柴油加氢装置分馏塔的操作优化与节能改造
2022-02-15黄海鹏
黄 海 鹏
(中国石化茂名分公司,广东 茂名 525000)
柴油作为重要的轻质燃料油,在国民经济发展中起着十分重要的作用。通过原油蒸馏、催化裂化、热裂化、加氢裂化、延迟焦化等工艺得到的柴油馏分,含有较多的硫、氮、氧、烯烃等,稳定性差,易变色变质,达不到柴油产品质量指标要求,无法直接使用[1-2]。特别是随着原油重质化、劣质化趋势加重,加氢精制等二次加工过程愈发重要。柴油加氢工艺可有效降低柴油中硫、氮、氧、烯烃的含量,提高产品的稳定性,减少油品消费对环境的污染[3]。针对柴油加氢装置的分馏过程,可借助流程模拟软件Aspen Plus 10模拟优化操作参数,合理匹配热量回收利用,在生产低硫高质量柴油的同时,降低装置能耗,提高装置用能水平[4]。
中国石化茂名分公司4号柴油加氢装置设计加工能力为3.0 Mt/a,原料油主要为直馏柴油、焦化柴油、催化裂化柴油、渣油加氢柴油、蜡油加氢柴油等的混合油料,产品为精制柴油及部分石脑油。装置主要包括反应系统、分馏系统、脱硫系统和公用工程等几个部分,重点耗能设备主要包括反应器、分馏塔、加热炉、机泵和压缩机等。装置现有工艺流程中冷低压分离器油(简称冷低分油)与热低压分离器油(简称热低分油)两股物料在高、低压分离系统中分离,又在下游进分馏塔前混合,混合前温度分别为204 ℃和261 ℃,混合温差较大,造成混合过程产生一定的损。