影响碎煤加压气化装置煤耗的因素及优化措施
2022-02-17梁丽丽侯雷雷关文举刘宇杰
梁丽丽,侯雷雷,关文举,刘宇杰
(河南晋控天庆煤化工有限责任公司,河南 沁阳 454592)
0 引 言
原料煤的成本(包括原料煤的采购成本、存储成本和使用成本)一般会占到煤基合成氨装置生产成本的50% ~60%,煤化工企业长期以来都在围绕如何降低煤耗和提高产品产量这一主题进行研究和优化改进。以下对河南晋控天庆煤化工有限责任公司(简称晋控天庆)4.0MPa碎煤加压鲁奇炉多种煤混烧或配烧的操作方案及运行经验进行总结,以期为业内保证生产负荷和降低煤耗等方面提供一些参考与借鉴。
1 碎煤加压气化装置概况
晋控天庆是晋能控股装备制造集团有限责任公司(简称晋能控股集团)的下属控股子公司,是一家以洁净能源和化肥化工产品为主的大型现代新型煤化工企业,主营煤制燃气、合成氨、尿素等化肥化工产品的生产和销售。
晋控天庆气化装置采用碎煤加压逆流接触连续气化、固态排渣工艺,属于移动床加压气化工艺,碎煤加压气化炉——鲁奇炉属移动床加压气化炉的典型代表,鲁奇炉操作压力为4.0MPa。生产中,粒度为13~50mm(>90%)的块煤进入气化炉,与一定比例的蒸汽、氧气混合燃烧,产生粗煤气,粗煤气经洗涤冷却器冷却降温以及低压废锅回收热量后送至变换系统,用于生产合成氨、尿素、煤制天然气、LNG等产品。
晋控天庆气化装置现有6台鲁奇炉(1#~6#炉)和1台在鲁奇炉基础上升级改造而成的JM-S炉(7#炉),其中JM-S炉是晋能控股集团牵头与赛鼎工程有限公司合作研发的新型气化炉。1#~6#鲁奇炉自2015年投料试车以来一直运行稳定。2020年11月晋控天庆新上(建成投运)1台JM-S炉(7#炉),其炉体在第四代鲁奇炉基础上加高1.5m,JM-S炉出口新增旋风分离器及中压废锅回收粗煤气热量,粗煤气再经冷却降温以及低压废锅回收热量后送至变换冷却系统;相较于第四代鲁奇炉,JM-S炉产气量明显增加,且可副产5.0MPa的中压蒸汽约10t/h,余热回收利用率大幅提高,具有单炉发气量大、运行稳定、消耗低的优点,具有明显的竞争优势,现JM-S炉运行状况良好。
2019—2020年,晋控天庆创造了4台气化炉单炉氧负荷10000m3/h连续运行1周以及5台气化炉连续运行周期在150d以上的运行纪录。但随着煤炭采购价格的节节攀升,为降低生产成本,晋控天庆气化装置所用原料煤品种也逐渐增多——大矿和地方小矿产煤混合使用,最多的时候达10多种原料煤,正常生产时也有3~4种原料煤;多来源煤种给煤炭的运输、转运、储存、上煤等带来严峻的挑战,同时原料煤煤质的不稳定也给气化炉的连续稳定运行带来很大的压力,影响企业的经济效益。因此,降低碎煤加压气化装置的煤耗成为晋控天庆2021年生产运行管理的重中之重。
2 降低碎煤加压气化装置煤耗的优化措施
2.1 入厂煤质量的影响及优化
