利用响应面法优化蒸馏醋生产工艺的研究
2022-02-12叶荷生
毕 静,郑 萍,叶荷生
(1.江苏经贸职业技术学院,江苏 南京 211168;2.江苏恒顺集团有限公司,江苏 镇江 212000)
食醋是指单独或混合使用各种含有淀粉、糖的物料、食用酒精,经微生物发酵酿制而成的液体酸性调味品[1],其历史悠久,我国是世界上酿醋最早的国家。由于食醋采用的原料和生产工艺不同,风味也各不相同。食醋除含有大量的乙酸外,还含有其他的有机酸、糖类和氨基酸等物质[2-4]。
随着我国社会的进步和消费水平的提升,对各种风味食醋的需求不断加大。蒸馏醋是一种将发酵醋酸原料发酵后,取其汁经低温真空蒸馏收集馏出液而得到的无色透明、酸味纯正并略带清香的无色透明液体醋。因其无色透明而受到部分消费者的喜爱,且蒸馏醋是一种可在食品加工领域广泛使用的基础性生产原料,能满足于加工调味汁、调味番茄酱和腌渍菜等的需要[5-6]。
通常,在一定温度下,某一化学物质的饱和蒸气压越大,该物质越容易挥发,当分压达到饱和蒸汽压,就会达到平衡状态。根据兰氏化学手册(第13版)[7],水的饱和蒸汽压为3.168 kPa,乙酸的饱和蒸汽压为2.10 kPa,看似乙酸比水更难蒸馏,但乙酸分子中的羧基(-COOH)是亲水性基团,能与水形成氢键,食醋中的乙酸和水分子间的氢键是主导食醋体系理化性质的最强化学力,使得其相对挥发度十分接近,乙酸混合液相对挥发速率(95%)为0.39,水相对挥发速率为0.36,因此,乙酸在进行真空蒸馏时能和水同时被蒸馏出来,而不是大部分留下,这就为应用低温真空蒸馏法生产蒸馏醋提供了理论基础。
在本研究中,蒸馏醋生产工艺是一种醋原液以纯粮食经酒精发酵、固态分层醋酸发酵后,取其汁经低温真空蒸馏收集馏出液而得到的一种具有清香风味蒸馏醋的新工艺(该生产工艺在国内尚未见报道),并利用响应面法对低温真空蒸馏法生产蒸馏醋工艺进行优化[8-11],以蒸馏醋得率为考察指标,得到低温真空蒸馏醋生产的最佳工艺条件[12-16],该研究可为蒸馏醋工业化生产提供理论参考。
1 材料与方法
1.1 材料与设备
1.1.1 材料
