压裂返排液中不同铁基电极除硼性能的影响与分析
2022-02-12方静安志伟朱田震姚光源何爱珍陶蕾于德泽赵新星张丽锋秦立娟张迪彦李春利李浩
方静,安志伟,朱田震,姚光源,何爱珍,陶蕾,于德泽,赵新星,张丽锋,秦立娟,张迪彦,李春利,李浩
(1 河北工业大学化工学院,化工节能过程集成与资源利用国家地方联合工程实验室,天津 300130;2 中海油天津化工研究设计院有限公司,天津 300130)
随着能源需求的不断增加,水力压裂作为一种日益流行的增产方式在非常规油气田开发中得到了越来越多的关注。在压裂过程中,压裂液被用于注入地下以增加油气产量,这一过程将会产生大量的废水,包括注入流体、当地地下水、无机和有机化合物等物质。这些难以回收利用的废水造成了很多环境争议的问题。到目前为止,对废水进行回收与利用是最有效的处理方式。硼作为交联剂已经被广泛用于压裂液中,赋予了支撑剂必要的流变性能,从而成功压裂岩石。但压裂作业结束后,重复利用含硼压裂废水时会存在提前交联、堵塞管路等问题,严重影响了返排液再配液的性能。因此,压裂返排液中去除残留的硼是实现压裂废水回收利用的关键。
近年来,许多分离技术被用于除硼研究,如吸附、反渗透(RO)、离子交换、唐南分离、化学絮凝、电絮凝(EC)等。在这些方法中,一些技术由于存在pH 选择性高、原料较为昂贵等问题,不能被直接应用于大规模废水处理。相比之下,电絮凝(EC)因其处理设备简单、材料经济、污泥产量少等优点受到了越来越多的关注。然而,压裂返排液由于其具有复杂的物化性质,如高含硼量、高稳定性和高黏度等,相比于其他废水其处理难度加大,导致该工艺至今尚未在工业上广泛应用。为了增强电絮凝的处理效果,研究人员对其操作及工艺条件进行了大量的研究,包括pH、电流密度、电极材料以及耦合多种工艺过程。就电极材料而言,碳钢和不锈钢作为经济有效的铁基电极在电絮凝中表现出良好的絮凝性能。在重复利用压裂返排液时,最为理想的含硼量是5mg/L以下,然而当前研究中这两种常用的电极却尚未实现这一效果。为进一步增强这一技术的除硼效果,有必要对它们的电絮凝性能进行进一步研究。从电化学角度看,不同铁基电极产生的电化学性能具有一定差异。例如,相对于碳钢来说,不锈钢具有更强的耐腐蚀性及极化行为。电絮凝作为溶解阳极而产生絮凝物的过程,电化学性能差异在很大程度上影响了一些关键的阳极过程。因此,不同铁基电极对电絮凝除硼性能的影响应得到进一步的重视和系统研究。
本文针对不同铁基电极考察了其除硼效果,并通过测量阳极极化行为分析溶液中三价铁产物含量。通过X 射线光电子能谱(XPS)、扫描电子显微镜(SEM)等表征手段,分析了其除硼效果差异的原因。
1 材料和方法
1.1 材料
