水辅助注射成型工艺及其技术进展
2022-02-09李方舟许忠斌林增荣叶如清成明祥
李方舟,许忠斌,黄 兴,林增荣,叶如清,成明祥
(1.浙江大学 能源工程学院,杭州 310027;2.德清申达机器制造有限公司,浙江湖州 313200)
0 前言
注射成型是塑料制品成型的一种重要方式,广泛应用于各种行业,其制品量约占塑料制品总量的40%。随着注射成型的不断发展与成熟,衍生出了很多新的技术,其中一项重要的技术就是流体辅助注射成型(FAIM),它包括了气体辅助注射成型(GAIM)和水辅助注射成型(WAIM)。
WAIM作为一种新型的成型中空制品的技术,它是在GAIM技术的基础上形成的。与气体相比,水有着不可压缩、压力可控性好、热容大、热传导率好等特点,所以WAIM除了有GAIM节省原料、降低锁模力、缩短循环时间、减小翘曲内应力等优点外[1],还能成型较大直径的制品,进一步缩短模具冷却时间,使制品的壁厚更均匀、翘曲和形变更少,此外它还能使制品获得更加光滑的内表面[2]。WAIM技术从20世纪90年代末被提出,历经了20多年的发展,由于该技术的应用,使得制品的成本降低,质量、生产效率都有一定的提升,从而使其在研究领域得到了广泛关注,在市场上也有着巨大的应用潜力。笔者主要介绍了WAIM的工艺过程及工艺参数,就近些年来其工艺参数及一些新技术展开概括与论述,并对今后WAIM技术的发展趋势进行了展望。
1 WAIM的工艺过程及方法
1.1 WAIM装置和过程
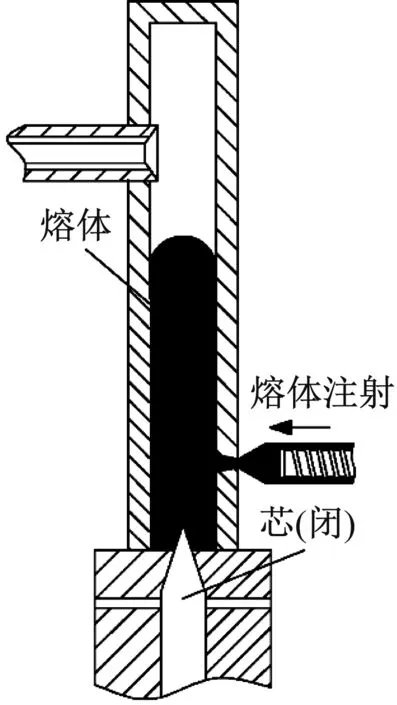
WAIM的工艺离不开它的系统,一般来说WAIM的整个系统由注塑机、模具、注水系统和检测系统组成。WAIM的流程见图1[3]。

图1 WAIM流程示意图
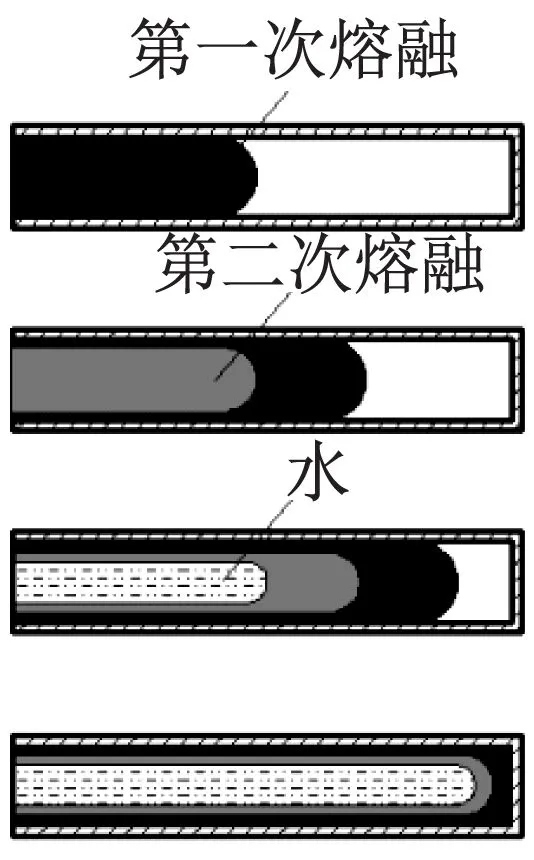
该技术工艺过程与普通的注射成型相比,增加了加水保压的阶段,具体来说,其加工周期主要由5个步骤组成:(1) 注射塑料熔体;(2) 注入水以推动塑料熔体型芯;(3) 保持水压;(4) 释放压力,通过重力或者压缩空气将水排出;(5) 开模获得制品[2]。
1.2 WAIM方法
WAIM主要有4种成型方式,分别是短射法、回流注射法、溢流注射法、流动注射法。其中,短射法和溢流注射法是目前WAIM最常用的2种方法,其主要区别是熔融体初始是否完全充满型腔。短射法具有模具结构简单,充模时不用充满等优势,但短射法有着明显的缺点,即在成型制品的表面会产生注水喷头的标记;而溢流注射法通过舍弃标记这一部分的制品,就能够很好地将标记删除[4]。回流注射法则是在熔体完全充满型腔后,打开熔体末端的水阀,推动多余熔体回流进料筒的成型,该方法优点是没有材料残渣,但对工艺要求比较高。流动注射法在末端设置特殊阀,防止水击穿熔体,该方法冷却更快,更节省材料,但同时可能会造成制品的表面缺陷[5]。4种方法的成型方法见图2[6],具体优缺点见表1。

(a) 溢流注射法

表1 4种注射成型方式的优缺点
2 WAIM过程的工艺参数
