针对大尺寸液晶面板的一些技术改善
2021-12-14黄小昆袁玉祥
黄小昆 袁玉祥
(南京中电熊猫液晶材料科技有限公司,江苏南京 210033)
彩色滤光片的主要工艺流程是解包、BM、R、G、B、镀膜、研磨、最终检查、捆包、出货(图1)。在上述主工艺流程当中,在每条线体都设置有手动、自动宏观检查机,异物检查机,自动光学检查机等,扫描经过的玻璃基板,如果有不符合要求的玻璃基板,就通过装载输送系统进入修补线体,经过修补之后再进入主工艺流程继续向产线下游运动。检查玻璃基板的规则如何制定,修补后的玻璃基板如何再次进入主工艺流程,这都需要联合所有设备确定生产节拍。由于玻璃基板只有零点几毫米的厚度,在装载输送的过程中极易破碎,破碎一片就会造成上千元的损失,如何减少破片率,能够为公司挽回一大笔损失。下面介绍如何通过修改一款产品的设备参数和逻辑程序进行改善。(图1)

图1
1 曝光工艺的改善
针对在制作645 产品时,由于是12shot 产品,曝光机生产的Tact Time 过长的问题,增加曝光机Gap Skip 功能和启用Local Alignment 模式。
1.1 曝光机增加Gap Skip 功能和启用Local Alignment 模式
我公司使用的曝光机采用Step 曝光模式,即在完成第一个shot 曝光后,移动到下个区域再进行曝光。增加的Gap Skip 功能为对涂布后的基板进行曝光时,只有最开始的三枚基板会在曝光前量测基板与掩膜板之间的Gap,之后的基板不会再量测Gap。
启用Local Alignment 功能后,先对掩膜板预对位单元进行校正,防止掩膜板相对于基准位置有所偏移,并提高了曝光时的精度,在曝光时,所有shot 的对位次数都变为1 次,原本因为对位精度差而导致对位次数增加影响工作时间也有所改善。
1.2 设备功能详细描述
1.2.1 追加Gap Skip 功能
设定为100 片校正一次曝光Gap,即开始生产的前三枚基板曝光时每个shot 会测量Gap,之后的97 枚基板只有第一shot 会测量Gap,后续的11 个shot 直接移动到位进行曝光,平均每个shot 可以节约0.5 秒,每片可以节约5.5 秒左右。(图2)

图2
1.2.2 启用Local Alignment 功能
打开该功能之后,曝光机工作时每个shot 对位只有一次,补正会根据首次测量的偏移量进行小范围补正,因此为了防止对位精度的异常,校正了掩膜板预对位单元的八个Clamp 位置,同时将补正的精度由50um 变更为5um。工作时,每个shot 可以节约0.8 秒,每片产品可以节约10 秒左右。(图3)
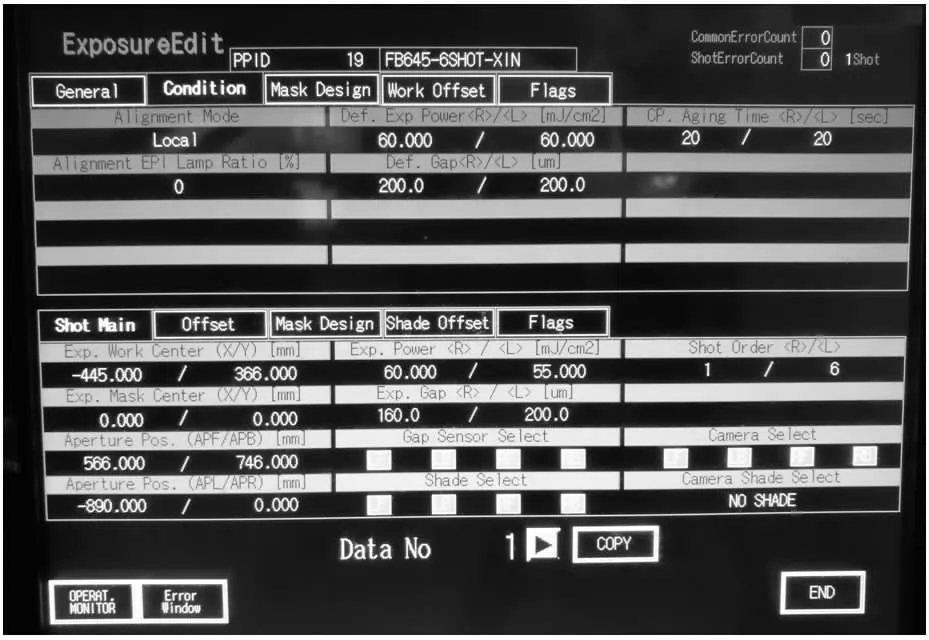
图3
1.3 改善后的效果
在追加Gap Skip 功能和启用Local Alignment 模式后各条产线曝光机在生产645 产品时,Tact Time 有所减少,由原来的80 秒/片缩短为60 秒/片,平均每天可以比原先多生产350 片产品。
2 捆包工艺的优化
针对在捆包150 段时经常基本会出槽导致破片,增加对中气缸固定TRAY 的位置从而确保基板在TRAY 里的位置不便移。
2.1 追加对中气缸后的工作方式
PAK 在捆包150 段的时候,基板经常容易出槽导致破片,本装置固定TRAY 与基板的位置,保证基板在TRAY 中间。
PAK 四轴机器人往CV10 上送片后对中气缸会夹持基板确保基板位置不变,确保基板在TRAY 盘里不出槽。
工作方式:在PAK CV10 处X 和Y 方向分别添加4 个气缸,共8 个气缸,在四轴机器人送片后,对中气缸会规正基板,同时把原来10 个顶Pin 更换为万向球Pin,减少摩擦力,让气缸能够推动基板起到夹持基板的作用,固定基板位置,减少出槽的机会,从而保证少破片。
2.2 基板旋转功能追加部件明细(表1)