对于入厂煤的检验,因人工采样存在大量死角,不能对煤样采集进行全覆盖,管控存在漏洞,易导致入厂煤质量不稳定,经常出现多批次大量不合格煤进厂的情况。为此,晋控天庆采用先进的自动取样机与人工抽检相结合的方式进行入厂煤质量管控,对入厂的每一车煤先用自动取样机取样,分析人员再对每批次煤随机抽检,发现不合格立刻加样,并对不合格煤进行扣吨月底补煤的方式进行处理,以有效提高入厂煤的合格率;同时,晋控天庆每天还对入厂煤煤质分析数据进行实时分享,让操作人员实时掌握第一手资料,为气化炉的操作调整提供数据支持。通过采取一系列的保障措施和精心筛选,目前晋控天庆气化装置采用以晋能控股集团下属寺河二号井煤炭为主、配烧其他煤种为辅的煤炭供应策略,全年入炉煤固定碳含量合格率达97%,为气化炉的稳定运行奠定了基础。
2.2 入炉煤掺配比例的影响及优化
入炉煤掺配比例不合适,气化炉高负荷运行时易造成床层烧穿、沟流,严重时会局部形成结焦,影响气化炉的负荷与长周期运行。为杜绝因气化炉结焦导致的停车,提高气化炉的在线率,晋控天庆分析人员每班都要对进入煤仓前的煤进行取样分析,气化车间则要派专人每天对入炉煤的掺配比例进行现场确认,并在原料煤进入皮带前随机抽检,保证入炉煤的掺烧比例和固定碳含量合格,尽可能减少入炉煤掺烧比例不合格对气化炉稳定运行的影响。
2.3 原料煤固定碳含量的影响及优化
煤炭发热量的主要影响因素是其固定碳含量,提高原料煤的固定碳含量,煤炭有效成分提高,灰分、挥发分等相应降低:挥发分低,气化过程中副产品如焦油、中油产量会随之降低,也就相应降低了气化煤气水的处理难度;而且,原料煤的固定碳含量高还可降低汽氧比,使气化产生的煤气水量减少,也可相应减少煤气水的处理量。
晋控天庆气化装置要求所用原料煤的固定碳含量>74%,2019年气化原料煤固定碳含量年均值为76.65%,原料煤主要分析数据年均合格率为84.0%。2020年晋控天庆气化装置所用原料煤主要分析数据见表1。
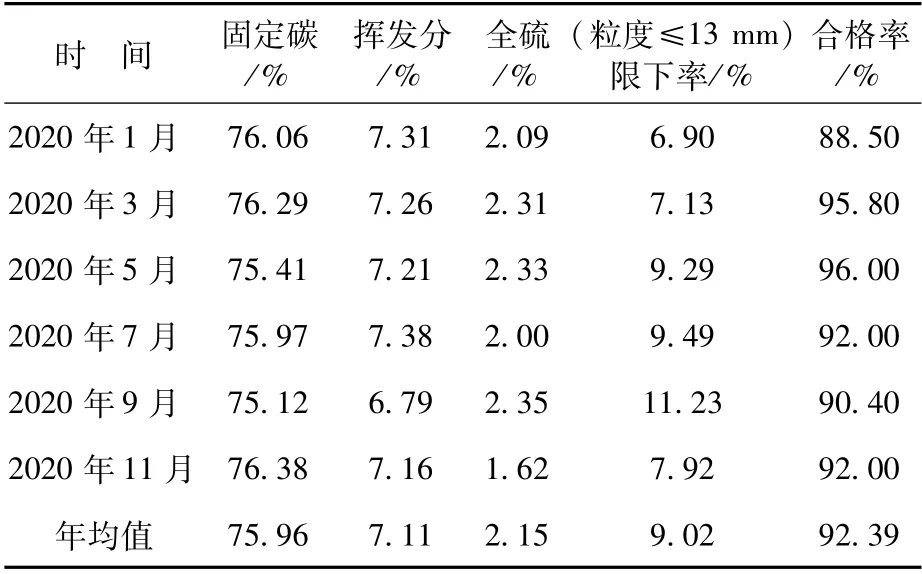
表1 2020年气化装置所用原料煤主要分析数据
由表1可以看出:2020年晋控天庆气化装置所用原料煤主要分析数据年均合格率为92.39%,较2019年的84.0%提高了8.39%;其中,2020年气化装置所用原料煤的固定碳含量和限下率两个重要指标有较为明显的变化,对气化炉的生产运行造成了一定的影响,具体如下。
2020年气化装置所用原料煤固定碳含量年均值为75.96%,较2019年的76.65% 下降了0.69%,这给气化炉的操作运行和吨氨煤耗带来了一定的负面影响——因固定碳含量低导致2020年吨氨煤耗较2019年的1032kg增加7kg。吨氨煤耗增加7kg,总氨产量按869.2kt/a计,年增加原料煤消耗6084.4t;煤炭价格按750元/t计,年增加煤炭采购成本456.33万元,对晋控天庆2020年的经营效益造成较大影响。