本课题借助流程模拟软件Aspen Plus 10,通过对分馏塔的冷、热低分油进料位置和进料板块进行操作优化,同时进行以提高冷低分油换热终温为目标的换热流程优化调整,减少汽提过程的蒸汽消耗,有效降低装置的综合能耗。
1 流程模拟
1.1 基础数据
基础数据的准确性与模拟结果的可靠性密切相关。由于混合原料油的性质波动,4号柴油加氢装置的原料及产品等数据波动较大,为减小模拟误差,选择4号柴油加氢装置典型的流程参数及产品质量分析数据作为模拟调优的基础数据[5]。装置的物料平衡数据见表1,混合原料油、粗石脑油、精制柴油的密度和馏程(ASTM D86)见表2。
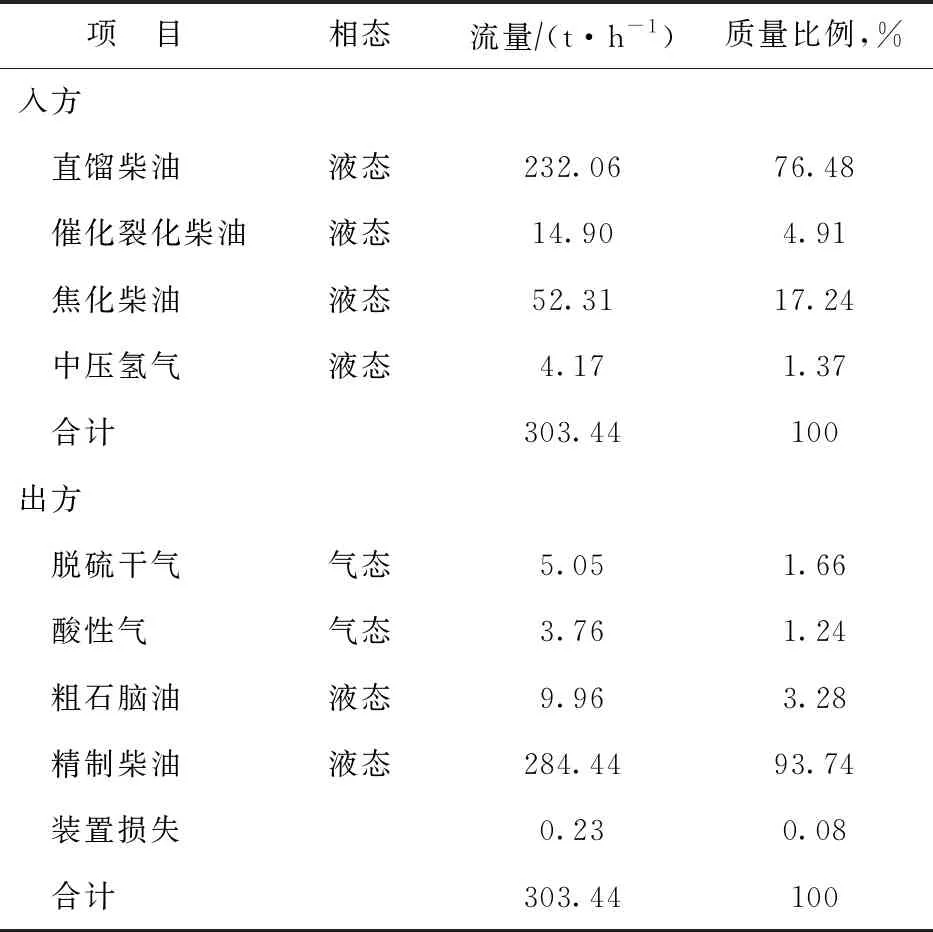
表1 装置物料平衡数据
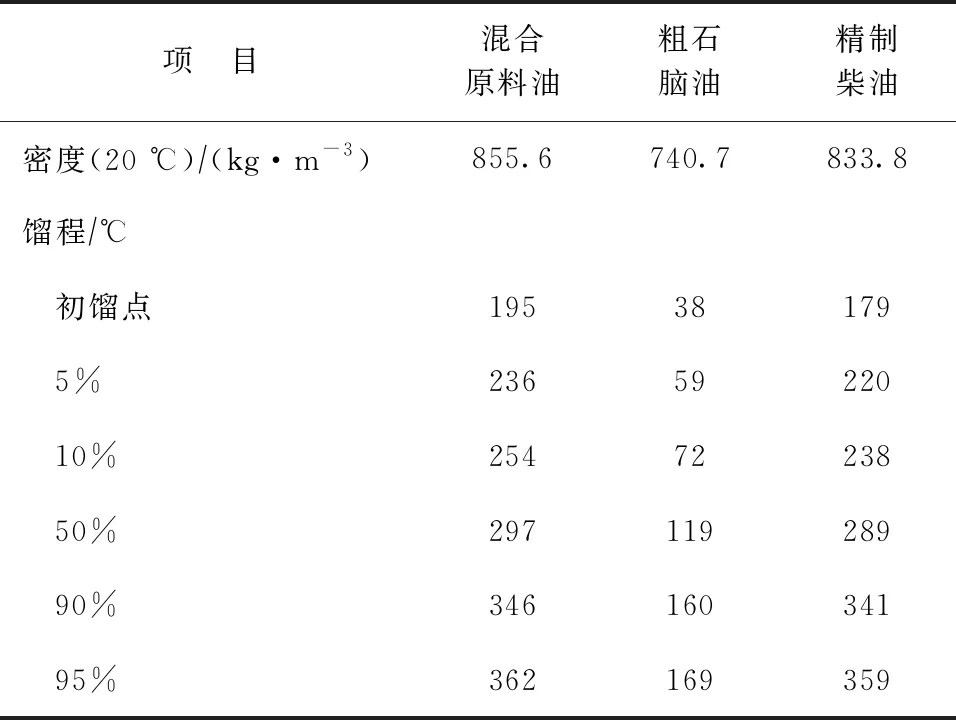
表2 粗石脑油、原料柴油、精制柴油的密度和馏程
1.2 分馏过程参数
4号柴油加氢装置分馏部分设计采用双汽提塔流程,包括柴油脱硫化氢汽提分馏塔(T501)和汽油脱硫化氢汽提分馏塔(T502)。图1为T501的局部流程示意。热低分油与经换热升温的冷低分油混合后进入T501,塔底通入1.0 MPa汽提蒸汽。