DN1 200 mm 钢管螺旋焊缝焊接温度场及应力场有限元分析
2022-02-11张鸿博王高峰任国琪袁战伟
0 前 言
在螺旋焊管的成型弯曲过程中, 带钢既发生了塑性变形, 又发生了弹性变形, 其中塑性形变残留在管体上, 产生残余应力
。 因此, 在设计管道输送压力时, 考虑安全系数、 环境等因素的影响, 也应考虑管体内的残余应力。 为了确保管线运行安全可靠, 在西气东输管线建设初始, 就已经对螺旋焊管的残余应力进行明确的量化限定, 随着市场对焊管性能要求的不断提高, 降低和控制高钢级厚壁螺旋埋弧焊管的残余应力也成为制管企业一个重要的研究方向
。
焊管制造过程中, 钢板经过成型、 焊接以及一系列辅助工序, 其内部残留的应力难以全部释放, 所以各种类型焊管不可避免地存在残余应力, 其中以螺旋焊管最为显著。 影响螺旋焊管性能的最主要因素是成型过程中产生的残余应力
。在焊管服役过程中, 残余应力与工作应力共同作用, 对焊管的承压、 疲劳、 断裂、 抗应力腐蚀等性能产生影响; 此外, 在高钢级厚壁螺旋焊管生产过程中, 如果成型控制不好极易产生内焊裂纹, 尤其是内焊微裂纹, 这主要是由于残余应力作用所导致。 因此, 对高钢级厚壁螺旋埋弧焊管的残余应力进行研究和控制是非常必要的。
刘志毅
采用试验与数值模拟技术相结合的方法, 以X80 钢为研究对象, 利用SYSWELD有限元软件计算了多层多道焊的焊接工艺下接头的应力分布和变化过程, 结果表明, 焊缝中心及距离焊缝较近的热影响区残余应力较大, 离焊缝中心越远残余应力越小。 迟艳芬等
分别以半椭球体电弧热源模型和均匀柱体分布的熔滴热源模型为热源模型, 建立了不等厚X70 管线钢板多层多道焊有限元计算模型, 结果发现, 经过多次焊接热循环后, 最先形成的焊缝应力状态与母材中焊接热影响区的应力状态接近。 刘阳等
基于有限元软件MSC.Marc 建立三维有限元模型, 对中俄东线X80 管道接头焊接过程进行模拟仿真,结果发现, 焊接过程和接头高拘束度等条件导致接头焊缝外表面附近区域存在较大环向拉应力及轴向压应力。 采用ANSYS 有限元分析软件通过热-力耦合的分析方法, 王引真等
获得了L485管线钢焊接接头的应力场分布。 郭杨柳等
以有限元软件Abaqus 为基础, 采用热-应力顺序耦合的计算程序, 建立多分析步生死单元对X80 管线钢焊接残余应力及焊后热处理进行模拟, 结果发现, 焊接过程会产生较大残余应力, 管道的环向残余应力大于轴向残余应力, 外表面的等效残余应力大于内表面的等效残余应力。 回彩娟等
运用Abaqus 软件分析了Q345R 平板在对焊过程中的焊接温度场特性和热循环曲线, 并计算焊接过程中的应力场, 结果表明, 最大纵向或横向残余应力均出现在焊缝及周围区域, 焊缝两侧母材区的应力分布趋于对称。
综上所述,给予慢性支气管炎患者阿奇霉素联合左氧氟沙星治疗方案,可明显提高治疗效果,使得临床症状得到缓解,值得在深入研讨的基础上进一步推广应用。
