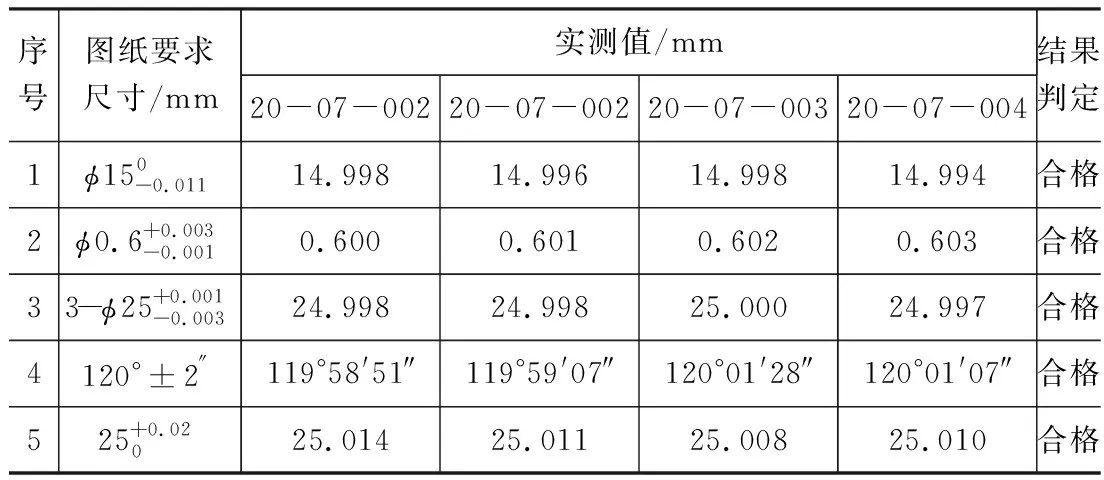
表2 摆线偏心轴尺寸测量结果
5 结语
本文在传统偏心加工的基础上,开展了3层偏心台阶摆线偏心轴加工工艺及专用工装设计研究,通过工艺分析制定了摆线偏心轴的加工工艺,特别是针对摆线偏心轴偏心台阶精车和磨的工序设计了专用工装,按照工艺要求编写的工艺卡片进行摆线偏心轴的加工,得出如下结论:
(1)摆线偏心轴的加工工艺及专用工装设计必须严格按照摆线偏心轴的工程技术要求进行,确定各道工序的先后顺序及实现方法。
(2)针对3层偏心台阶摆线偏心轴设计了摆线偏心轴精加工工装,提出了摆线偏心轴精加工工装在设计上的4点设计要素,通过装配图的方式展现了工装与摆线偏心轴的装配关系,为实际加工中工装使用提供了可靠保证。
(3) 按照此种加工工艺,同时在使用自主设计摆线偏心轴偏心台阶工装进行辅助加工,摆线偏心轴关键尺寸的合格率为100%,极大程度地提高了零件合格率,既为摆线减速器性能提供了有力支撑,又为企业节省了减速器的制造成本。