塔顶油气经塔顶空气冷却器(A502)、塔顶水冷器(E512)冷凝冷却至40 ℃,进入塔顶回流罐(V513)进行气、油、水三相分离。含硫干气送至脱硫塔进行脱硫;含硫污水送至含硫污水罐;油相经分馏塔塔顶回流泵升压后,一部分作为塔顶回流,另一部分作为汽油脱硫化氢汽提塔的进料(粗汽油)。T501的操作参数见表3。
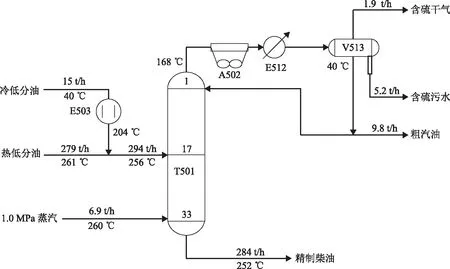
图1 T501的局部流程示意
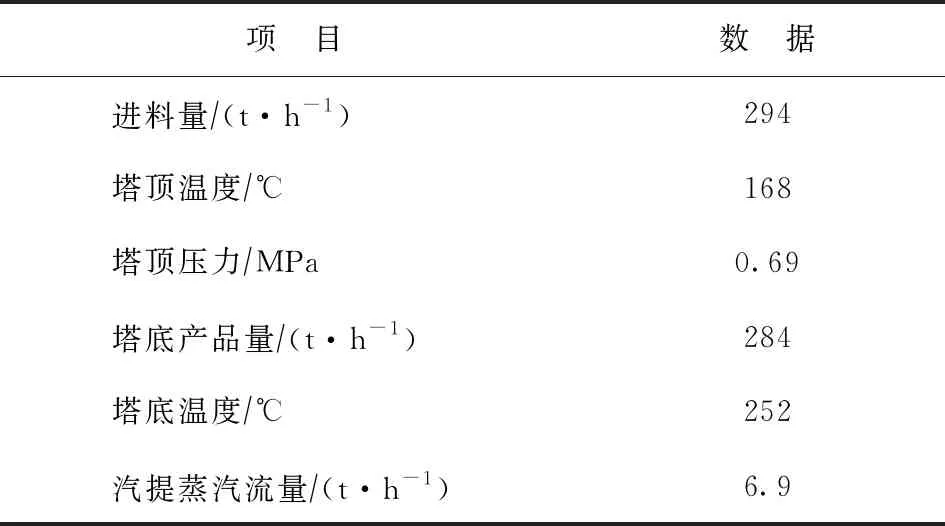
表3 T501的操作参数
1.3 热力学模型选择
热力学模型的选择对流程模拟计算收敛的快慢及结果准确性至关重要,是否符合实际过程是模型选择的重要标准。热力学模型选择与分离物系的性质,压力、温度等密切相关。针对不同物系热力学方法的选择,可以借助Aspen Plus 10软件的热力学模型推荐。根据系统推荐,Garyson-Streed,BK10,Chao-Seader等模型适合柴油加氢体系,因此,选择其作为分馏塔模拟计算的热力学模型。
1.4 模拟结果
根据以上柴油加氢物系物性数据和所选用的Garyson-Streed,BK10,Chao-Seader等热力学模型,设塔板效率为0.5,在Aspen Plus 10中对T501进行模拟分析。由于采用BK-10时无法进行油水分离过程模拟,故在结果中舍弃。