锥齿轮渗碳淬火工艺及其变形分析
2022-02-14孙晓军康根发许永春郭军校
孙晓军,康根发,许永春,卫 伟,时 杭,郭军校
(河南航天精工制造有限公司 河南省紧固连接技术重点实验室,河南 信阳 464000)
锥齿轮具有重合度高、传动平稳、承载能力大等优点,被广泛应用于各类机械设备中。锥齿轮的强度和硬度要求较高,制造时常采用渗碳淬火进行强化处理。但是,渗碳淬火工艺复杂,易产生热应力和组织应力而引起较大的变形,影响齿轮的传动质量[1-4]。本文用DEFORM有限元分析方法对锥齿轮渗碳淬火工艺过程及其变形行为进行分析,以期了解锥齿轮渗碳淬火过程的渗碳和相变情况,通过调整渗碳淬火工艺并进行压淬,在满足锥齿轮强度和硬度要求的基础上,减小锥齿轮的变形。
1 锥齿轮参数、单齿模型与渗碳淬火工艺
锥齿轮材料选用SNC815渗碳钢,其化学成分如表1所示。分析所用锥齿轮参数如表2所示。考虑到运算效率和经济性,分析时对工件进行了简化处理,取锥齿轮的一个齿进行模拟,并将该齿与其余轮齿的接触面作为对称面。对单齿模型划分四面体网格时,将网格数量设定为60 000个。锥齿轮单齿模型的网格划分效果如图1所示。

表1 SNC815钢的化学成分 wt %

表2 锥齿轮参数

图1 锥齿轮单齿模型的网格划分效果
锥齿轮的渗碳工艺为:预热550 ℃,在渗碳炉中强渗2 h,碳氛为1.1%;在渗碳炉中扩散2 h,碳氛为0.78%。显然,扩散期与强渗期的时间比为1∶1。
锥齿轮的淬火工艺为:初始设计淬火温度为840 ℃;使用快速淬火油进行淬冷时油温为60 ℃。
2 锥齿轮的渗碳和马氏体相变情况
锥齿轮在淬冷过程发生变形,主要是下列两种应力作用的结果:一种是热应力,即锥齿轮淬冷时不同部位的冷却速度不一致,温度变化存在差异,导致不同部位的冷缩不一致而产生热应力;另一种是组织应力,即锥齿轮在淬冷时会发生奥氏体向马氏体的转变,由于锥齿轮芯部和表面的冷却速度不同,发生奥氏体向马氏体转变的顺序和转变量也不一致,而马氏体相变会导致体积膨胀,故锥齿轮不同部位组织转变过程的不一致会产生组织应力[5]。