WAIM虽然有着诸多优点,但它在应用过程中还存在着一些关键的问题,如工艺参数优化。只有解决好WAIM的工艺参数,才能真正体现出该技术的优势[7]。在WAIM过程中,需要考虑的工艺参数比较多,如熔体注射量、水的注射速度、水的注射时间、压力、温度、延迟时间、保压时间等[2]。这些工艺参数对成型制品的性能、外观、尺寸都有影响。制品的壁厚、壁厚的均匀程度、气泡孔隙等都是判断WAIM工艺质量的依据,因此在WAIM领域有不少人对其工艺参数展开研究。
袁知焕等[8]研究了工艺参数对聚丙烯(PP)/聚酰胺6(PA6)共混物WAIM管件和壁厚的影响。由正交试验发现了外层壁厚、内层残余厚度会随着熔体温度、注水压力等工艺参数发生变化,并且管件的拉伸强度和结晶度也会受成型的工艺参数影响。匡唐清等[9-10]研究了短射法和溢流注射法水辅助注塑的水穿透行为,指出了在短射法水辅助注塑的情况下,随着熔体预注射量的增加、注水延迟时间的延长,水的一次穿透行为会发生变化。在溢流注射法水辅助注塑的情况下,注水压力、注水温度、注水延迟时间对于试样残余壁厚的影响,并指出了各工艺参数对于水穿透行为影响的先后次序。黄汉雄等[11]研究了水在熔体内穿透形成的温度场和应力场,及其对制品高分子结构形态的影响。刘旭辉等[12]研究了注水延迟时间、熔体温度、注水压力等参数对制品壁厚偏差率的影响。POLYNKIN A等[13]通过红外传感器测量气泡孔隙从而推断出注水压力。PUDPONG T等[14]在WAIM的各种工艺加工条件下,研究不同形状的几何模型,其尖角对于靠近尖角的壁厚分布的影响,实验采用了3种不同熔融指数的PP材料。AHMADZAI A Z等[15]研究了非结晶聚合物的WAIM工艺中,工艺参数对制品的水渗透性、部分空心制品特性(包括壁厚和制品半径)和收缩率的影响。SANNEN S等[16]研究了不同工艺参数下WAIM的水渗透行为和产品质量的关系,揭示了制品残余壁厚和零件缺陷形成的机理,以及这些工艺和材料参数对参与壁厚和零件缺陷造成的影响。
3 新型WAIM技术
3.1 气体-水辅助注射成型(GWAIM)
GAIM是在20世纪70年代发展起来的一种技术[17],而WAIM是在GAIM的基础上形成的一种技术。水与气体相比有着不可压缩、热容热导大等特点,因此WAIM技术相较于GAIM技术而言,有着成型周期短、内表面更光滑、壁厚更薄更均匀等优点。但是WAIM技术适用材料少,并且制品壁厚不够均匀,为了应对WAIM技术的这种缺陷,研究者提出了结合上述2种技术的新工艺——GWAIM工艺。国内外对于GWAIM的研究极少,王彦卿等[18]基于现有的研究基础对GWAIM的过程、关键技术、优点进行阐述和探讨。
GWAIM和GAIM的工艺过程基本相同,但是在注入气体之后还要注入水进行保压冷却。根据注气前溶体是否充满整个型腔,GWAIM也可以分为短射法和溢流注射法,其中短射法的过程示意图见图3。
(a) 注入熔体
GWAIM和WAIM相比具有以下独特的优点:
(1) 管件的成型质量好。在WAIM和GAIM工艺中,沿着流动方向或者周向,都有着壁厚不均匀的缺陷,但在GWAIM工艺中,水作为第二项流体注入气体穿透形成的空腔中,内熔体尚未完全凝固的时候,受到水的继续挤压,能够在在壁厚方向更加均匀。图4为WAIM、GAIM、GWAIM 3种工艺生成的制品对比图。

(a) GAIM
