V90PN伺服系统在全自动口罩机中的应用
2022-02-07衣志强
衣志强
烟台环时自动化科技有限公司 山东烟台 264000
1 应用背景
随着2020年新冠肺炎疫情的爆发,口罩的需求大幅上涨。为了应对疫情防控,各地政府纷纷鼓励企业转产生产口罩。当时,在产能扩充之下,口罩机成为了稀缺品,全自动KN95口罩机供不应求。全自动KN95口罩机将多层无纺布通过热压、折叠成型、超声熔接、废料切除、耳带鼻梁条焊接等工序,制造出具有一定过滤性能的各种口罩,需要多台机器配合完成各种不同的工序。相比纯手工生产,全自动KN95口罩机质量稳定,效率高。全自动KN95口罩机采用超声熔接技术,对三至六层熔喷无纺布、活性炭、过滤材料等原材料进行熔接。整套设备经过无纺布鼻梁线熔接,左右耳带熔接、对折、封边、滚切等一体化全自动折叠生产工艺,加工得到合格的KN95口罩,生产全程不需要人工参与,全自动完成KN95口罩成品的工作。笔者介绍西门子V90PN伺服系统在全自动KN95口罩机中的应用。
2 整体结构
全自动KN95口罩机如图1所示,生产线分为七大机构:卷料上料机构、鼻梁条上料机构、口罩纹路裁剪定型机构、耳带上料及熔接机构、口罩折叠成型机构、口罩形状裁切机构、成品下料机构。
