基于三菱PLC控制的全自动分板包装机的设计与实现
2022-02-22胡青龙
胡青龙
(无锡市政设计研究院有限公司,江苏无锡 214000)
1 引言
随着经济社会的发展以及交通出行的便捷性,电动车的需求量越来越大,保证电动车稳定运行的控制电路板需求量也迅猛增加。为了提高控制电路板的生产效率,电路板的生产企业在生产制作过程中,通常把四块电路板制作成一块整体,每块电路板之间留有V型切割槽,便于后期方便切割。四块电路板制作成一块整体的好处是便于电路板贴片厂提高贴片效率,也便于提高电路板程序的装载效率。目前电路板的切割采用人工手动切割,需要两人分工合作(一人负责切割,一人负责包装),劳动强度大,效率低,增加了企业的用工成本,为了降低企业的用工成本,提高效率,全自动切割包装便成为趋势。
2 产品描述[1]
根据切割包装产品差异性以及机械机构的特点,设备切割包装的PCB板分为两款:12管V型PCB板和12管K型PCB板。
设备的主要功能包括上料、分板切割、包装三个基本模块。通过上述三个模块,设备可以实现对四拼板的整块PCB基板(以下简称基板大板)进行裁切分割为四块独立基板(以下简称基板小板);然后将两片基板小板通过翻转折叠后背靠背装入防静电塑胶袋;最后将装有基板小板的防静电塑胶袋插入泡沫包装盒内。
整套设备上述功能实现自动化作业,工作期间无需人工干预。但考虑前道生产线现状,设备需要由人工上料(包括放置基板大板、放置防静电塑胶袋、放置泡沫包装箱)及下料(包括取出插满基板的泡沫包装箱)。
3 控制要求
3.1 上料模块
基板大板通过人工搬运到上料机构托盘上(因机构高度原因可放置125片基板大板),基板放置完毕后,人工按下装料完毕启动按钮,上料机构自动上升,当上料吸盘处光纤检测到有基板时,暂停机构上升;当光纤开关未检测到基板时或者基板被上料吸盘吸起后,上升机构继续上升。循环往复上升,直至最后一块基板被吸起后,当托盘上没有基板(托盘上装有光电检测开关),上料机构自动下降,下降至装料位置后停止等待下一次装料。上料机构在机械设计过程中考虑到转速、扭矩、启停位置的精度等方便的原因综合考虑采用步进电机配置减速机来驱动上料机构的运行。上料吸盘处光纤检测到有基板时上料吸盘开始工作(打开真空阀,同时吸盘下降吸取基板),当上料吸盘检测到吸住基板(大板)时,吸盘机构上升,上升到位后,吸盘机构开始前进将基板(大板)送至分板切割处。当分板切割处没有基板(大板)时,吸盘机构前进到位后下降放下基板(大板)后返回吸盘机构吸取基板(大板)处,进入下一次吸取搬运基板(大板)工作。如果分板切割处有基板(大板)时,吸盘机构前进到位后需要等待,直到分板切割处没有基板(大板)方可下降放下基板(大板)。
3.2 分板切割模块