(2) 材料适应性强。王彦卿等[18]分别用高密度聚乙烯(PE-HD)、PA6、聚苯乙烯(PS)、聚对苯二甲酸丁二酯(PBT)等常用材料进行WAIM和GWAIM的对比实验。结果表明:有些材料,如PA6、PS材料,使用WAIM成型较差,水穿透不稳定,如使用GWAIM技术就能很好地改善这一状况。除了通过实验验证GWAIM工艺的优越之处,刘天等[19]也通过流体分析软件,并基于二维轴对称模型对直管制件进行GWAIM工艺充填穿透过程的数值模拟进行研究和分析,通过正交试验分析得出注气延迟时间是影响制件残余壁厚的最主要因素。
3.2 水辅助共注射成型(WACIM)
WACIM是建立在WAIM和共注射成型的基础上,将两者优点相融合的一种先进工艺。工艺过程为将A、B 2种熔体按照先后顺序注入模具型腔,然后注入高压水冷却并保压,经过一段时间后取出的制品具有双层结构[20],具体的WACIM过程示意图见图5[21]。
(a) 短射法
WACIM能够结合WAIM和共注射成型的优点,以PP和PA6材料为例,研究发现,PP材料能够很好的应用于WAIM成型,但是PA6的WAIM工艺成型性较差。为此,在WACIM技术中,将PP/PA6复合型材料作为外层,将PP作为内层进行WACIM成型,既能保证良好的成型性能,又能保证良好的力学性能[8]。KUANG T Q 等[22]通过实验研究了6种不同截面的腔体分别使用GACIM和WACIM工艺,其内外层熔体黏度的差异对制品稳定性的影响。
在数值模拟方面,邓洋[23]借助计算流体动力学(CFD)流体分析软件,基于二维轴对称模型对圆直管件的WACIM过程进行数值模拟,分析工艺参数对其成型质量的影响,并借WACIM实验平台进行实验验证。采用正交试验法发现制件总残余壁厚和内层残余壁厚的主要影响因素是注水压力和注水延迟时间。周凯[24]基于Flunet软件平台,通过数值模拟和实验手段对弯曲管件的残余壁厚进行研究,基于流体辅助共注射成型(FACIM)实验平台,通过实验对比了7种截面型腔的流体穿透率,探究了型腔截面对各层壁厚及各层穿透率的影响。
4 结语
多方法融合的新技术体系仍待发展。WAIM有冷却快、制品性能好等优点,但仍存在适配材料不多、入水口表面质量不够好等问题。目前已经有类似GWAIM、WACIM等融合了其他技术的WAIM新型技术,但是在这方面的研究仍然处于探索阶段。WAIM有着市场需求的推动,相信未来能够融合其他各种新型的技术,不断地发展和完善。
(1) 制品的工艺过程仍可进一步优化。随着数值技术及仿真软件水平的不断优化和发展,WAIM的工艺能够得到更多的数据和理论支撑,随着研究的推进,WAIM工艺将能得到显著的提高。
(2) WAIM逐渐应用于工业生产中,随着人工智能与自动化的发展,WAIM设备在结合一些自动化及机电系统的基础上,能够融入人工智能系统,在工业生产中更高效地完成任务。
(3) 在节能环保领域应用前景广阔。WAIM本身作为一种节约材料、可以提高生产效率的新型技术,并且其制品具有中空结构,未来可能会朝着可降解、循环利用的方向进一步发展。现如今,绿色发展的理念深入人心,不少工厂在确保生产效率的同时会进一步考虑节能环保,而WAIM作为一个近20年来快速发展的新技术,将会在节能环保领域不断开拓应用。