糯米、麸皮、大糠,镇江市市场所售。
1.1.2 仪器与设备
真空蒸馏器(包括带夹层的蒸馏器、带盘管的冷却器和抽真空系统),自制。
1.2 方法
1.2.1 生产工艺
由大米或糯米经糖化、酒精发酵和醋酸发酵后,将其发酵液在一定的真空度下加热蒸馏,蒸馏液经冷却收集后勾兑得到所需的蒸馏醋,成品蒸馏醋中醋酸含量不小于3.5 g/100 mL。
真空度控制在0.03~0.07 MPa,加热温度控制在30~70℃,蒸馏时间控制在10~18 h。
1.2.2 测定项目与方法
1.2.2.1 酸度
采用GB/T 18623—2011[17]中规定的方法进行测定。
1.2.2.2 蒸馏醋得率
蒸馏醋得率(Y)按下列公式计算:
式中:C1为成品蒸馏醋醋酸含量,g/100 mL;C2为蒸馏用的发酵液醋酸含量,g/100 mL;V1为成品蒸馏醋体积数,m3;V2为蒸馏用的发酵液体积数,m3。
1.2.3 单因素试验设计
初步选定真空度0.05 MPa,蒸馏温度50℃,蒸馏时间14 h,分别考察真空度(0.03、0.04、0.05、0.06、0.07 MPa)、蒸馏温度(30、40、50、60、70℃)、蒸馏时间(10、12、14、16、18 h)对蒸馏醋得率的影响。
1.2.4 蒸馏醋生产工艺响应面试验
根据单因素试验的结果,以真空度、蒸馏温度和蒸馏时间为影响因素,以蒸馏醋得率为响应值,采用Design-Expert l设计Box-Behnken试验,响应面试验因素水平见表1。
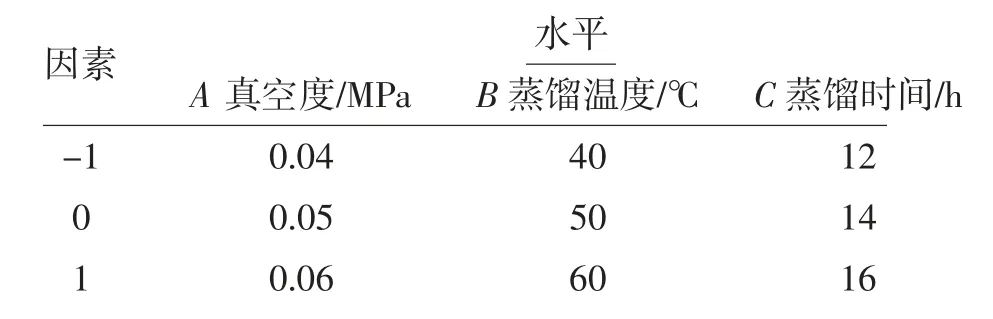
表1 响应面试验因素水平表Table 1 Response surface test factors and levels
1.2.5 蒸馏醋生产工艺优化前后所得蒸馏醋感官品质比较试验
采用优化得到的最佳生产工艺条件,进行3组平行试验,将所得蒸馏醋的得率和理论的预测结果相比较,同时将优化后工艺所得蒸馏醋的感官品质与原工艺所得蒸馏醋进行比较。
1.2.6 数据处理
采用Design-Expert l设计Box-Behnken试验并进行数据处理。
2 结果与分析