本研究根据中国石油长庆油田公司的压裂返排废水的组成成分(表1)配制了模拟溶液,该模拟液对应的组成为20000mg/L NaCl、20000mg/L KCl。实验前用盐酸(HCl,6mol/L)调节pH至7.5±0.2。实验前,制备了硫代硫酸钠标准溶液(GB/T 601—2002)和淀粉指示剂溶液(GB 4482—2006)用于测定Fe含量;制备了重铬酸钾标准溶液(GB/T 601—2002)和二苯胺磺酸钠指示剂溶液(GB 4482—2006)用于测定Fe含量。所有溶液均采用去离子水配制,所有化学试剂均为天津科密欧化学试剂有限公司的分析级试剂。
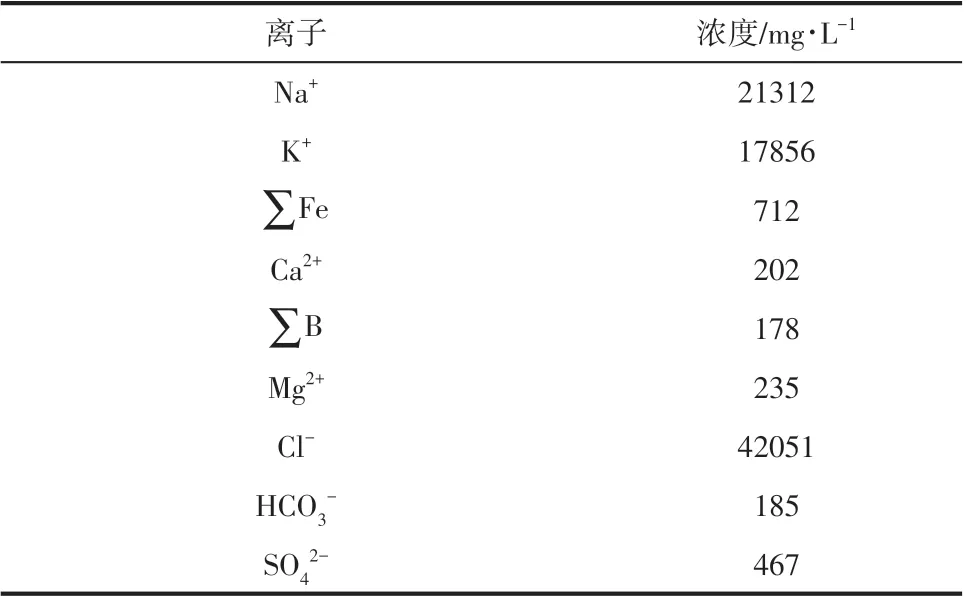
表1 返排液废水组成成分
选用工业中常用的AISI 304 不锈钢(304 SS)、AISI 316 不 锈 钢(316 SS)、AISI 316L 不 锈 钢(316L SS)、AISI Q235 碳钢(Q235 CS)、AISI 20碳钢(20 CS)、API N80 碳钢(N80 CS)作为电极材料。采用日本岛津的XRF−1800 型分析仪对其化学成分进行分析,结果见表2,其化学成分分别满足GB/T 1220—2016、GB/T 20878—2007、GB/T 24511—2009、GB/T 709—2006、GB/T 699—1999 和API SPEC5CT—1999 的要求。每根铁基电极(25mm×500mm×2mm) 的一端焊接一根钢丝(钢丝的成分与电极相同),并用绝缘胶带包裹,暴露有效区域作为工作面积。每次实验前,用砂纸研磨电极表面,然后用去离子水冲洗,最后用异丙醇超声清洗20min。
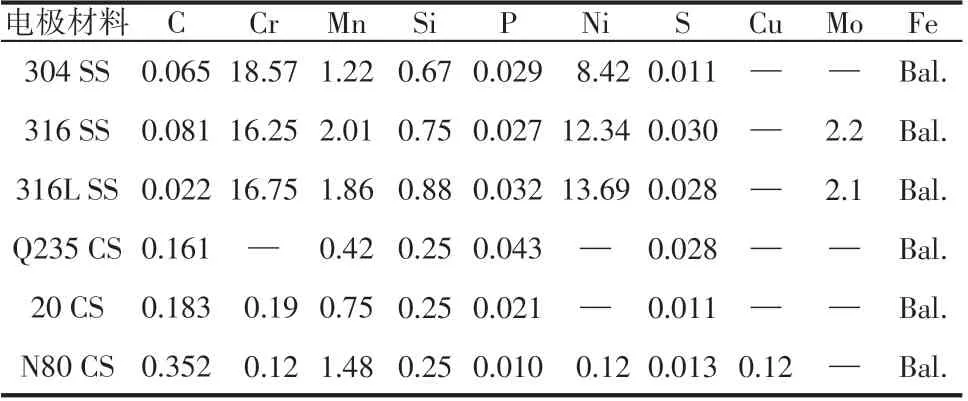
表2 不锈钢和碳钢的化学组成成分(质量分数) 单位:%
1.2 电絮凝实验
在500mL聚四氟乙烯烧杯中放入300mL模拟溶液进行实验(图1)。每个铁基电极分别作为阳极(浸泡4cm,初始有效面积22.86cm),304 SS作为阴极。初始实验在pH 为7.5、电流密度为60mA/cm、电极间距为1cm、室温下进行。各实验均在持续搅拌条件下进行。阳极电位通过CS310电化学工作站[cortest,中国,饱和甘汞电极(SCE)为参比电极]进行测量。实验过程中通过定期加入NaOH和HCl,使pH保持在7.5±0.2。
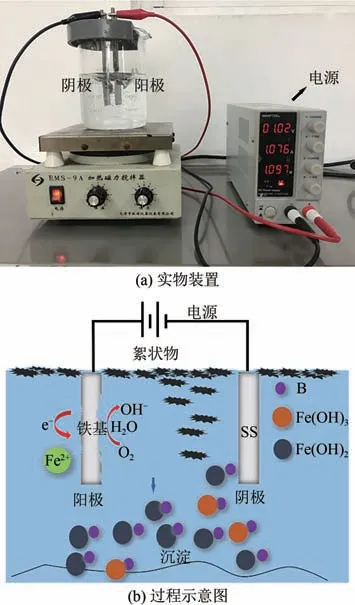
图1 电絮凝实物装置及过程示意图
1.3 表征方法
采用CS310电化学工作站测量阳极电位;采用X 射线光电子能谱仪(phi−5000Versaprobe 系列,ULVCA−PHI公司)进行元素价态及含量分析;采用扫描电子显微镜(JSM−5900LV型,日本电子公司)观察絮凝物形貌特征;采用激光粒度仪(MS2000,英国)测量絮凝物粒径分布。
