医用口罩环氧乙烷灭菌后快速解吸研究
2022-02-10张宏伟曹碧云李杰男马林玉云南省医疗器械检验研究院云南昆明650106
张宏伟 曹碧云 李杰男 马林玉 云南省医疗器械检验研究院 (云南 昆明 650106)
内容提要: 研究医用口罩经环氧乙烷(Ethylene Oxide,EO)灭菌后残留量以及影响EO解吸速度的相关因素。通过考察不同包装形式,优化灭菌后反复强制抽真空换气,解吸时架空包装箱,升高解吸库温度,加强解吸库内空气循环和换气等措施,建立切实可行的快速解吸方法,可将原14d的解吸期缩短到4d内,加快医用口罩灭菌后供应速度。
环氧乙烷(Ethylene Oxide,EO)气体杀菌力强,可用于不耐高温、不耐湿物品的灭菌,其穿透性强,杀菌谱广,可杀灭各种微生物包括细菌芽孢,被广泛用于一次性使用医用口罩的灭菌。但采用EO灭菌,灭菌后产品会有EO残留,不但刺激呼吸道,还有致癌性,必须经过解吸过程(常规条件下约14d),使残留的EO释放,符合安全限值要求,才能出厂上市。紧急疫情防控期间,医用口罩产能可以迅速提升,此时用于防疫的无菌口罩产品供应瓶颈就是EO灭菌后的解吸期过长。本研究旨在现生产企业按照GB 18279.1-2015《医疗保健产品灭菌 环氧乙烷 第1部分 医疗器械灭菌过程的开发、确认和常规控制的要求》[1]、GB/T 18279.2-2015《医疗保健产品灭菌 环氧乙烷 第2部分GB 18279.1应用指南》[2]建立、确认的医用口罩灭菌工艺参数基础上,通过调整包装形式,灭菌后反复强制抽真空换气,解吸时架空包装箱,升高解吸库温度,加强解吸库内空气循环和换气等方式,优化建立简便易行、成本较低的快速解吸方法,将解吸期缩短到4d内,加快灭菌医用口罩供应速度[3-5]。研究中EO残留量按照GB/T 14233.1-2008《医用输液、输血、注射器具检验方法第1部分:化学分析方法》[6]中顶空气相色谱法进行检测。
1.材料与方法
1.1 一般材料
实验起止时间为:2020年2月~2020年8月。
主要仪器与试剂:①环氧乙烷灭菌柜:HMQ-6,北京丰台永定消毒设备厂;HDX-10,杭州优尼克消毒设备有限公司;②顶空气相色谱仪:Clarus 680/TurboMatrix 40,美国Perkin Elmer公司;③万能材料试验机:AG-1S 10KN,日本岛津公司;④氧气透过率测试仪:OX-TRAN 2/21 ML,美国MOCON公司;⑤水蒸气透过率测试仪:PERMATRAN-W 3/33 MG+,美国MOCON公司;⑥环氧乙烷灭菌剂:优等品,长垣县利民燃气有限公司;⑦枯草芽孢杆菌黑色变种(ATCC9372)菌片:5.0×105~5.0×106CFU/片,南京便诊生物科技有限公司;⑧环氧乙烷标准液:50mg/mL,美国SUPELCO公司;⑨高纯氮气:99.9999%,云南梅塞尔气体产品有限公司;⑩高纯氢气:99.9999%,云南梅塞尔气体产品有限公司;k实验用水为二级水(电阻率为18.2MΩ·cm)。
1.2 方法
1.2.1 EO残留量测试条件
色谱条件:HP-INNOWAX毛细管柱(60m×0.32mm,0.5μm);柱温:75˚C,保持5min;进样口温度:140˚C;检测器温度:250˚C;载气:N2;流速:3.0mL/min;分流比为20:1;顶空加热箱温度:60˚C;顶空瓶平衡时间:40min;进样针温度:75˚C;传输线温度:80˚C;进样体积:1mL。