2.1 真空度对蒸馏醋得率的影响
由图1可以看出,真空度越高,蒸馏醋的得率越高,但真空度达到0.04 MPa后变化基本不大,这是因为在蒸馏时存在蒸馏平衡,该平衡和真空度有极大的关系,但真空度太高也会使得达到此真空度的难度成倍增加,直接影响生产效率,使生产周期延长,所以确定真空度0.04、0.05、0.06 MPa为后续响应面试验的水平值。

图1 不同真空度对蒸馏醋得率的影响Fig.1 Effect of different vacuum degree on the yield of distilled vinegar
2.2 蒸馏温度对蒸馏醋得率的影响
由图2可以看出,随着蒸馏温度的上升,蒸馏醋的得率变高,到50℃后基本稳定,说明蒸馏温度对食醋中的乙酸和水分子间氢键的影响较大,所以确定蒸馏温度40、50、60℃为后续响应面试验水平值。
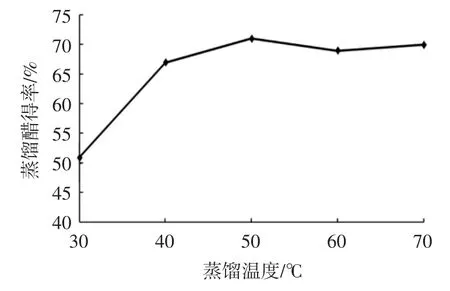
图2 不同蒸馏温度对蒸馏醋得率的影响Fig.2 Effect of different distillation temperature on the yield of distilled vinegar
2.3 蒸馏时间对蒸馏醋得率的影响
由图3可以看出,蒸馏醋的得率随着蒸馏时间的延长而升高,到14 h后增长放缓。时间过长会影响生产效率,使得生产周期延长,因此,确定蒸馏时间12、14、16 h为后续响应面试验水平值。

图3 不同蒸馏时间对蒸馏醋得率的影响Fig.3 Effect of different distillation time on the yield ofdistilled vinegar
2.4 响应面试验结果
应用Design-Expert l软件,得到响应面试验设计及结果,见表2。
通过对表2的结果进行分析拟合,得到各响应面因素对蒸馏醋得率的二次回归方程:
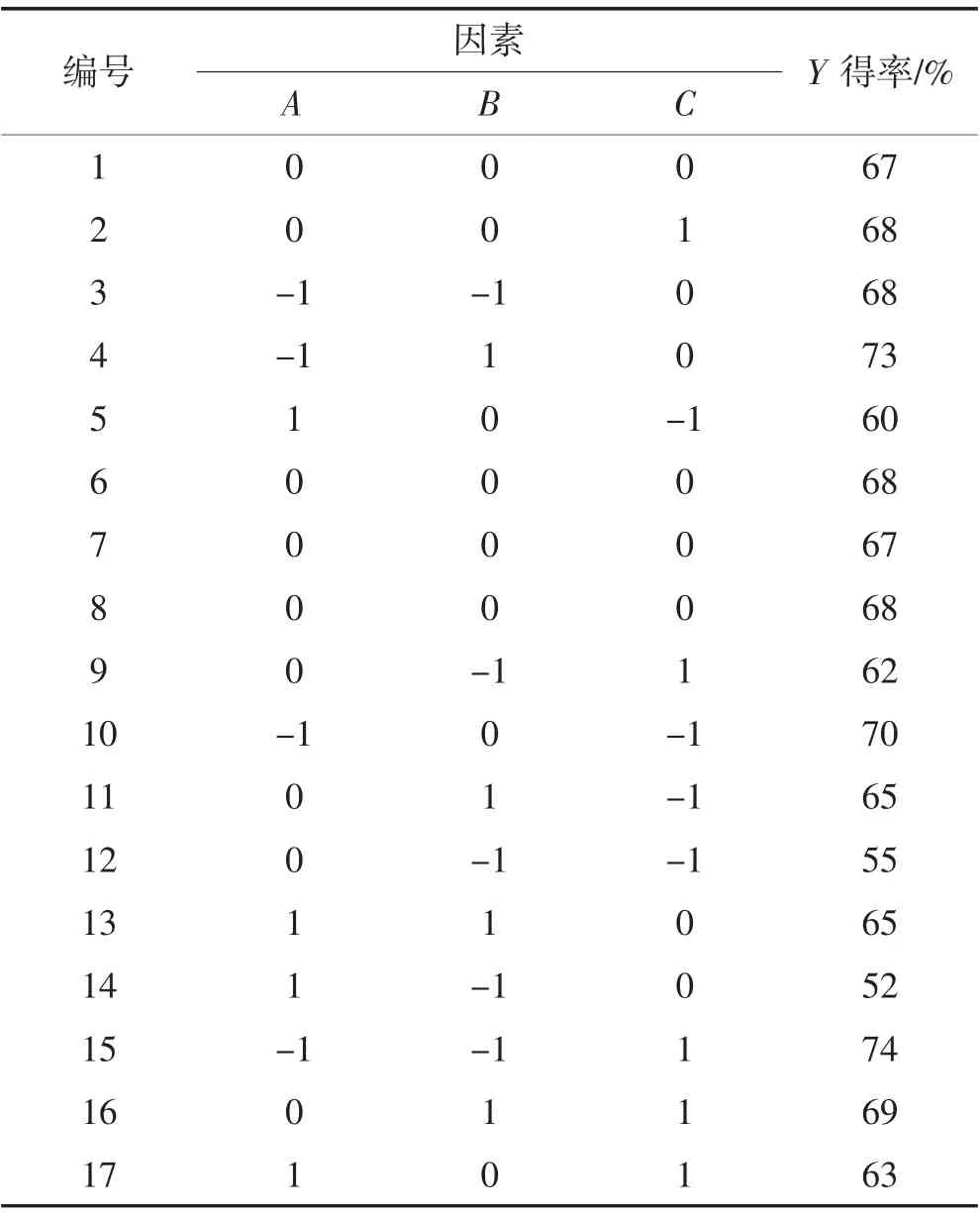