1.4 测量方法
实验后,将样品静置60min,收集上清液,用电感耦合等离子体(ICP,prodigy high dispersion,Leemon 公司)测定上清液中残留的硼。利用式(1)计算除硼率()。

将样品用盐酸溶解后立即测定溶液中Fe和Fe含量(GB 4482—2006),进行二价铁产物和三价铁产物含量分析。
2 结果与讨论
2.1 不锈钢、碳钢阳极的除硼效果
为了考察不同铁基电极的除硼效果,探究了3种不锈钢阳极(304 SS、316 SS、316L SS)及3 种碳钢阳极(Q235 CS、20 CS、 N80 CS)的除硼效果随时间的变化规律,相关结果如图2所示。可以看到,无论阳极为何种不锈钢,在相同时间下其除硼效率基本一致。并且随着时间的增加,使用不锈钢电极时的除硼率均大致从7%增加到了16%,揭示了不同材质的不锈钢阳极对除硼效果的影响并不显著。同样地,无论阳极为何种碳钢,其除硼效率仍然基本一致。随着时间的增加,碳钢电极的除硼效果均大致从3%增加到了7%,与上述不锈钢阳极的除硼效果趋势一致,表明不同材质的碳钢电极对除硼效果仍没有产生影响。但是,从图2中的除硼效果可以看出,当阳极为不锈钢时,其除硼效果优于碳钢。而这个结果表明,当阳极为不同种类的铁基电极时,除硼效果是与电极材料相关的。针对这一现象,本文在后续工作中进一步分析不同铁基电极产生的絮凝效果差异的原因。
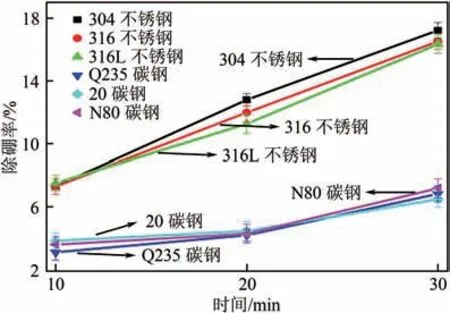
图2 3种不锈钢和3种碳钢阳极随时间变化的除硼率
2.2 不锈钢、碳钢阳极的阳极电位监测
实际上,不同材质的铁基电极的电化学性能差异很大程度上影响着絮凝效果,因此需要进一步的研究。本工作监测了不同阳极极化电位随电絮凝时间的变化。如图3(a)所示,3 种不锈钢(304 SS、316 SS、316L SS)的阳极极化电位大致从1.8V 降为0.5V 左右。由于不锈钢表面钝化膜的影响导致实验初始极化程度较高,阳极电位能够达到1.8V左右,当钝化膜被破坏时,此时阳极电位基本稳定在0.5V 左右。图3(b)为3 种碳钢(Q235 CS、20 CS、N80 CS)的阳极极化电位随时间的变化曲线。与不锈钢不同的是,碳钢电极表面没有钝化膜,阳极电位较低,大致分布在−0.7~−0.4V(SCE)的范围内。此外,由图中不锈钢和碳钢的极化程度及除硼效果(图2)显示,除硼性能很大程度上与阳极极化行为有关。结果表明,不锈钢和碳钢的阳极极化电位不同是不锈钢除硼效果优于碳钢的关键因素。
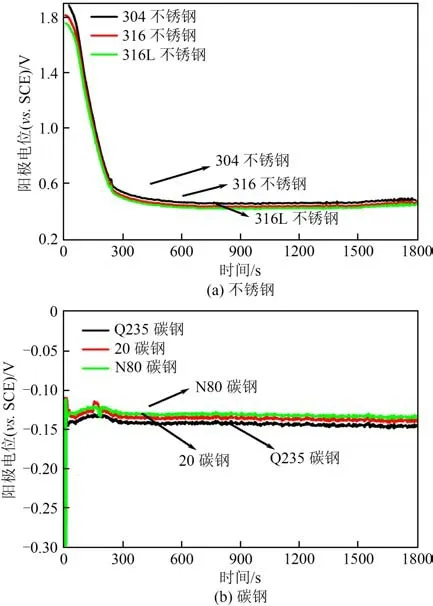