固定碳含量高的煤种,气化炉运行中可控制较低的汽氧比,可使气化炉在较高的负荷下运行;同时,固定碳含量高,气化炉产出有效气(H2+CO)含量也更高,对系统生产有利。据统计,2020年晋控天庆气化装置单炉氧负荷平均为8300m3/h、汽氧比平均为5.2kg/m3;剔除开停车及大修的影响,气化炉实际运行氧负荷平均为9000m3/h、汽氧比平均为5.0kg/m3。2020年与2019年气化炉所产粗煤气成分(年均值)的对比见表2。可以看出,2020年气化炉所产粗煤气有效气体含量为64.64%,2019年为64.77%,2020年较2019年气化炉所产粗煤气有效气含量低0.13%,因有效气含量降低导致2020年吨氨煤耗增加1.3kg。

表2 鲁奇炉所产粗煤气成分(年均值)的对比%
但是,气化炉所用原料煤固定碳含量高,也会造成炉内反应速率减慢,反应不完全,煤在炉内停留时间长,灰中残炭增高等,同时会使原料煤的采购成本增高。因此,将原料煤的固定碳含量与工艺运行控制及煤的采购成本相结合(还需考虑原料煤的可获得性),探寻最经济的固定碳含量,是一个需要长期摸索的过程。总的来说,原料煤的固定碳含量高,对气化炉的运行工况较为有利,对气化装置的稳定运行及提升企业的经济效益有益。但因到货原料煤品种多,各种原料煤的固定碳含量有一定的差异,如何减少固定碳含量差异对气化炉运行带来的影响,也是一个需要长期攻关的问题。
2.4 入炉煤灰熔点的影响及优化
制气条件主要取决于气化炉的结构和入炉煤的理化性质,其中煤的灰熔点是气化用煤的重要指标。鲁奇炉的操作温度一般控制在煤灰变形温度和软化温度之间,晋控天庆气化装置入炉煤灰熔点基本上在1475℃以上,由此可以控制较低的汽氧比,提高炉内反应温度,减少蒸汽消耗和煤气水产生量,提高蒸汽分解率,有利于制气及节能降耗。但受气化炉炉箅设计材质的影响,过高的气化炉操作温度会对炉箅造成较大的伤害,且易造成炉内结渣。因此,汽氧比的选择既要保证气化炉不结渣以免工况恶化,又要保证不因蒸汽用量太大导致灰细增多而排灰困难。若入炉煤的灰熔点相差较大,就无法选择最佳的汽氧比,简言之,入炉煤的灰熔点应尽量接近,定期对入厂煤和入炉煤进行灰熔点分析非常必要。
实际生产管理中,晋控天庆每周对入厂煤的灰熔点进行1次分析,对新煤种则增加分析频次并分批次抽检,对入炉煤灰熔点随时抽检,做到动态管理,以保证气化炉用煤灰熔点的稳定性和合格率,为稳定生产保驾护航;同时,将灰熔点不同的煤分开堆放,建立煤场煤炭存放示意图和台账,据各煤种灰熔点科学调配掺烧比例,合理配烧或单烧,以利于选择最佳的汽氧比,防止炉内结渣或灰细过多问题的出现。
2.5 入炉煤粒度的影响及优化
在炉箅的转动下,理想状态下鲁奇炉同一截面上气化剂的分布是均匀的,但因入炉煤的粒度不同,比表面积也不同,也就给鲁奇炉的运行带来了不同的影响:小粒度的煤比表面积较大,反应速度快,需要的氧气也较多,炉内反应激烈,容易引起局部结渣现象;大粒度的煤比表面积小,反应不完全,与灰渣一起排出时引起灰锁温度升高、灰渣中残炭升高,会导致煤耗增加。