由此得到的相关模拟计算结果见表4,相应的精制柴油产品馏程模拟值及与实际值的对比见表5。由表4和表5可知,Garyson-Streed和Chao-Seader模型均能较好地描述该柴油加氢分馏塔的分离过程,模拟结果偏差较小,模拟准确度高。
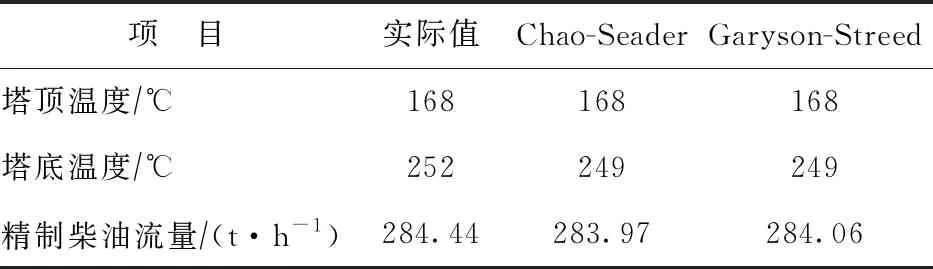
表4 采用不同模型的模拟计算结果及其与实际值的对比
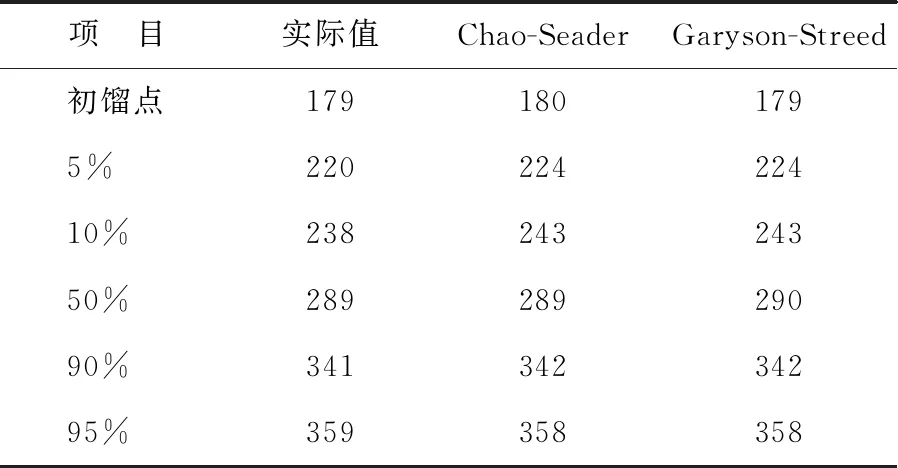
表5 采用不同模型的模拟精制柴油产品馏程及其与实际值的对比 ℃
2 操作优化
2.1 冷低分油进料温度与位置分析
由于设计流程中冷低分油与热低分油混合进料,混合过程产生较大的损,采用冷、热低分油分开进料,可消除不同组成、不同温度物流混合引起的过程损。采用控制变量法,对T501冷低分油进料位置及温度进行分析。利用Aspen Plus 10的灵敏度分析模块,分别以塔顶5%馏出温度、塔底95%馏出温度为设计规定,以塔底抽出率、汽提蒸汽流量为设计变量进行流程模拟,考察汽提蒸汽流量及塔底温度随冷低分油进料温度和进料位置的变化。当冷低分油进料位置为第6块塔板时,汽提蒸汽流量及塔底温度随冷低分油进料温度的变化如图2所示。当冷低分油进料温度为210 ℃时,汽提蒸汽流量及塔底温度随冷低分油进料位置的变化如表6所示。