对于渗碳锥齿轮来说,由于存在一定的渗碳层,齿轮的含碳量由表到里不断下降,导致从表层到芯部的马氏体相变温度逐渐升高,故其组织应力的作用更加复杂。渗碳锥齿轮在淬火时同时受热应力和组织应力的作用,导致了锥齿轮的变形。因此,对于渗碳锥齿轮变形的有限元分析来说,了解渗碳和马氏体相变情况至关重要[6]。
通过DEFORM有限元分析,可得锥齿轮渗碳处理过程的碳含量分析结果(图2)
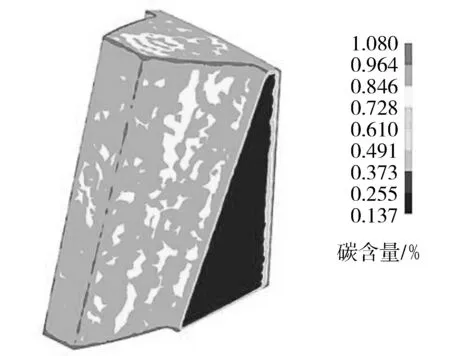
(a) 强渗期
对图2分析可知,锥齿轮在渗碳处理过程中,强渗后碳含量最大值达到了1.080%,碳含量较高,但渗碳层太薄,故需扩散期继续渗碳;扩散后碳含量最大值达到了0.793%,且渗碳层变厚了。
DEFORM有限元分析所得锥齿轮淬火处理过程的温度场变化情况如图3所示。
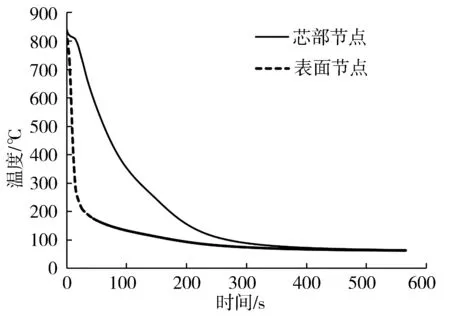
图3 锥齿轮淬火处理过程的温度场分析结果
由图3可见,在淬火处理过程中,锥齿轮表面节点的冷却速度快于芯部节点。分析可知,锥齿轮淬火过程的表面节点区域和芯部节点区域的温度场变化不同,冷却收缩过程不一致,导致了热应力的产生。
锥齿轮淬火处理过程的马氏体相变分析结果如图4所示。
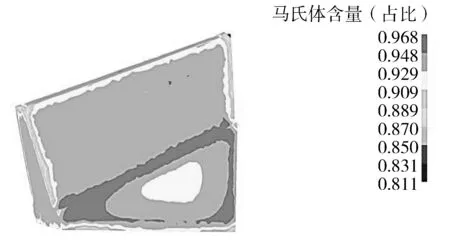
图4 锥齿轮淬火处理过程的马氏体相变分析结果
由图4可见,在淬火温度为840 ℃时,锥齿轮表面马氏体含量为92.9%~94.8%,芯部的马氏体含量最高,为96.8%。这说明锥齿轮在淬火处理过程中,芯部先于表面发生了马氏体相变。分析可知,由于锥齿轮芯部碳含量较低,马氏体相变的温度较高,淬火处理过程先于表面达到马氏体相变温度,因此,即使芯部冷却速度较慢,其马氏体相变也比表面先发生。
3 锥齿轮的变形
锥齿轮不同部位的温度和马氏体相变历程不同,导致了其在淬火过程中热应力和组织应力的产生,最终导致齿轮发生变形。图5所示为锥齿轮在渗碳淬火过程的大小端变形分析结果。
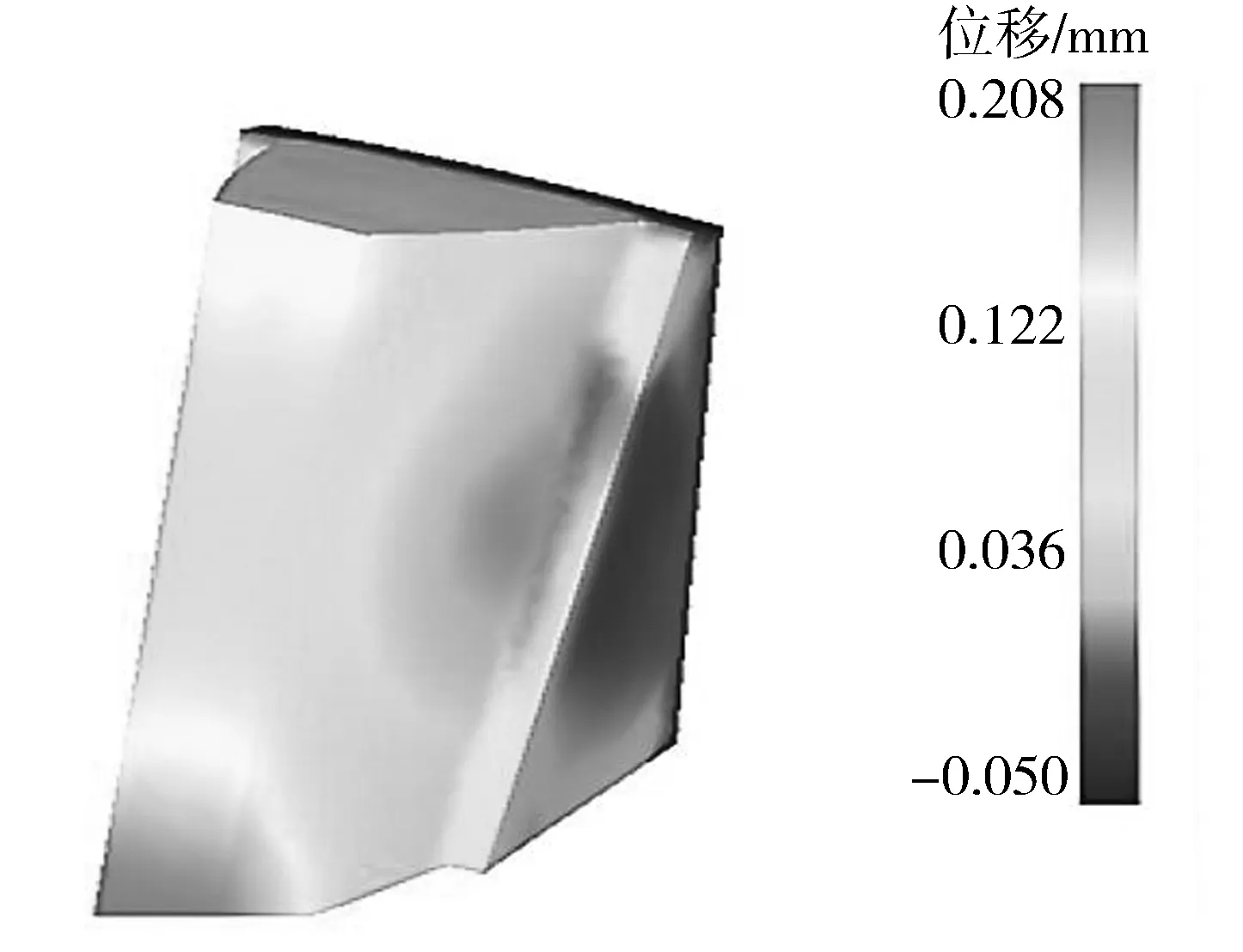