鲁奇炉属于碎煤加压气化炉,要求入炉煤粒度13~50mm的占比在90%以上,入炉煤粒度分布范围过大和单一粒度占比太高均不利于制气:粒度>60mm的占比太高,易造成加煤系统堵塞,还会在炉内产生架桥现象,造成蓬料不下煤、炉内反应不完全、灰渣中残炭及煤耗增加;粒度<13mm的占比太高,气化炉床层阻力增大,燃烧剧烈,易造成炉内结渣现象;入炉煤粒度分布范围过大,入炉过程中会造成大粒度煤粒较多地散布在炉壁四周、小粒度煤粒较多地集中在炉中心,引起气化剂分布不均,影响系统稳定运行及产气量。据多年的生产经验,晋控天庆对入炉煤粒度控制制定了以下标准:粒度>60mm的占比≤5%,粒度25~60mm的占比≥58%,粒度13~25mm的占比≤30%,粒度6~13mm的占比≤5%,粒度<6mm的占比<2%。
转运和碰撞是块煤破碎的主要原因,保证原料煤粒度,主要是减少煤炭储运过程中的破碎。因此,减小皮带与溜槽之间的落差、减轻皮带卸煤时块煤间的碰撞、减轻块煤从煤仓进入煤锁过程中的挤压,是减小块煤破碎率的有效手段。目前,晋控天庆正在就这些方面进行优化与攻关(现正在试验中),拟通过设计螺旋溜槽、增加缓冲装置等手段减小煤炭储运过程中的破碎率。
2.6 原料煤水分的影响及优化
煤中水分有外在水分、内在水分、结晶水三种存在状态。煤的内水含量高,煤的热值会降低,气化过程中会吸收热量用于水分的蒸发,从而导致气化炉反应温度降低和污水产生量增加,使生产效率降低;煤的内水含量高,储运过程中会增加运费,加速其风化和破碎;煤的内水含量高,筛分过程中易吸附粉煤,过多的粉煤入炉会引起煤锁蓬料,炉况恶化,不利于生产。因此,晋控天庆对固定矿点的煤炭储存以及雨雪季节的煤炭储运尤为重视,坚持储新用旧、减少露天存放时间、缩短存期的原则,一方面防止煤中含水量增加,另一方面防止长期存放时内部水分蒸发因蓄热而发生自燃。总之,既要保证煤炭的使用量及质量,又要减少煤炭的存储量以及煤炭水含量高对气化炉运行带来的影响。
2.7 入炉煤挥发分的影响及优化
煤的挥发分反映了煤的变质程度,变质程度越深,挥发分越少。合成氨及煤制天然气生产系统一般要求使用高变质程度的低硫无烟煤,这种煤挥发分低,故副产品中焦油、中油、酚、氨的产生量少,可有效减少煤气水处理费用。据实际生产经验,煤的挥发分大于8%,煤气及煤气水成分就会有一定的变化,气化炉产气率也会随之降低,故晋控天庆气化装置控制入炉煤挥发分在8%以下。
2.8 汽氧比的影响及控制