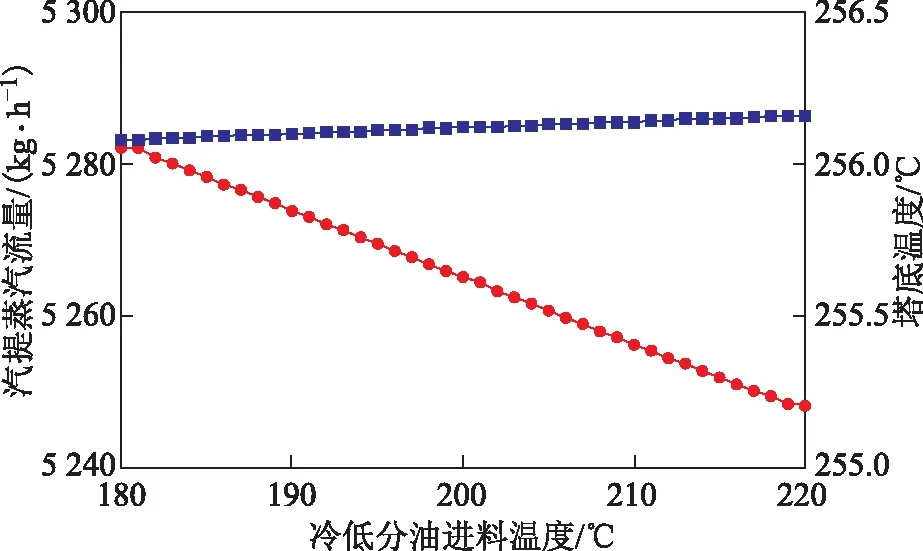
图2 汽提蒸汽流量及塔底温度随冷低分油进料温度的变化
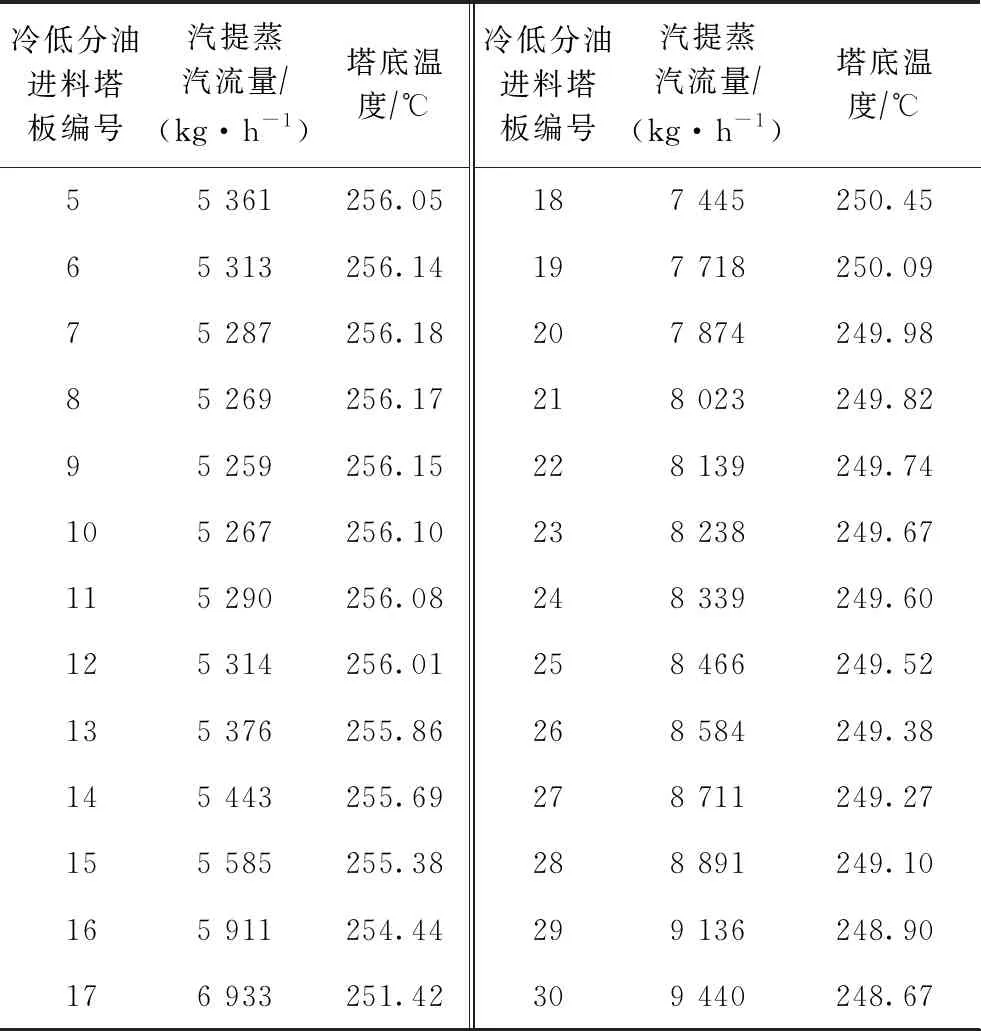
表6 汽提蒸汽流量及塔底温度随冷低分油进料位置的变化
从图2可以看出:随着冷低分油进料温度升高,T501所需的汽提蒸汽流量不断减小,但影响程度较小;随着冷低分油进料温度升高,塔底温度不断升高,但影响程度较轻微。这可能是由于冷低分油的进料温度与进料塔板处的温度较为接近,基本不会改变塔的气液分布,对塔分离的影响较小。考虑到加热冷低分油需要额外的热量,结合后续的换热流程优化,选择冷低分油进料温度为210 ℃。
从表6可以看出:随着冷低分油进料位置从第5块塔板逐渐下移到第14块塔板,汽提蒸汽流量和塔底温度的变化幅度均不大;当冷低分油进料位置从第15块塔板逐渐下移到第18块塔板时,汽提蒸汽流量急剧增加,塔底温度急剧降低;当冷低分油进料位置从第19块塔板逐渐下移至第30块塔板时,汽提蒸汽流量平稳增大,塔底温度缓慢降低。本研究选择冷低分油的进料位置为第9块塔板。
2.2 热低分油进料温度与位置分析
采用控制变量法,对T501的热低分油进料位置及温度进行分析。利用Aspen Plus 10的灵敏度分析模块,分别以塔顶油5%馏出温度、塔底油95%馏出温度为设计规定,以塔底抽出率、汽提蒸汽流量为设计变量进行流程模拟分析。