对照溶液配制:用移液管精密量取EO标准液2mL,至100mL量瓶中,加水定容,摇匀,作为EO标准工作溶液(1000μg/mL)。用EO标准工作溶液配制高低不同浓度范围的两条各6个系列浓度对照测试液:高浓度对照测试液400μg/mL、200μg/mL、100μg/mL、50μg/mL、25μg/mL、10μg/mL;低浓度对照测试液1μg/mL、2μg/mL、4μg/mL、6μg/mL、8μg/mL、10μg/mL。测试时分别取5mL置于20mL顶空瓶中,密封,即得。
样品溶液制备:取样品约1g,剪成10mm2左右的碎片,精密称定后,置于20mL顶空瓶中,精密加水5mL,密封,作为样品溶液。
1.2.2 最小单包装材质对解吸效果的考察
考察医用口罩已获批上市的三家生产企业的两种包装,即适用于EO灭菌的纸塑包装袋(一面为PET/PE复合膜,一面为带水溶胶涂层的医用透析纸)和低密度聚乙烯薄膜全塑包装袋,产品EO灭菌后解吸情况。同时参照YBB00082003-2015[7]、YBB00092003-2015[8]测试上述包装的氧气透过率、水蒸气透过率,参照YBB00122003-2015[9]测试全塑包装的热合强度,参照YY/T 0698.5-2009[10]测试纸塑包装的密封强度,指导同类产品包装选择。取同一厂牌、同一品种、同一批号的口罩产品按照每包10只装量分别放入一种纸塑袋和两种全塑袋中,按照经验证过的工艺参数封口,装箱,放入同一灭菌柜中按照确认过的参数进行EO灭菌,取样按照GB/T 14233.1-2008检测其EO残留量。在常规解吸库内存放,每天取样检测EO残留量,考察解吸情况。
1.2.3 灭菌柜内抽放真空换气次数对解吸及包装的考察
依1.2.2项下医用口罩产品包装,按照确认过的参数进行EO灭菌后,继续在灭菌柜内增加抽真空后加入清洁空气进行换气的次数,分别取按照确认过的工艺参数灭菌后经3次、4次、5次、6次换气后样品,检视产品最小单包装外观和完整性;同时取样按照GB/T 14233.1-2008检测其EO残留量,参照YY/T 0969-2013[11]检测通气阻力。
1.2.4 解吸库通风升温解吸效果的考察
1.2.2项下全塑袋包装产品,按照1.2.3项下考察确定的灭菌后抽真空换气次数处理后,取大包装产品,分为两部分,按照常规解吸堆码方式,一部分在常规解吸库中存放解吸;另一部分在可升温并定时换气的解析库中,通过暖风机吹扫升温,每间隔12min进行一次强制排风换气,进行产品EO解吸,每天两部分产品分别取样检测残留量。
1.2.5 解吸库通风升温加湿解吸效果的考察
1.2.4项下样品EO解吸过程中,通过在可升温并定时换气的解吸库内挂放湿润的大毛巾,并将一端浸泡于水盆中维持其湿润度,对空间加湿,每天取样检测EO残留量。
1.2.6 解吸库不同通风换气时间间隔解吸效果的考察
取1.2.2项下灭菌后大包装产品,按照常规解吸堆码方式在解吸库中存放,分别记录在每天凌晨6:00~8:00,中午13:00~15:00各2h期间的温升数据。解吸库通过暖风机吹扫升温,每间隔一定时间通过岗位式排风机进行一次强制排风换气,间隔时间分别考察8min、12min、16min,以房间体积的2倍量为换气目标,按照排风机风量折算风机开启时间,进行产品EO解吸,每天取样检测残留量。