表2 蒸馏醋工艺响应面优化试验设计及结果Table 2 Design and results of response surface test for technology optimization of distilled vinegar

对所得到的回归模型进行方差分析,结果见表3。
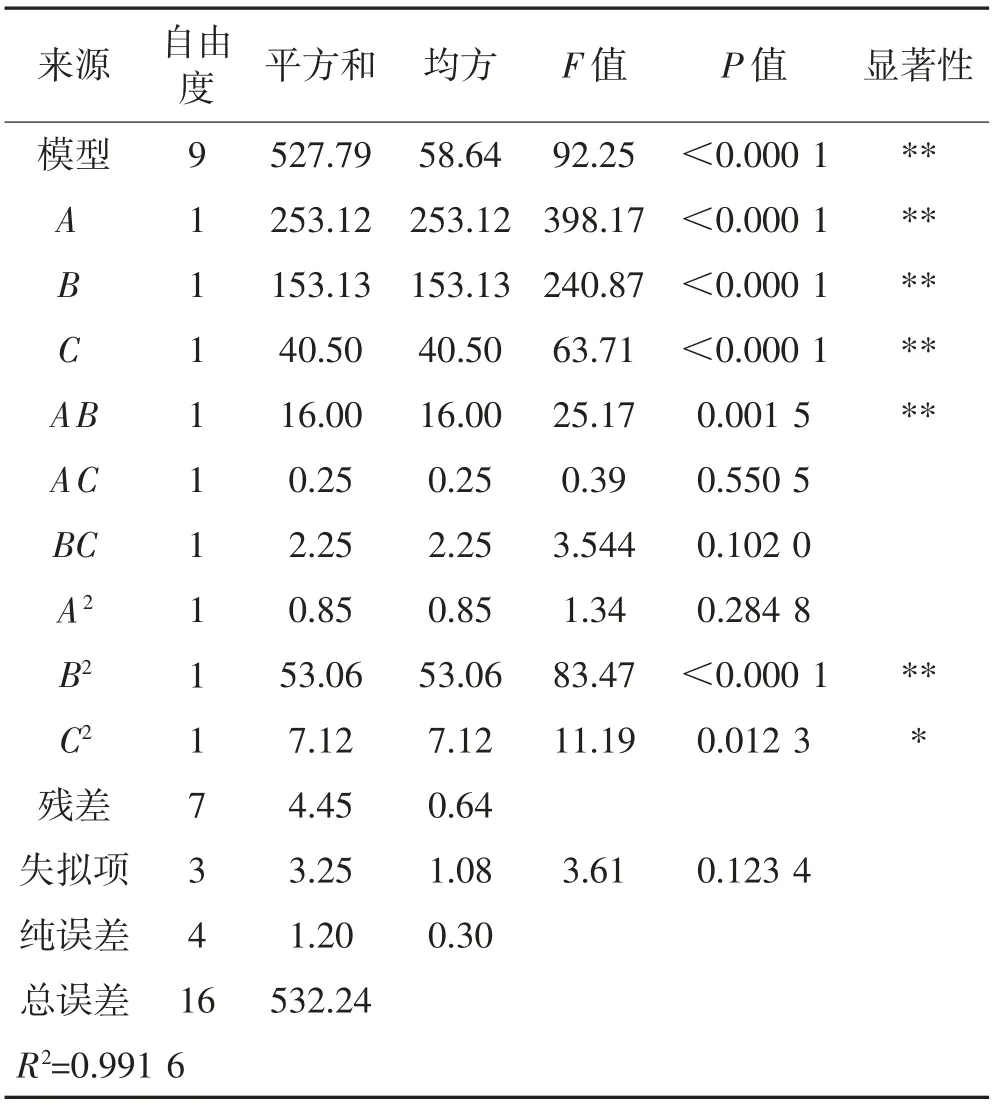
表3 回归模型方差分析Table 3 Analysis of variance of regression model
回归模型F值为92.25,P值<0.000 1,表明该模型具有显著性,A、B、C、AB、B2对模型影响极显著(P<0.01),C2对模型影响显著(P<0.05)。失拟项P=0.123 4>0.05,说明失拟项不显著。根据各因素F值大小可以得出,3个因素对蒸馏醋得率的影响依次为A(真空度)>B(蒸馏温度)>C(蒸馏时间)。
2.5 响应面分析与优化
根据回归模型,对真空度(A)、蒸馏温度(B)和蒸馏时间(C)两两交互作用对蒸馏醋得率的影响作响应曲面图,结果见图4~6。

图4 真空度和蒸馏温度的交互作用对蒸馏醋得率影响的响应面图Fig.4 Response surface map of the effect of interaction of vacuum degree and distillation temperature on the yield of distilled vinegar
由图4可见,真空度(A)和蒸馏温度(B)的交互作用对蒸馏醋得率影响显著,真空度一定时,随着蒸馏温度增加,蒸馏醋得率增加;而蒸馏温度一定时,随着真空度的增加,蒸馏醋得率也增加。由图5可见,真空度(A)和蒸馏时间(C)的交互作用对蒸馏醋得率影响不显著,真空度一定时,随着蒸馏时间的增加,蒸馏醋得率增加不明显;当蒸馏时间一定时,随着真空度的增加,蒸馏醋得率增加。由图6可见,蒸馏温度(B)和蒸馏时间(C)的交互作用对蒸馏醋得率影响不显著,蒸馏温度一定时,随着蒸馏时间的增加,蒸馏醋得率增加不明显,当蒸馏时间一定时,随着蒸馏温度的增加,蒸馏醋得率增加是一种先急后缓的状况。
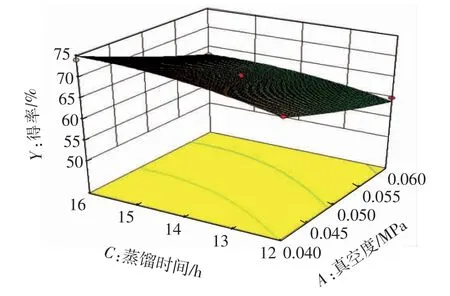