当热低分油进料位置为第17块塔板时,汽提蒸汽流量及塔底温度随热低分油进料温度的变化如图3所示。当热低分油进料温度为261 ℃时,汽提蒸汽流量及塔底温度随热低分油进料位置的变化如表7所示。
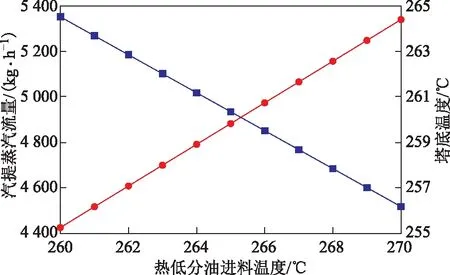
图3 汽提蒸汽流量及塔底温度随热低分油进料温度的变化
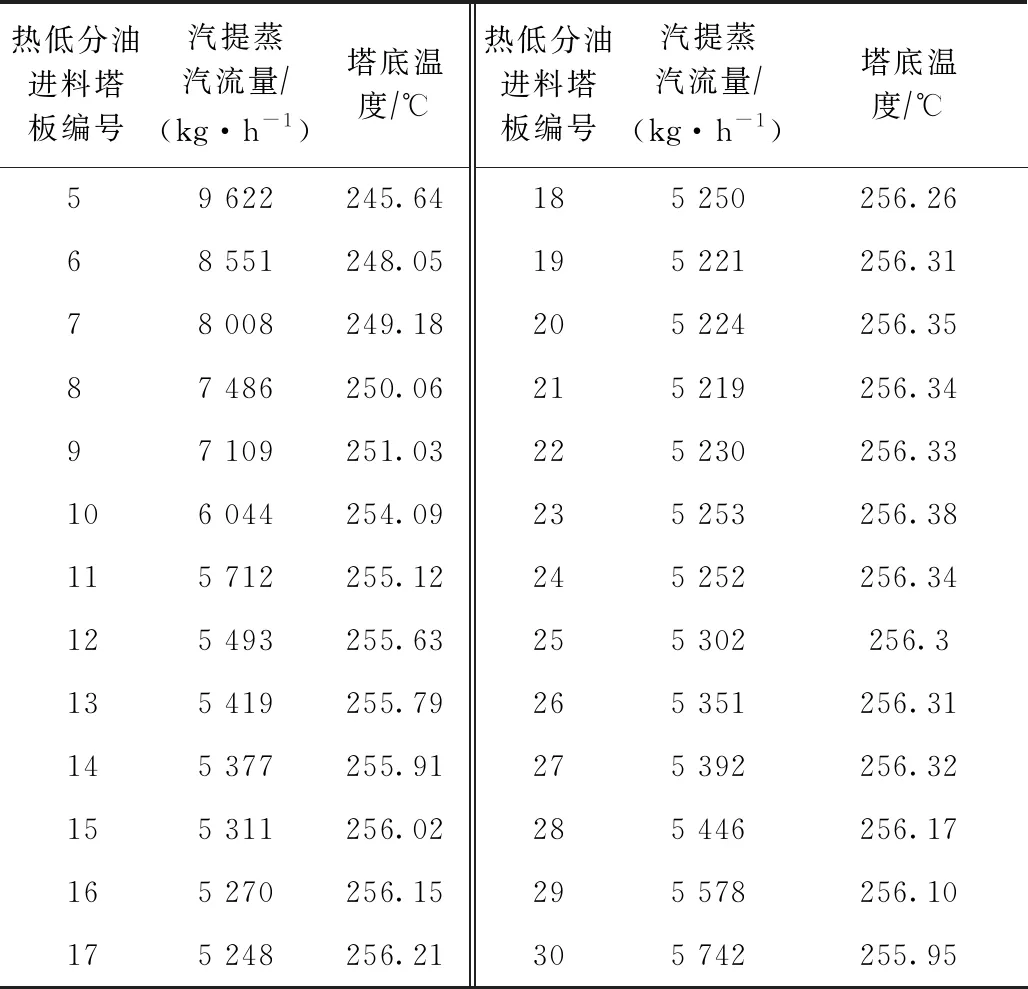
表7 汽提蒸汽流量及塔底温度随热低分油进料位置的变化
从图3可以看出:随着热低分油的进料温度升高,T501所需的汽提蒸汽流量线性减少,塔底温度线性增大。从表7可以看出:随着热低分油进料位置从第5块塔板逐渐下移到第10块塔板,汽提蒸汽流量急剧减少,塔底温度急剧升高;当热低分油进料位置从第11块塔板逐渐下移到第15块塔板时,汽提蒸汽流量缓慢减少,塔底温度缓慢升高;当热低分油进料位置从第16块塔板逐渐下移到第30块塔板时,汽提蒸汽流量先基本不变而后略有增大,塔底温度基本不变。故本研究保持热低分油的进料塔板不变,仍为第17块。
2.3 综合优化分析
同时优化冷低分油的进料位置、进料温度及热低分油的进料位置,优化后的塔底精制柴油馏程如表8所示。由表8可以看出,采用不同的优化措施时,塔底精制柴油产品馏程与优化前一致,可见采用优化的冷、热低分油分开进料方式不会对精制柴油产品性质产生影响。