1.2.7 大包装架空解吸效果的考察
取1.2.1项下灭菌后大包装产品,在解析库托盘上摆放时,考察两种堆码方式产品解吸效果,一种为常规堆码方式,另一种为大包装架空方式,即同一层各包装箱左右间距留出不少于5cm的空隙,每层包装箱上下间摆放4cm×4cm的方木条制造空隙。通过暖风机吹扫升温,间隔12min进行一次强制排风换气。以房间体积的2倍量为换气目标,按照排风机风量折算风机开启时间,进行产品EO解吸,每天取样检测残留量。
2.结果
2.1 不同最小单包装材质的解吸情况
三种单包装基本参数见表1,三种单包装产品常规解析库EO残留量解吸情况见表2。

表2.常规解析库EO残留量解吸情况(μg/g)
2.2 灭菌柜内不同抽真空换气次数的EO残留量、通气阻力及包装完整性结果分析
三种单包装产品不同抽真空换气次数的EO残留量、通气阻力及包装完整性实验结果见表3。

表3.不同抽真空换气次数的EO残留量、通气阻力及包装完整性
2.3 解吸库通风升温对照实验结果
塑袋包装产品EO灭菌后增加3次抽真空换气后,解吸库通风升温对照实验结果分析如下。常规解析库解吸期温湿度范围:8~16˚C,33%RH~38%RH;通风升温解析库解吸期温湿度:18~24˚C,30%RH~34%。实验结果见表4。

表4.解吸库通风升温EO残留量对照实验结果(μg/g)
2.4 解吸库通风升温加湿对解吸效果影响的结果分析
通风升温解析库解吸期温湿度:18~24˚C,30%RH~34%RH;挂放湿润的大毛巾,解析库解吸期温湿度为:17~24˚C,32%RH~35%RH。解吸实验结果见表5。

表5.解吸库通风升温与通风升温加湿EO残留量对照实验结果(μg/g)
2.5 解吸库不同时间间隔升温与通风换气解吸结果分析
不同时间间隔解析库升温结果见表6,不同时间间隔解吸结果见表7。

表6.不同通风时间间隔解析库升温结果(˚C)
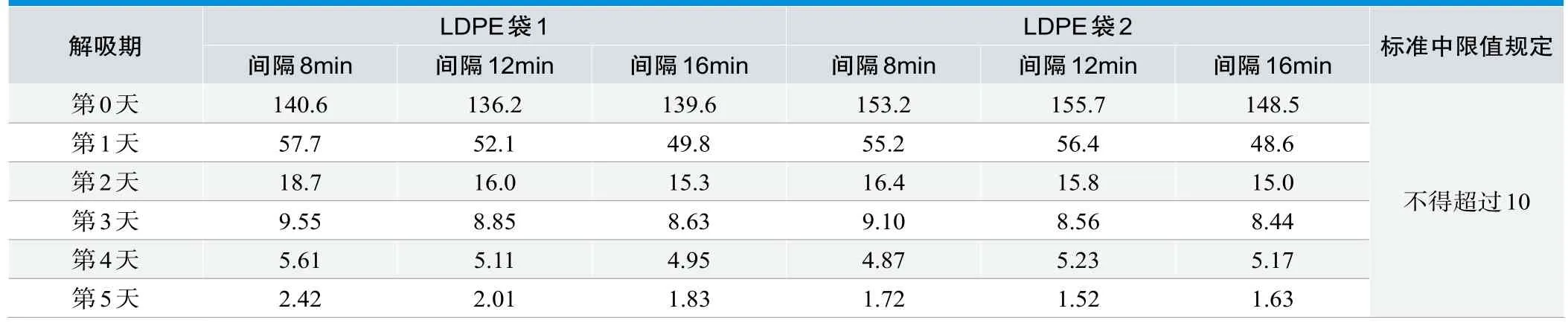
表7.不同通风时间间隔EO残留量对照实验结果(μg/g)
2.6 大包架空解吸结果分析
常规堆码与架空堆码解吸结果见表8。
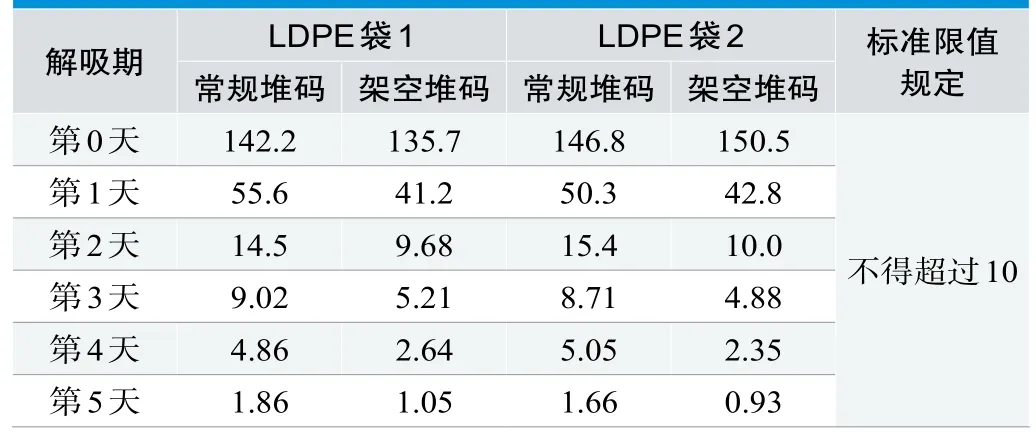
表8.常规堆码与架空堆码解吸结果(μg/g)
3.讨论
3.1 不同最小单包装材质的解吸情况分析
包装对EO气体的阻隔能力是影响医用口罩产品灭菌及之后解吸的关键因素,包装的强度是保证其完整性、保护产品无菌状态的重要指标,灭菌包装需要综合平衡强度和阻隔能力,通过测试已上市多年医用口罩工艺参数成熟产品的包装具有一定指导意义。EO气体透过率测试现无成熟方法,本研究通过氧气透过率和水蒸气透过率来间接评估包装对EO的阻隔能力,LDPE(30~40μm)全塑包装和透析包装的水蒸气透过率无明显差异,透析包装氧气透过率超出设备检测范围,远大于LDPE(30~40μm)全塑包装;全塑膜包装的厚度增加,水蒸气透过率和氧气透过率均相应下降。结合透析包装和全塑包装在EO灭菌及解吸过程的差异,将氧气透过率作为EO透过率的参比指标应有一定指导意义。包装的强度要求需要一定厚度保证,其热封处是薄弱部位,既要保证封口严密,也要保证热封部位具有足够强度,能够耐受抽放真空的涨破压力和储运要求,三种成熟产品包装的密封强度测试值可作为该类产品参照本研究进行EO灭菌后快速解吸时对包装的下限要求。常见的全塑包装中,建议选择LDPE材质,因其同时具有较高的氧气透过率和良好的热合性。