汽氧比是指气化剂中水蒸气与氧气的比值。汽氧比是调整、控制气化过程温度,改变煤气组成,以及影响副产品产量及煤气质量的重要因素。气化炉运行中,控制较高的汽氧比会使气化反应温度降低,蒸汽分解率下降,使蒸汽耗量大大增加,且使煤气水处理系统负荷增大;同时,汽氧比高易导致细灰增多,不利于排灰和制气,也会使煤气水产生量和处理费用增大。因此,为保证气化炉有正常的热状态,在不引起灰分熔融的条件下,气化过程应尽可能采用低汽氧比操作。但汽氧比也不能过低,否则会造成炉内结渣,使气化炉工况恶化;若有不同灰熔点的煤混烧,过低的汽氧比更易造成炉内局部结渣和灰渣残炭升高,导致生产不稳定和碳利用率降低。
晋控天庆气化装置入炉煤灰熔点基本上在1475℃以上,故通过调整汽氧比优化气化炉运行工况的空间较大,最低汽氧比曾降至4.3kg/m3,系统高负荷运行状态时汽氧比基本上控制在5.0 kg/m3以下。考虑气化装置运行效益的最大化,晋控天庆气化装置采用不同煤种配烧,不同煤种配烧的情况下更需探寻一个最佳汽氧比,这就要求加强对灰样的观察,运行班组每班至少取灰1~2次,及时根据灰样变化(生产正常时灰样略有烧结、粒度中等,呈灰黄色或灰白色)调整汽氧比,避免影响生产;同时,取灰口的位置及完好也很关键,这关系到灰样是否有代表性,否则会对操作调整起误导作用,应定期对取样口进行检查维修,保持其完好性。
2.9 灰渣残炭的影响及优化
晋控天庆每天白班都会对运行炉灰渣进行残炭抽检,每周对分析结果进行对比,月度进行总结和比较分析;生产中通过控制稳定的灰锁温度、尽可能降低汽氧比、提高气化剂温度等手段降低灰渣残炭。6台鲁奇炉(1#~6#炉)2020年与2019年灰渣残炭分析数据(年均值)的对比见表3。可以看到,2020年晋控天庆1#~6#鲁奇炉灰渣残炭年均值为5.21%,较2019年的年均值4.53%增高0.68%。经分析,2020年晋控天庆1#~6#鲁奇炉灰渣残炭分析数据偏高主要集中在气化炉的开停车期间,是气化炉开车后的低负荷运行造成的,剔除2020年4月、5月大修前后气化炉开停车期间的异常数据,2020年晋控天庆1#~6#鲁奇炉的实际灰渣残炭年均值为4.60%,相较于2019年的4.53%增高0.07%。2020年较2019年灰渣残炭增高以0.68%计,经测算,会造成吨氨煤耗增加0.15kg。
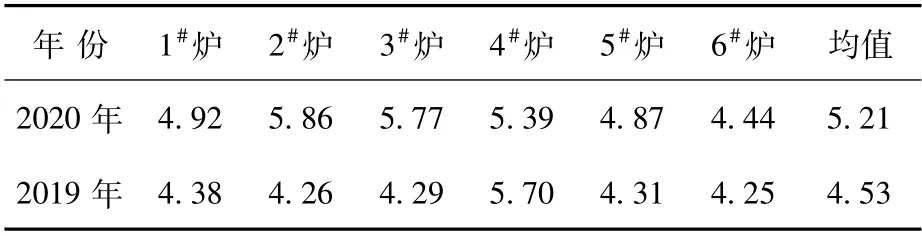
表3 鲁奇炉灰渣残炭分析数据(年均值)的对比%
3 结束语
通过对4.0MPa碎煤加压鲁奇炉的长期运行总结,如今晋控天庆在使用晋城地区中块煤、低硫小块煤、低硫混块煤等多煤种的分类存储和试烧方面积累了丰富的经验。虽然小块煤和混块煤比表面积大、机械强度低,受热易破碎、稳定性差,且运行过程中频繁换煤种对气化炉的高负荷运行造成一定的影响,但低成本采购的原料煤叠加晋控天庆自创的气化炉12h开车并网运行操作法(原始设计4.0MPa碎煤加压鲁奇炉开车时各阶段时长分别为:蒸汽升温6h,空气运行6h,切氧、提压、并网3h;现经过长期的运行经验总结,鲁奇炉开车时长已缩短至12h),使得晋控天庆气化装置的煤耗明显降低,产品生产成本得到有效控制,使企业有了较强的盈利能力,从而形成了良性发展的局面。