目前已有文献主要是针对常规焊缝或者环焊缝的数值模拟, 而关于螺旋焊缝的数值分析报道较少。 为了进一步研究焊接过程中螺旋焊缝的温度变化, 计算残余应力及形变情况, 现采用有限元分析的方法对螺旋焊管的焊接过程进行模拟,通过对热源子程序进行编程, 分析内外螺旋焊缝的温度场和应力场分布以及形变情况。
1 焊接模型
1.1 管道有限元模型
内、 外圈焊接完成后管道外侧的应力场分布如图7 所示, 对比发现, 内圈焊接完成后再进行外圈焊接, 管道表面的应力状态无明显变化。 这说明外侧焊缝所产生的应力场不仅没有增大管道的应力峰值, 反而使管道的应力分布变得更均匀。 在管道两端圆环位置存在较大应力, 这是因为在设定初始边界条件时, 约束该处不发生刚性位移, 进而在圆环位置处产生了应力集中。

1.2 热源模型
设置初始温度为25 ℃, 管道与空气接触面的对流系数设置为30 W/(m
·℃)。 定义边界条件的目的主要是约束焊接构件的自由度, 即约束管体两端, 使之不发生位移, 同时保证管体其他位置在焊接过程中可以释放应力并发生塑性变形。 经分析并结合实际, 本研究在有限元计算中加载的边界条件为限制管道两端圆环的自由度。

1.3 边界条件
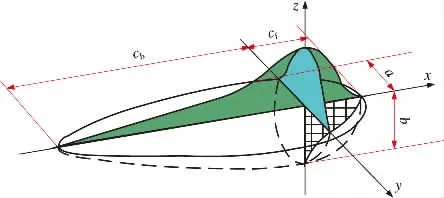
可将焊接过程看作一定热源按一定规则对试件加热的过程。 为提高温度场计算的准确性, 必须首先建立精确的热传递数学模型。 双椭球热源模型在模拟手工电弧焊、 熔化极气体保护焊等焊接工艺时有较高的准确性
, 故采用该模型作为热源模型, 如图2 所示 (图2 中a、 b、 c
、 c
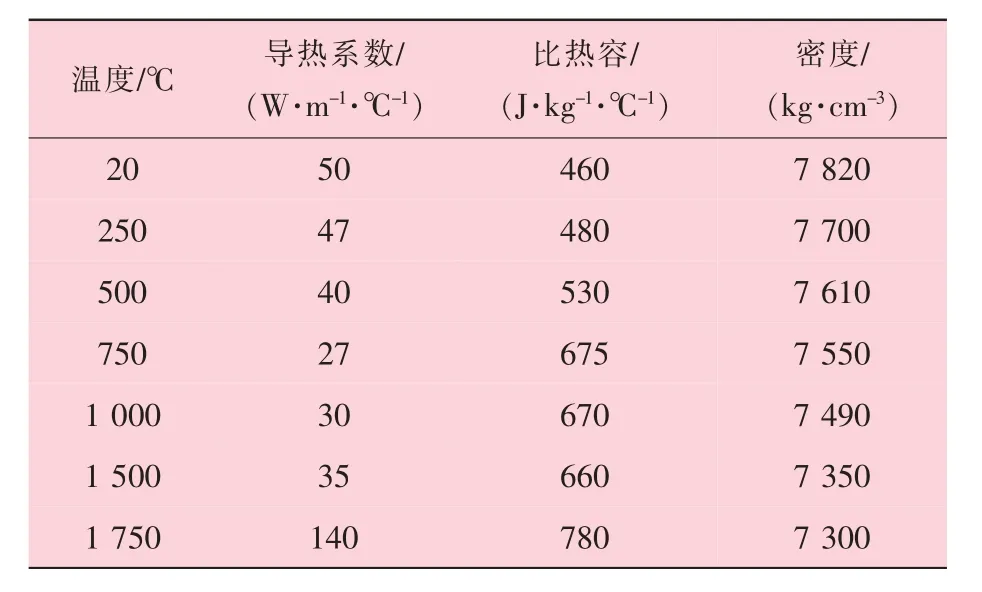
分别为热源模型的长、 宽、 前半轴和后半轴长度)。 根据焊接试验中观察记录的电弧状态设定热源模型尺寸参数, 焊接电流、 焊接电压、 焊接速度、 焊接路径等均参照实际工况进行设置。 热源模型参数的长、 宽、 前半轴和后半轴长度分别设置为6 mm、 7 mm、 10 mm 和10 mm。 本研究采用的X80 管线钢的热物理参数和力学性能参数分别见表1 和表2
。
焊接完内、 外圈后管道内壁应力场分布如图6 所示, 通过对比可以看出, 内圈焊接完成后, 管道内侧的应力值较高, 在收弧位置处应力值最大, 约为840 MPa; 而远离热源区域, 应力值较低, 约为510 MPa。 内、 外圈均焊接完毕时, 管道内侧的应力峰值约为620 MPa, 低于仅焊接内圈时管道内壁的应力值。 同时可以看出,图6 (b) 中内壁的应力值普遍低于图6 (a) 中的应力, 而应力分布范围大于图6 (a) 中的应力分布范围。 这是由于在焊接过程中, 在外侧焊缝处所产生的应力会与内侧焊缝处所产生的应力部分抵消, 同时外侧焊缝的热源发生移动, 从而释放内侧焊缝的部分应力, 降低整个管道的应力峰值, 使残余应力分布更加均匀。
2 模拟结果分析
2.1 管道温度场分布
图4 所示为管道内、 外圈焊接后温度场的分布, 对比可以看出, 焊接完内圈的瞬间, 最高温度约1 200 ℃; 而在焊接完外圈的瞬间, 最高温度为1 300 ℃左右。 通过对比分析可以发现, 由于管道直径和长度较大, 因此焊接开始瞬间和焊接结束瞬间的温度差异较大。 但是由于板材厚度较小, 所以在焊接过程中, 管道内壁和外壁的温度场较小。