图5 真空度和蒸馏时间的交互作用对蒸馏醋得率影响的响应面图Fig.5 Response surface map of the effect of interaction of vacuum degree and distillation time on the yield of distilled vinegar

图6 蒸馏温度和蒸馏时间的交互作用对蒸馏醋得率影响的响应面图Fig.6 Response surface map of the effect of interaction of distillation temperature and distillation time on the yield of distilled vinegar
2.6 回归模型验证
采用Design-Expert l软件,对所建立的模型进行参数最优化分析,得到的最佳生产工艺条件为:真空度0.04 MPa,蒸馏温度52.41℃,蒸馏时间15.78 h,在此条件下,蒸馏醋得率为75.075 6%。为了便于操作,调整生产工艺条件为:真空度0.04 MPa,蒸馏温度52℃,蒸馏时间15.5 h,在此条件下进行3组平行试验,得到蒸馏醋的平均得率为75%,结果和理论的预测结果高度吻合。
2.7 生产工艺优化前后所得蒸馏醋感官品质比较
经响应面法优化后的蒸馏醋生产工艺生产出的蒸馏醋感官品质与原工艺比较无差异,所得产品均无色透明、有蒸馏醋特有的清香气,酸味柔和,无异味。但原工艺的蒸馏醋得率为68%,经工艺优化后蒸馏醋得率为75%,蒸馏醋产量有所提高。由此可见,利用响应面法优化蒸馏醋生产工艺可靠实用,具有实际价值。
3 结论
通过对醋酸发酵液低温真空蒸馏生产工艺的研究,根据单因素试验结果,选择真空度、蒸馏温度和蒸馏时间为影响因素,以蒸馏醋得率为响应值对蒸馏醋生产工艺进行响应面优化,得到最佳生产工艺条件为:真空度0.04 MPa,蒸馏温度52℃,蒸馏时间15.5 h,在此条件下进行验证试验,得到蒸馏醋得率为75%,和理论预测结果高度吻合,优化后的生产工艺具有较好的应用价值。