图3 3种不锈钢和3种碳钢电极在电絮凝过程中电位随时间的变化
本文从热力学的观点来阐明上述结果。如图4所示,铁Pourbaix图表明,在高阳极极化下,阳极可以直接释放Fe,其三价铁氢氧化物可以在pH=7.5 条件下形成。相反,在低阳极极化下,铁阳极倾向于产生Fe和二价铁氢氧化物。这些结果表明高极化电位下,可以促进Fe及其产物的生成,从而增强除硼效果。因此,阳极极化程度较高时,铁基电极电解更易于得到更好的除硼效果。
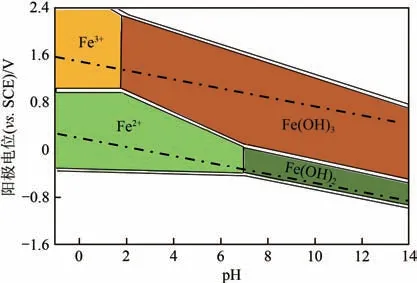
图4 阳极区域的铁Pourbaix图[25]
2.3 不同组合电极的Fe3+含量监测
根据上述观点,Fe含量对除硼效果的影响是不可忽视的。本工作进一步检测了不锈钢和碳钢阳极所在介质的三价铁产物含量,以此进一步验证Fe含量与除硼效果的关系。图5 所示为3 种不锈钢和3种碳钢阳极在电解30min时溶液中Fe含量。3 种不锈钢的Fe含量基本一致,大致为42%(质量分数);3 种碳钢的Fe含量基本一致,大致为30%(质量分数)。无论是哪种不锈钢阳极,其电解时所在介质的Fe含量均高于碳钢。这表明了不锈钢电极和碳钢电极在相同条件下产生了不同含量的Fe,从而使铁基电极产生了不同的除硼效果。这个结果也揭示了不同材质碳钢电解时产生了相同含量的Fe,这导致了它们相同的除硼效果,不锈钢亦是如此。
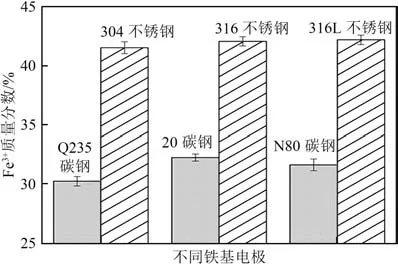
图5 铁基电极所在介质中Fe3+的质量分数
考虑到电絮凝过程中很难控制阳极产物的含量,为进一步验证Fe含量对除硼效果的影响,本文基于电解法原理,设计了化学絮凝实验,定性研究了Fe含量对硼去除效果的影响。每个实验分别用不同比例的FeCl和FeCl作为絮凝剂进行化学絮凝除硼(总溶解铁量为2400mg/L,相当于电解时间30min的溶解铁量)。如图6所示,硼去除率随着Fe含量的增加而增加。在此实验条件下,絮凝剂全部为Fe时的除硼效果仅为4%左右。但当絮凝物全部为Fe时,除硼率可达28.52%,这比絮凝产物为Fe产物时的絮凝效果大约高出了24%。因此,当使用的絮凝物全部为Fe时,能够获得较高的除硼效果。这一结果证实了Fe对除硼效果起着至关重要的作用,且进一步的表明了不锈钢电极比碳钢更好的除硼效果的原因是形成了更多的三价铁絮凝物。
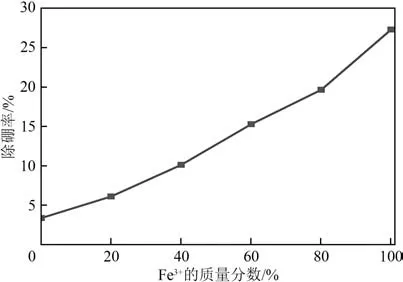
图6 化学絮凝中Fe3+质量分数对除硼效果的影响
2.4 不同电极絮凝物的表征
2.4.1 X射线光电子能谱分析(XPS)