(a) 大 端
由图5可见:锥齿轮在渗碳淬火后大端牙冠向上翘起,最大翘曲量为0.208 mm;锥齿轮小端沿轴径方向向内膨胀,最大膨胀量为0.192 mm。
4 工艺优化结果
为了解决锥齿轮的变形问题,需要调整渗碳淬火的工艺参数。淬火温度越高,油淬时油和工件的温差越大,产生的收缩变形就越大,冷却时间就会变长,马氏体相变时的组织应力也就越大,会增加锥齿轮的变形[7]。淬火介质温度(指油温)越高,锥齿轮与冷却介质的温差越小,冷却收缩的变形就越小,淬火时产生的热应力也就越小,且淬火时马氏体含量越小,相应的体积膨胀减弱,锥齿轮的变形也会变小。本文将锥齿轮的淬火温度设置为820 ℃,淬火油温设置为40 ℃、60 ℃、80 ℃、100 ℃ 4种情况,分别进行了变形分析。表3所示为各工艺参数下的锥齿轮变形。分析发现,在淬火温度820 ℃和油温100 ℃的条件下,锥齿轮的大端变形和小端变形都最小。为了优化锥齿轮的渗碳淬火工艺,可将淬火温度调整为820 ℃,油温设定为100 ℃。
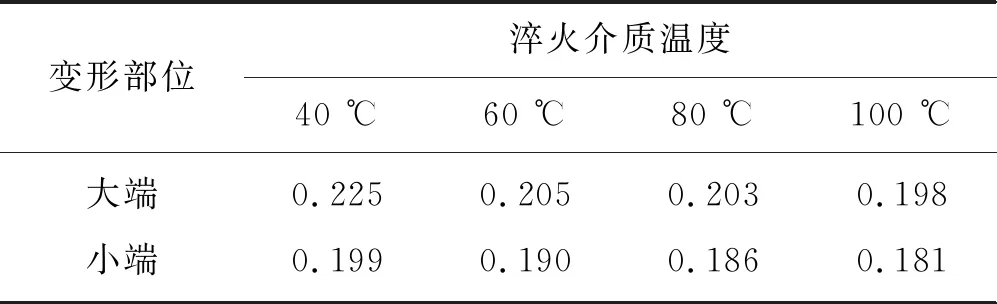
表3 各工艺参数下的锥齿轮变形 mm
工艺优化后锥齿轮的变形仍未满足技术要求,可采用压淬工艺来进一步减小锥齿轮的变形[8]。本文根据锥齿轮的变形特点,分别对其大端牙冠和小端内侧的变形区域施加1 800 N、3 000 N和5 000 N的力来约束锥齿轮的变形。表4所示为压淬工艺下的锥齿轮变形。
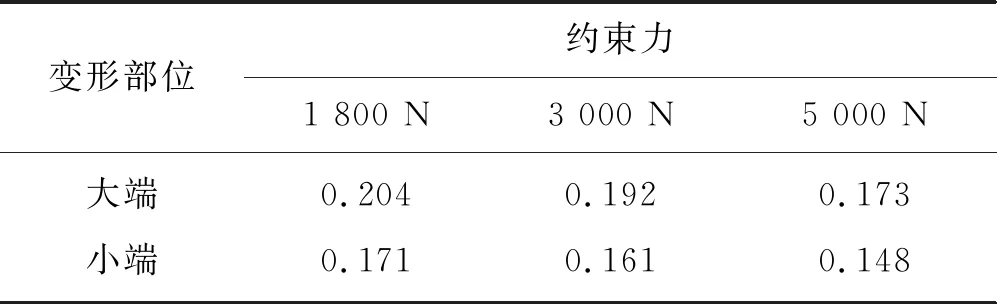
表4 压淬工艺下的锥齿轮变形 mm
由表4可知,施加5 000 N的约束力后,锥齿轮的变形较小,能够满足锥齿轮的加工技术要求。
5 结 论
本文通过DEFORM有限元分析,得出了锥齿轮在渗碳淬火处理过程的马氏体相变和大小端变形结果。通过优化渗碳淬火工艺并进行压淬,使锥齿轮大小端的变形得到了改善。在用5 000 N的力对锥齿轮进行压淬时,其大端和小端的变形可分别减小至0.173 mm和0.148 mm。