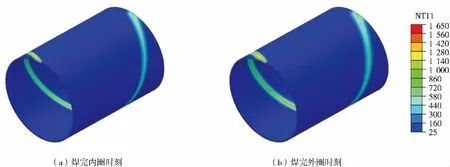
内、 外圈焊接过程中焊缝横截面温度场分布如图3 所示, 由图3 可见, 两次焊接的热源中心在厚度方向是不同的, 热源中心温度可达1 650 ℃。在焊接内圈时, 距离热源中心越远, 温度越低,且温度场对称分布。 而在焊接外圈时, 温度场不再对称分布, 这是由于上一道焊缝的热作用所致。
2.2 管道应力场分布
内、 外圈开始焊接瞬间的横截面应力场分布如图5 所示, 由图5 可知, 当焊接热源刚作用在内圈时, 横截面应力呈对称分布, 其中热源中心应力值最大, 约为640 MPa, 已超过材料屈服强度(550 MPa), 且距离热源中心越远, 应力值越小。此外, 沿管道厚度方向从内到外可以发现, 厚度方向的应力分布不均匀, 在管道内侧, 应力范围较宽, 而在管道外侧, 应力范围较窄, 且管道外侧的应力峰值稍大于内侧的应力峰值。 管道内侧焊接完成后, 当热源作用于管道外侧时, 此时的应力峰值可达850 MPa, 由此在局部发生较大塑性变形, 距离热源中心越远, 应力越小, 此时的应力分布不对称, 左侧应力值大于右侧, 这是热源的移动所导致的。 此外, 根据图5 可知, 应力峰值位于焊缝内侧, 而在焊缝外侧附近, 应力稍有增大, 这是由于热源作用在外侧时, 该区域受到不均匀的加热和冷却而产生应力, 从而增大了外侧应力。
(1) 基于管线钢螺旋焊缝有限元模型, 通过编写热源子程序, 分析了焊接过程中内圈焊缝和外圈焊缝的温度场、 应力场和变形场分布。 焊接时, 热源中心的最高温度达1 650 ℃。 在焊接内圈时, 温度场分布对称; 而在焊接外圈时, 温度场分布不再对称。 在焊接完内圈的瞬间, 接头最高温度约1 200 ℃; 而在焊接完外圈的瞬间, 最高温度约1 300 ℃。

3.2 构建以理论强化为基础、技术应用为核心、创新实践为导向的课程体系 紧紧围绕应用型人才的培养目标,建立具有跟踪学科发展前沿和适应社会需求的、学术性和实用性并重的实践课程体系。

焊管模型为外径1 219 mm、 壁厚18.4 mm、管长1 600 mm 的管线钢管。 螺旋焊缝有限元模型如图1 所示, 依次焊接管道的内圈和外圈, 内圈与外圈的焊接热源中心分别位于厚度的四分之一处和四分之三处。 网格尺寸为2 mm, 采用C3D8R 网格类型。

3 结 论
Study on vibration effect of adjacent buildings caused by tunnel blasting excavation
(2) 当刚焊接内圈时, 管道横截面应力呈对称分布, 其中热源中心应力值最大, 约为640 MPa。而在开始焊接外圈时, 应力峰值位于管道厚度方向内侧, 并且在靠近外侧处, 应力逐渐增大。