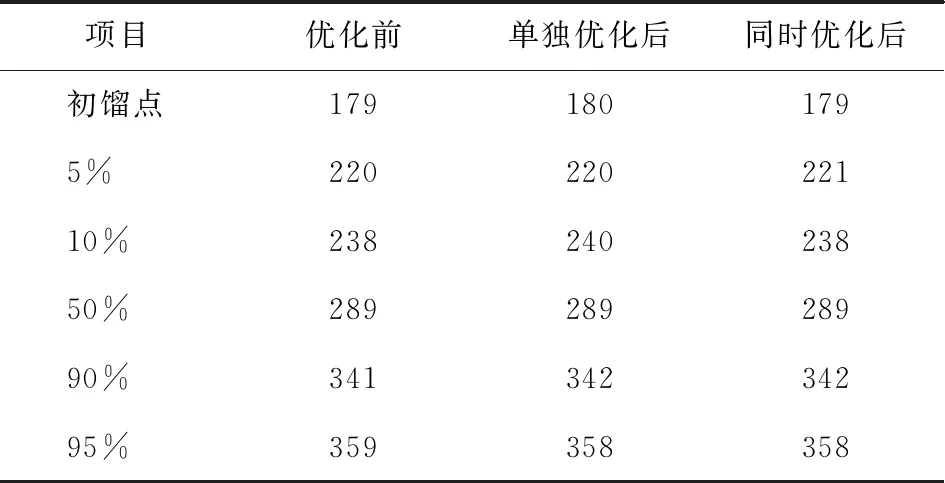
表8 优化前后的精制柴油产品馏程 ℃
优化后T501的局部流程示意见图4,汽提蒸汽流量为5.2 t/h。假如通过提高反应流出物进入热高压分离器的温度将热低分油进料温度从261 ℃提高到266 ℃,蒸汽用量将进一步下降513 kg/h。
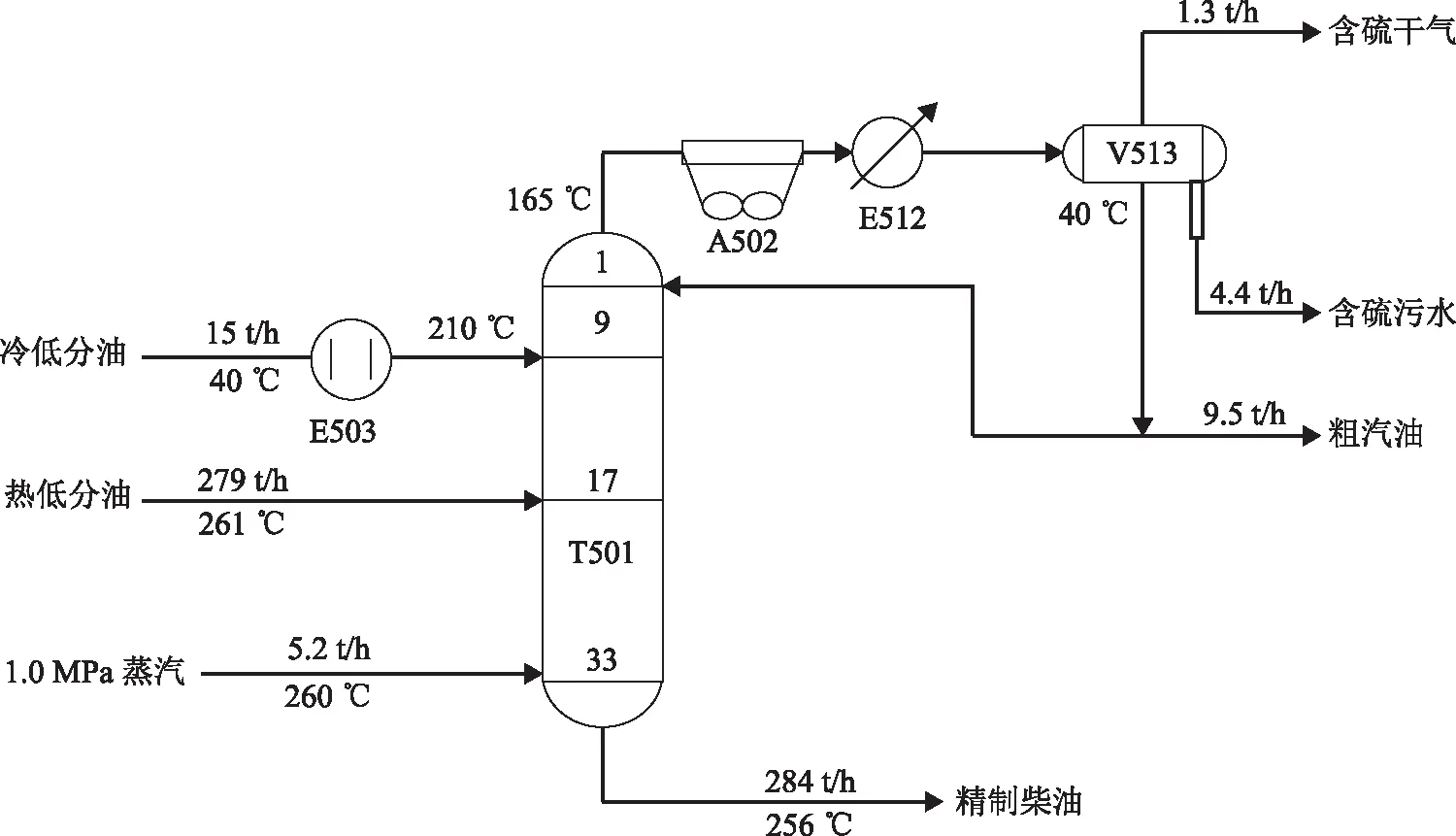
图4 优化后T501的流程示意
3 精制柴油换热流程调整
根据汽提分馏过程操作优化,通过调整精制柴油换热流程,强化精制柴油的热量回收,提高冷低分油的换热终温及原料油的换热温度。精制柴油原有的换热流程如图5所示,对应的换热物流工艺参数及换热器负荷见表9。在原有换热流程中,精制柴油先与温度较低的冷低分油、T502重沸器及T502进料换热,然后再与温度较高的混合原料油换热。

表9 原有换热流程对应的换热物流工艺参数及换热器负荷
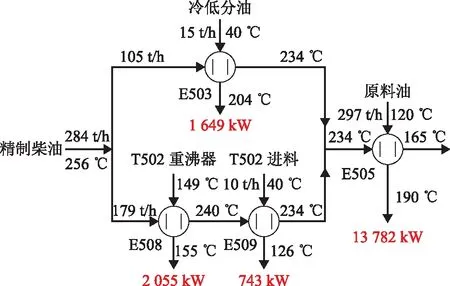
图5 原有的精制柴油换热流程
优化调整后,根据热量梯级利用原理,精制柴油首先作为温位相对高的T502再沸器热源,再与温度较高的混合原料油换热,之后与温度相对较低的T502进料、冷低分油换热。优化后的精制柴油换热流程如图6所示,优化后的冷热物流工艺参数及换热器负荷见表10。