表1
2.3 追加设备规格详细描述
2.3.1 追加部分采用8 组气缸对中基板,规正基板位置的作用。
2.3.2 对中机构下顶Pin 由于气缸夹持基板摩擦力过大后更换了10 组带万向球的顶Pin,高度和原来顶Pin 位置一样,使基板在顶Pin 上能够被推动。
2.3.3 关于追部分的控制:追加控制气缸的电磁阀2 个,在捆包150 段时可以手动控制夹持基板,在气缸上安装传感器和气管控制气缸前进后退。
2.3.4 PLC 程序说明
在程序上增加的功能(图4)。
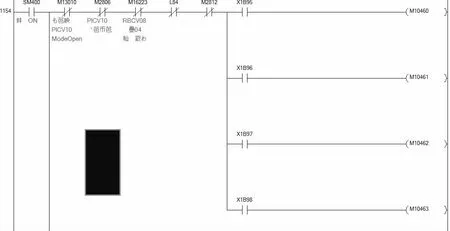
图4
2.4 改善效果
PAK 在CV10 上追加8 组气缸后,基板能够推动基板,达到预期目标,基板位置固定,保证基板在TRAY 里位置不变。
PAK 在追加4 组共8 个气缸后,气缸推动基板,保证基板在TRAY 中间,对破片有很大的改善,破片率由原来70%降到现在20%,确保稼动率,也控制了破片的发生。
3 捆包尾料的处理
因生产需要PK1&PK2 线打包出货给客户要全满Tray,经常会有尾料流入线体,而尾料需等待新做出同型号玻璃基板二次打包,严重影响了产能。现相关业务科室经过多次开会讨论,历经2个多月。终于修改好了PK2 线的PLC 程序,以满足尾料的合理打包。
3.1 利用Parameter 功能,设定基板片数,尾料流入线体的情况出现,提高线体产能。执行内容:
3.1.1 点击Touch Panel 上【自动运用Parameter】,图5。

图5
3.1.2 看到【计划投入基板数量设定】,在【设定出片数】写入当前卡匣需要流出的玻璃枚数,最后按【使用中(3S)】亮起,图6。
图6
3.1.3 此功能是当【当前已经出片数】等于【设定出片数】时,Touch Panel 会自动切为【基板投入禁止】,需手动解除后才可正常放片。
3.2 改善后的效果
Parameter 功能的使用,将打包出货的基板片数固定,避免了尾料流入,从而不会到影响其他型号产品的正常生产,保证了线体的产能。
4 结论
通过对一款产品流程的优化,使主流程的节拍更加有效率,破片的减少和尾料的处理,不仅减少了破片带来的损失,还提高了产能。通过日常的运行维护不断发现问题、积累经验,经过多方面的验证,最后实施。这只是整个液晶面板生产流程当中的一小部分,在今后的生产当中,还需要解决其他线体发现的问题。只有这样不断的优化,才能最大限度提高公司的生产效能。