(3) 当内圈焊接完毕时, 管道内侧的应力峰值约840 MPa。 内、 外圈均焊接完成后, 管道内侧的应力峰值约为620 MPa。 应力值较大处发生明显塑性变形。
天脊集团已形成年产45万吨合成氨、108万吨硝酸、90万吨硝酸磷肥(硝酸磷钾100万吨)、40万吨硝铵、25万吨硝基复合肥、26万吨苯胺、2万吨硝酸钾、3万吨硝酸铵钙的生产规模,化肥化工总产能达到200多万吨。
目前,各个高校中体育旅游专业比较少见,民族传统体育旅游更为罕见,专业人才的缺乏也是民族传统体育旅游业发展缓慢的一个重要因素。必须以培养专业人才与资源协调发展为原则,才能成就民族传统体育旅游事业的进步,我们应尽快在高校中设立民族传统体育旅游相关专业,加快人才的培养。同时,大力提高旅游从业人员的文化素质和服务质量,必须定期对旅游从业人员进行培训,提高导游的民族传统体育旅游的专业知识,以满足市场的需求。
(4) 管道内侧焊接完成后, 在焊接管道外侧的过程中, 外侧焊缝处应力场不仅使峰值应力降低, 还使应力分布变得更加均匀。
[1] 王凤成,王建,李哲. 高钢级厚壁螺旋缝焊管残余应力控制措施[J]. 钢管,2014,43(2):49-52.
[2] 肖国章,高霞,库宏刚. 螺旋埋弧焊管的残余应力形成及控制措施[J]. 焊管,2014,37(11):68-72.
[3] 刘洪飞. 螺旋缝焊管残余应力的测量与计算[J]. 钢管,2015,44(5):62-65.
[4] 王丽丽,顾志乾.静水压试验对X80M 钢级螺旋缝埋弧焊管性能的影响[J]. 钢管,2016,45(4):66-70.
[5] 刘志毅. X80 管线钢环焊缝焊接残余应力数值模拟[D].天津:天津大学,2008.
[6] 迟艳芬,刘照元,王振刚,等. X70 管线钢厚板多层多道焊残余应力数值分析[J]. 焊接,2020(8):9-15,61.
[7] 刘阳,姜为民,王雪莉,等. 中俄东线X80 管道连头焊接残余应力数值模拟[J/OL]. 油气储运:1-7(2020-06-11)[2021-11-30]. http://kns.cnki.net/kcms/detail/13.1093.TE.20200611.1111.002.html.
[8] 王引真,刘润昌,焦震,等. L485 管线钢焊接接头应力状态数值模拟[J]. 热加工工艺,2019,48(19):169-173.
[9] 郭杨柳,马廷霞,刘维洋,等. 基于ABAQUS 的X80 管线钢焊接残余应力数值模拟[J]. 金属热处理,2018,43(9):218-222.
[10] 回彩娟,董彬,赵景星,等.Q345R 焊接接头残余应力及组织性能分析[J].现代制造技术与装备,2019(6):120-122.
[11] 齐国红,陈进泽,蒋建献. 焊接顺序对T 型接头残余应力场的影响[J]. 电焊机,2018(2):27-29.
[12] 宋威,鄢锉,曹轼毓. 激光焊接顺序对镀锌钢板焊接残余应力分布的影响[J]. 应用激光,2016(1):35-38.
[13] 许波. X80 管线钢焊接热循环参数及残余应力仿真与实验研究[D]. 乌鲁木齐:新疆大学,2020.