本文结果显示,三种包装产品EO灭菌后,常规解吸库中,纸塑透析包装产品解吸第4天已低于EO限值要求,全塑包装需经14d解吸方能达到低于限值要求。纸塑透析包装较全塑包装EO残留解吸速度快数倍。
3.2 不同抽真空换气次数对EO残留量、通气阻力及包装完整性的影响
本研究结果(数据见表2、表3)显示,对比初始EO残留量(表2),灭菌后在柜内增加抽真空换气次数可以显著降低残留量,对于透析纸塑袋包装产品,经增加4次抽真空换气EO残留量已低于限值要求;反复抽真空换气对透气性不佳的塑袋包装完整性有不利影响,也会增加最终产品的通气阻力,有导致该指标超过限值的风险。塑袋包装产品经增加3次抽真空换气,初始EO残留量已下降50%以上,综合考虑包装完整性及口罩通气阻力增加风险,塑袋包装产品灭菌后增加3次抽真空换气较为适宜,透析纸塑袋包装产品可以在灭菌后增加4次或5次抽真空换气即可解吸达到限值要求。
3.3 解吸库通风升温EO残留量分析
由表4可知,全塑包装口罩产品通过在EO灭菌后增加柜内抽真空换气次数降低初始EO残留量,在对比常规解吸条和通风升温解吸的效果,可见通风升温可较常规条件大幅提升解吸速度,缩短了近9d,通风升温对全塑包装口罩产品EO解吸效果影响显著。
3.4 解吸库通风升温加湿对解吸效果的影响
表5中数据对比显示,通风升温的同时增加环境湿度,理论上应有助于加快解吸。实验中为保证应急生产在原有条件下改造、操作的便利性、可行性,使用简单的挂放湿润的大毛巾方式进行空间加湿,加湿效果不明显,可能与解吸过程中需频繁通风换气,房间内空气交换快有关。采用该方式对解吸效果有一定提升。
3.5 解吸库不同时间间隔升温与通风换气解吸分析
由表6、表7可知,通风时间间隔短,新风补充相对多,空间内EO浓度相对低,但空间气温相对低;通风时间间隔长,新风补充相对少,空间内EO浓度相对高,但空间气温相对高。三种通风时间间隔均可实现加速解吸的目的,相对来说,间隔时间长空间温升高的条件解吸效果稍好,但考虑EO有易燃易爆危险性,空间内浓度不宜高,故本研究选取间隔12min开启岗位式排风机通风换气。
3.6 架空堆码解吸可缩短解析时间
架空堆码方式约可缩短1d的解吸时间,可能是其改善了气体交换条件。架空堆码操作较为繁琐,人员劳动强度较大,较长时间暴露在较高浓度EO环境中,对人员防护要求高。
3.7 小结
疫情应急防控期间,无菌医用口罩缩短生产上市周期是保供的要求,本研究对三家企业已获批上市的医用口罩产品,在不改变其他生产工艺(包括包装、灭菌参数等)的前提下,结合现有实际生产条件,考察优化EO灭菌后解吸条件,提出合理可行的建议。影响医用口罩产品灭菌后EO解吸的主要因素是包装对EO的阻隔性、解吸环境的温度、湿度以及通风条件。考虑出厂放行需进行成品检验,包括对随产品灭菌后的生物指示剂进行培养观察48h,无菌生长方能放行等要求,实现灭菌后解吸3d,第4天放行即可满足快速解吸研究的目的,故可重点采用优选纸塑透析包装,同时控制包装参数,灭菌结束在柜内重复抽放真空换气,置放于解吸库内热风吹扫、定时换气以达目的。