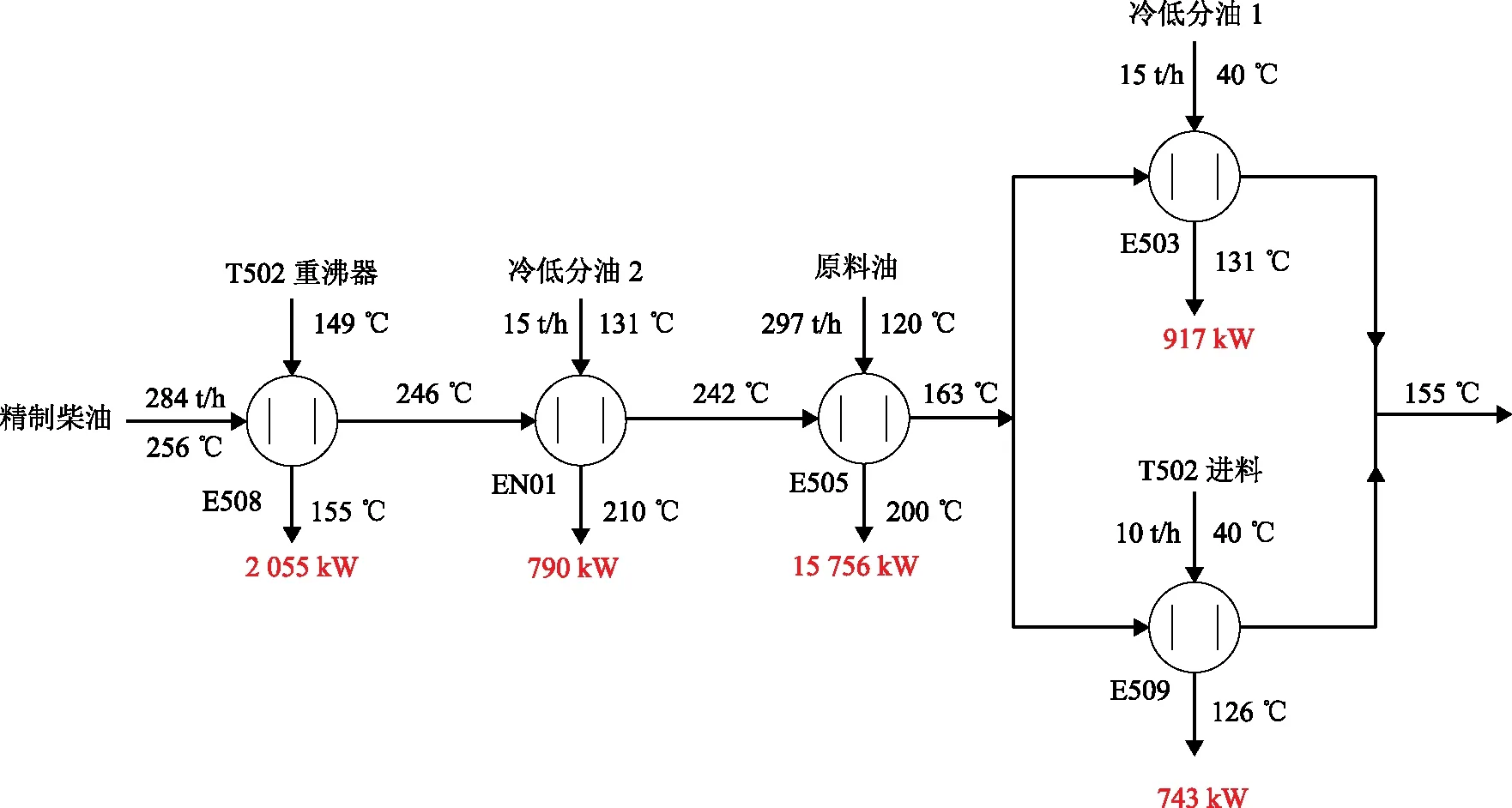
图6 优化后的精制柴油换热流程
由表10可知:换热流程优化调整后,冷低分油换热终温升高至210 ℃,由此可使T501汽提蒸汽流量减少1.7 t/h;混合原料油换热终温提高至200 ℃,由此可使燃料气消耗减少188 m3/h;换热后精制柴油温度为155 ℃,其进入低温热系统,可在整体考虑基础上高效回收利用其热量。
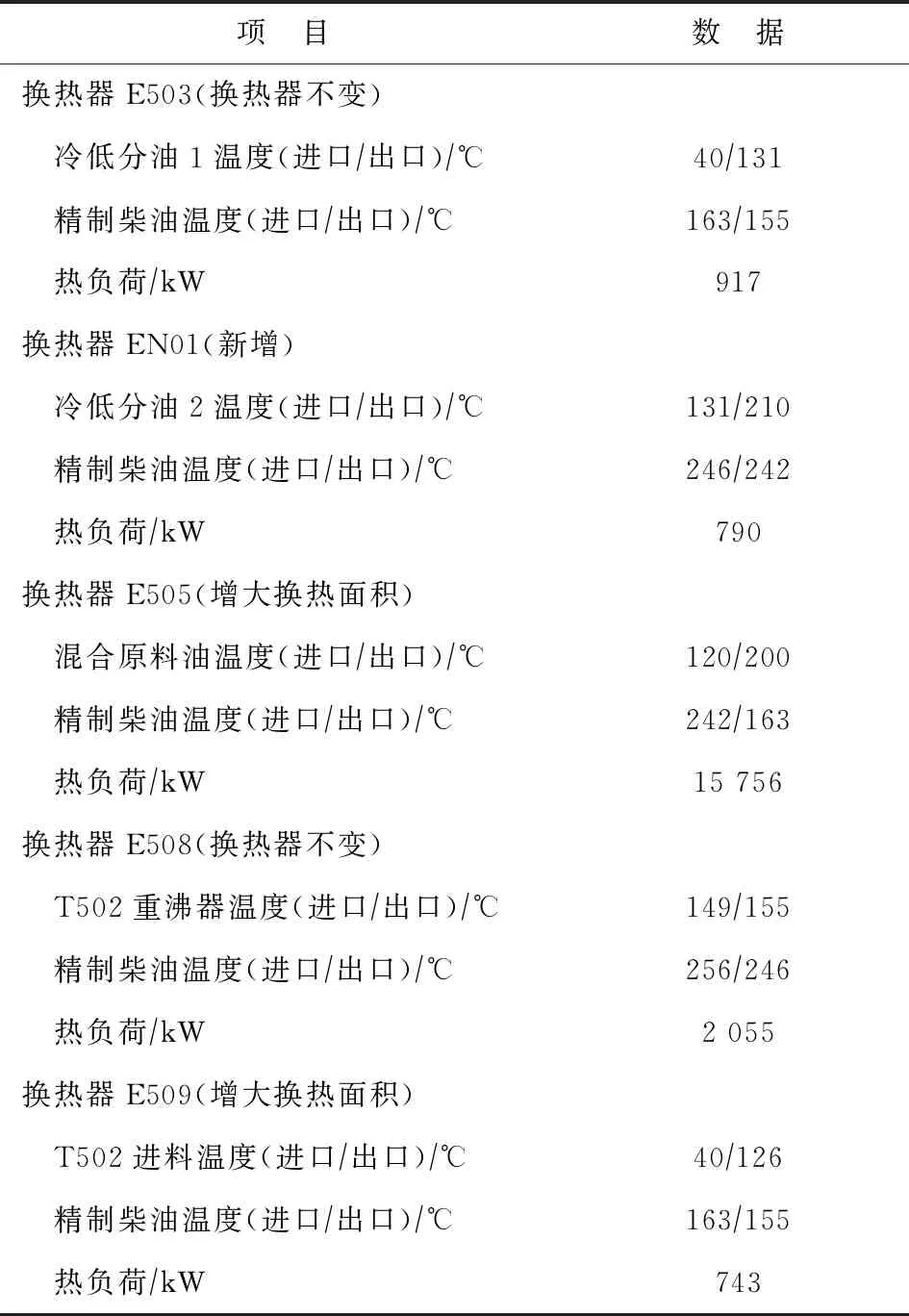
表10 优化后的精制柴油换热物流工艺参数及换热器负荷
4 结 论
(1)采用Chao-Seader和Garyson-Streed热力学模型可较好地描述中国石化茂名分公司4号柴油加氢装置T501分馏塔的分离过程,模拟结果准确度高,可反映实际分馏过程。
(3)现有优化下,汽提蒸汽流量最低为5.2 t/h,通过进一步提高热低分油换后温度,可以使分馏塔的汽提蒸汽流量进一步降低。
(4)配合汽提分馏塔进料温度、进料位置优化改进,对精制柴油换热流程进行优化调整,通过将冷低分油换热终温提高到210 ℃,使T501蒸汽流量减少1.7 t/h;通过提高原料油换热终温至200 ℃,使燃料气消耗量减少188 m3/h,节能降耗效果明显。