为进一步研究絮凝物的吸附能力,本文以Q235 CS、304 SS 电极产生的絮凝物为例,对其中的铁产物进行XPS分析,根据宽峰面积来量化Fe和Fe含量。如图7 所示,元素态Fe 2p的电子结合能为(710.8±0.2)eV,元素态Fe 2p的电子结合能 为(723.5±0.2)eV。不 锈 钢 阳 极 电 解 产 生 絮凝物的Fe和Fe分峰如图7(a)所示,碳钢阳极电解产生絮凝物的Fe和Fe分峰如图7(b)所示。当阳极选用304 SS 时,Fe质量分数为37%,高于阳极为Q235 CS 电极所在介质中Fe的含量,进一步表明了不锈钢电极所在介质中产生了更多的Fe,起到了更好的絮凝能力。
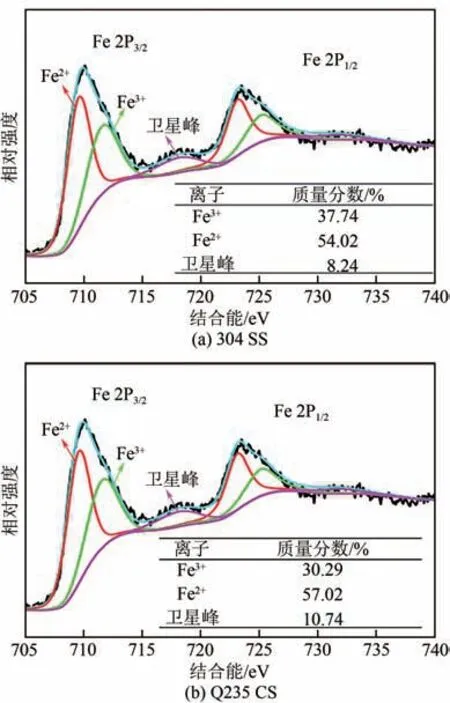
图7 304 SS和Q235 CS电解产生絮凝物的铁元素的X射线光电子能谱分析
2.4.2 絮体微观形貌(SEM)及粒径分析
为进一步分析铁基材料除硼性能的差异的原因,本工作以Q235 CS、304 SS电极产生的絮凝物为例,对其微观形貌、粒径进行了分析。如图8(a)所示,相比于Q235 CS电极,使用304 SS时获得了更大接触面积的分散絮凝物;而当阳极采用Q235 CS 时,产生了更紧凑型的絮凝物[图8(b)]。这表明由于分散的絮凝物的形态有更大的接触面积,从而有更好的絮凝能力,与以往的文献结果一致。此外,本研究选用絮体平均粒径来表征絮体粒度大小,如图8(c)所示。当使用304 SS电解得到的絮体粒度大致为50μm,而Q235 CS 电解得到的絮体粒度大小却有很大波动。因此,这些结果都表明不锈钢电极电解时产生了更分散的、更大接触面积的絮凝物,从而获得了更好的除硼效果。
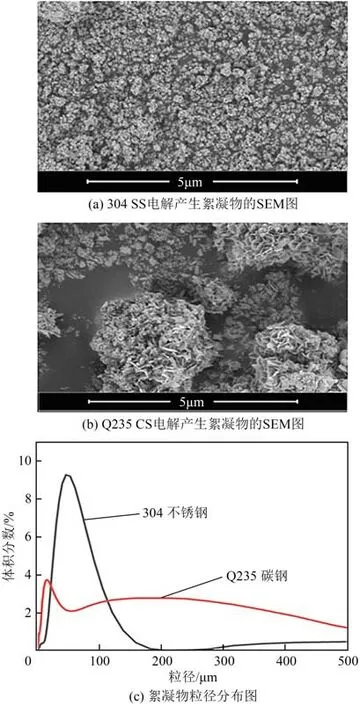
图8 304 SS和Q235 CS电解产生絮凝物的SEM图及其粒径分布图
3 结论
采用不同铁基电极进行电絮凝除硼实验,使用电化学、化学及相关表征方法对铁基电极电解时产生的不同除硼效果的机理进行分析。结果表明,阳极电位与除硼效果密切相关,随着阳极电位的升高增加了溶液中Fe含量,从而提高了除硼效果。相同条件下,不锈钢作为阳极时的除硼效率为17%左右,比碳钢作为阳极的除硼率高出10%。这是由于相比于碳钢电极,不锈钢电极具有较高的阳极电位(0.6V左右)、所在介质的Fe含量较高(43%)、絮凝物结构较为分散、接触面积较大等特点。此外,不同材质的不锈钢电极(304 SS、316 SS、316L SS)电解时因具有基本相同的阳极电位且能够产生相同含量的Fe,几种不锈钢电极得到了基本相同的除硼效果,不同材质的碳钢阳极也由于这个原因而得到了其相应的除硼效果。后续工作可以通过改变铁基电极的阳极电位及引入药剂改变絮凝物的结构特点等方法,进一步增强电絮凝除硼效果。