分板切割由两部分组成:短边切割和长边切割。基板(大板)先完成窄边切割,然后完成长边切割,两种切割的原理都是一样的,利用气缸前进的推力作为动力来推动基板前进,通过圆形割刀(基板大板在制作过程中留有V型导割槽,便于分割四块小基板)完成基板切割。长边切割完成后,利用气缸的作用完成基板(小板)的分板工作(使四块小板两两分开,不在相互接触)。在窄边切割开始位置、窄边切割完成位置(长边切割开始位置)、长边切割完成位置(基板切割完成分开位置)分别装有光电检测开关,用以检测此处是否有基板,作为下一个工序开始的前提,同时用作上一个工序的结束,为下一个循环开始做准备。
3.3 包装模块
进入包装模块的基板已经由一个大的基板变成了四块小的基板,包装模块的作用是把这四块基板小板通过翻转折叠步骤后背靠背装入两个防静电的塑料带内,再插入泡沫盒内。装袋后的基板每插入泡沫盒一次,泡沫盒自动往下运行一个插槽,泡沫盒一共可以插入25次,每次插入背靠背两片小板共计50 片。泡沫盒装盒完成25次共50 片小板后,泡沫盒基板装盒机构自动下降把装满基板小板的泡沫盒运送至泡沫盒(满盒)出料口自动完成出料后,自动上升至泡沫盒(空盒)装料口,完成泡沫盒(空盒)自动放置后,自动把泡沫盒(空盒)运送至基板插入等待位置,为下一个基板装盒循环开始做准备。包装模块中的基板自动装袋装盒是该模块的设计和调试的重点和难点,也是设备的关键部位。因为泡沫盒为便于基板插入在浇筑过程中设计插槽的,插槽加上插槽两侧凸出部位中心间距是12mm,但是泡沫盒因生产原材料的特殊性、以及浇筑时间的长短等多方原因导致泡沫盒内插槽之间的间距误差比较大,无法采用基准点进行测量。通过大量对比泡沫盒后发现如果浇筑的时间长泡沫盒就会压铸的结实,泡沫盒装入基板的位置可以通过基准点计算获得,如果浇筑时间短,泡沫盒颗粒未被压实就会导致装入基板的位置无法通过基准点计算获得。为此在设计过程中采用伺服电机驱动外加光纤检测相结合的方式来克服泡沫盒插槽误差予以实现泡沫盒基板装盒机构自动升降运行的精确性。伺服电机采用相对值方式运行,当运行至设定距离后,同时利用光纤开关检测是否精准到达基板插入位置。当光纤开关检测到障碍物时(检测第二次上升沿时),若伺服电机还在运行时立即停止运行,此时停靠位置可以插入基板。如果光纤开关检测到障碍物时(只检测到第一次上升沿,未出现第二次上升沿)而伺服电机已经根据设定的距离已经停止运行,此时停靠的位置无法插入基板,因而伺服电机需要二次运行来修正进行距离。

图1 结构示意图
4 控制系统的实现
4.1 PLC选型
当前PLC 产品多达数百中,不同厂家的产品在使用上相差甚远,基本性能也有较大差别。目前市场上使用主流的PLC 生产厂家有:美国艾伦-布拉德利(Allen-Bradley 简称A-B)公司、日本三菱(MITSUBISHI)电机公司、日本欧姆龙(OMRON)公司、德国西门子(SIEMENS)公司、法国施耐德(Schneider)公司等[2]。考虑到使用行业、价格成本、使用习惯等因数,综合分析决定采用日本三菱(MITSUBISHI)电机公司生产的FX 系列PLC 作为全自动分板包装机的控制器。
FX系列PLC是三菱PLC家族小型机的代称,FX3U是FX 系列中的一种,它支持高速处理、模拟量控制及高级定位系统,通过使用种类丰富的功能扩展板及特殊适配器,可实现高精度控制,基本指令运算达到0.065us/指令,应用指令0.642us/指令。使用带程序传送功能的闪存存储器盒可实现大容量存储。实际控制的最大输入输出点数可达到256 点[3-5]。可见三菱FX 系列PLC 能够满足全自动分板包装机控制要求。
4.2 I/O分配
根据设备工艺控制要求的需要,有如下主要设备:
单相电机1 台,伺服电机1 台,步进电机1 台,负压真空吸4个,光纤检测开关3个,光电检测开关15个,上料门磁性开关1个,7个双线圈电磁阀和18个单线圈电磁阀共负责25个气缸的动作。
输入端:
启动、停止、点动、紧急停止:4 点;伺服电机保护:4点;步进电机保护:2点;气缸限位点:53点;光电传感器:15点;光纤传感器:3点;负压开关:4点;上料门磁性开关:1点;以上输入共计86点。
输出端:
伺服电机:3点(含1个高速脉冲输出点);步进电机:3点(含1个高速脉冲输出点);气缸控制:32点;抽真空电磁阀:4点;推杆电机控制:2点;报警状态指示:4点,以上输出共计48点。
结合输入/出的点数的数量,在考虑20%的备用量基础上,选用三菱FX3U-128MR/ES可编程序控制器作为主控制模块,两块FX2N-16EX 模块作为数字量输入的扩展模块。
4.3 系统控制逻辑图
根据全自动分板包装机的控制要求,绘制控制逻辑图,如图2所示。
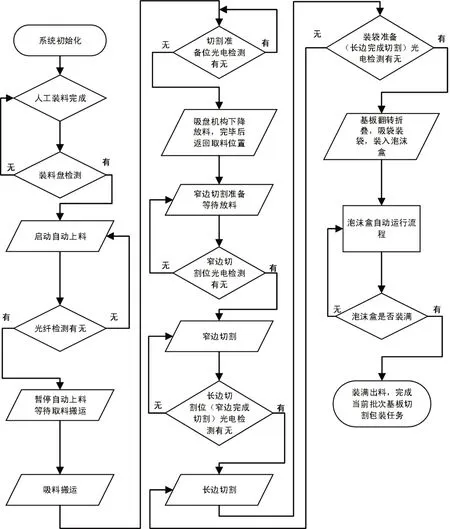
图2 控制逻辑图
4.4 控制系统的部分梯形图
根据全自动分板包装机控制逻辑编写出系统的控制程序梯形图,下面程序图为上料模块步进电机回原点部分程序和自动升降部分程序。
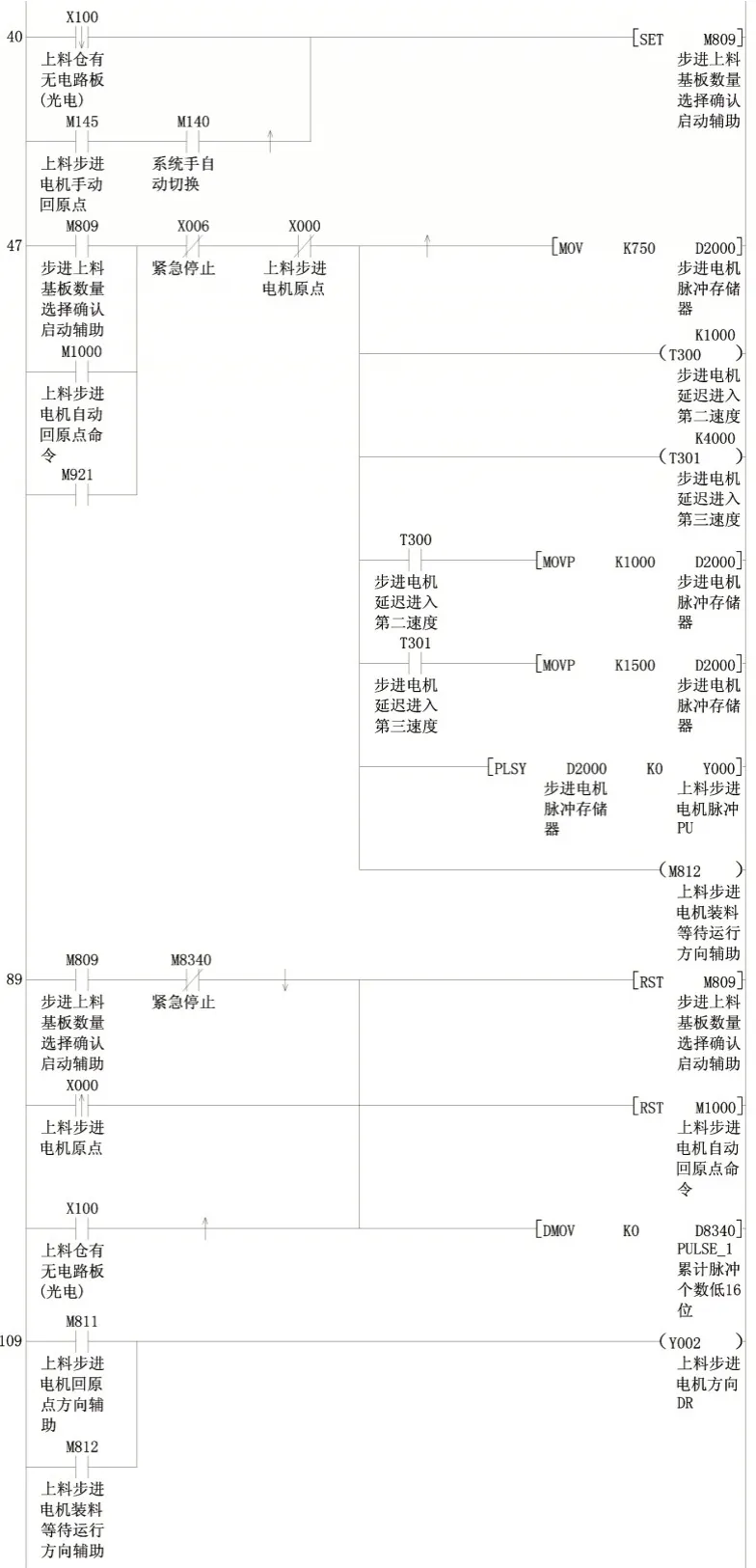
图3 步进电机回原点部分程序

图4 步进电机自动升降部分程序
5 结束语
全自动分板包装机投入使用后,设备各工位(上料、分板切割、包装)接续正常,运行节拍时间不超过7 秒/基板大板,分板、包装125 片基板大板的总时间不超过15 分钟。设备运行过程中不需要人员参与,降低操作人员的劳动强度,提高基板的包装效率。设备操作简单、运行可靠、故障率低,节省了劳动力成本,得到用户的肯定,此设备值得推广使用。