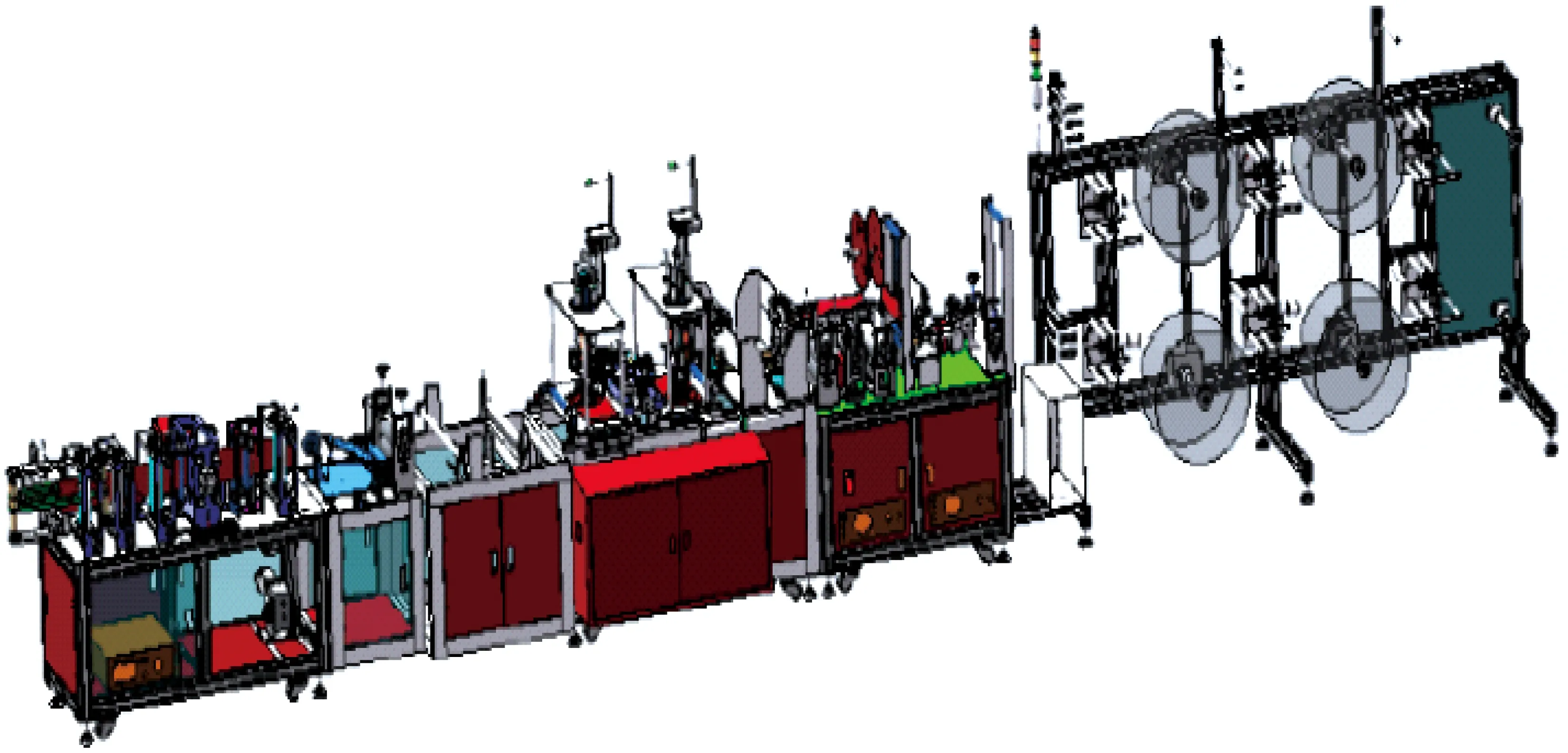
图1 全自动KN95口罩机
3 控制系统方案
耳带上料及熔接机构中的焊耳熔接装置实现左右耳带的熔接工艺,口罩形状裁切机构实现口罩的封边工艺,需要焊耳滑台及封边滑台与主轴实现绝对位置同步,因此选用1511T-1PN工艺型中央处理器作为控制核心。根据全自动KN95口罩机机械参数进行伺服硬件的配置,主轴电机选用V90PN 2.5 kW高惯量绝对值电机,焊耳滑台电机和封边滑台电机都选用V90PN 0.75 kW低惯量绝对值电机,左右焊耳电机都选用V90PN 0.4 kW低惯量绝对值电机。伺服硬件配置见表1,工厂自动化硬件配置见表2。

表1 伺服硬件配置
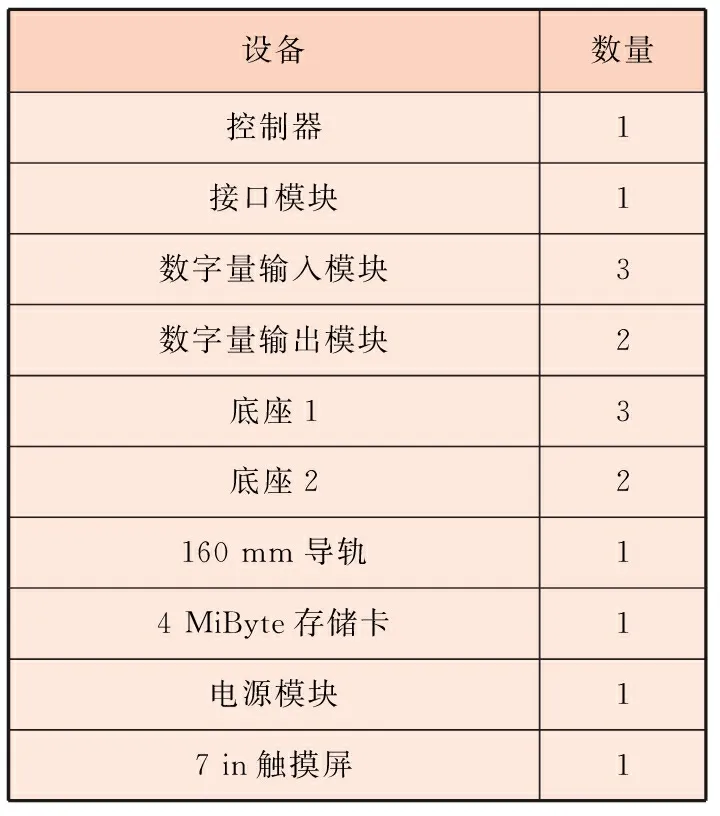
表2 工厂自动化硬件配置
4 生产流程
全自动KN95口罩机生产线的主要功能是KN95口罩自动成型,主要流程如下:布料放卷后,经过滚轮驱动,鼻梁条通过鼻梁条上料机构定长裁切后,导入包边布料,经过滚花超声熔接后,继续向前传送;经过左右耳带焊耳熔接,再经过口罩折叠成型机构折叠;超声倾斜封口,通过切刀辊裁切成型;掉落至无菌中转筐,运送至下一消毒工序。全自动KN95口罩机生产线的控制网络和人机界面分别如图2、图3所示。
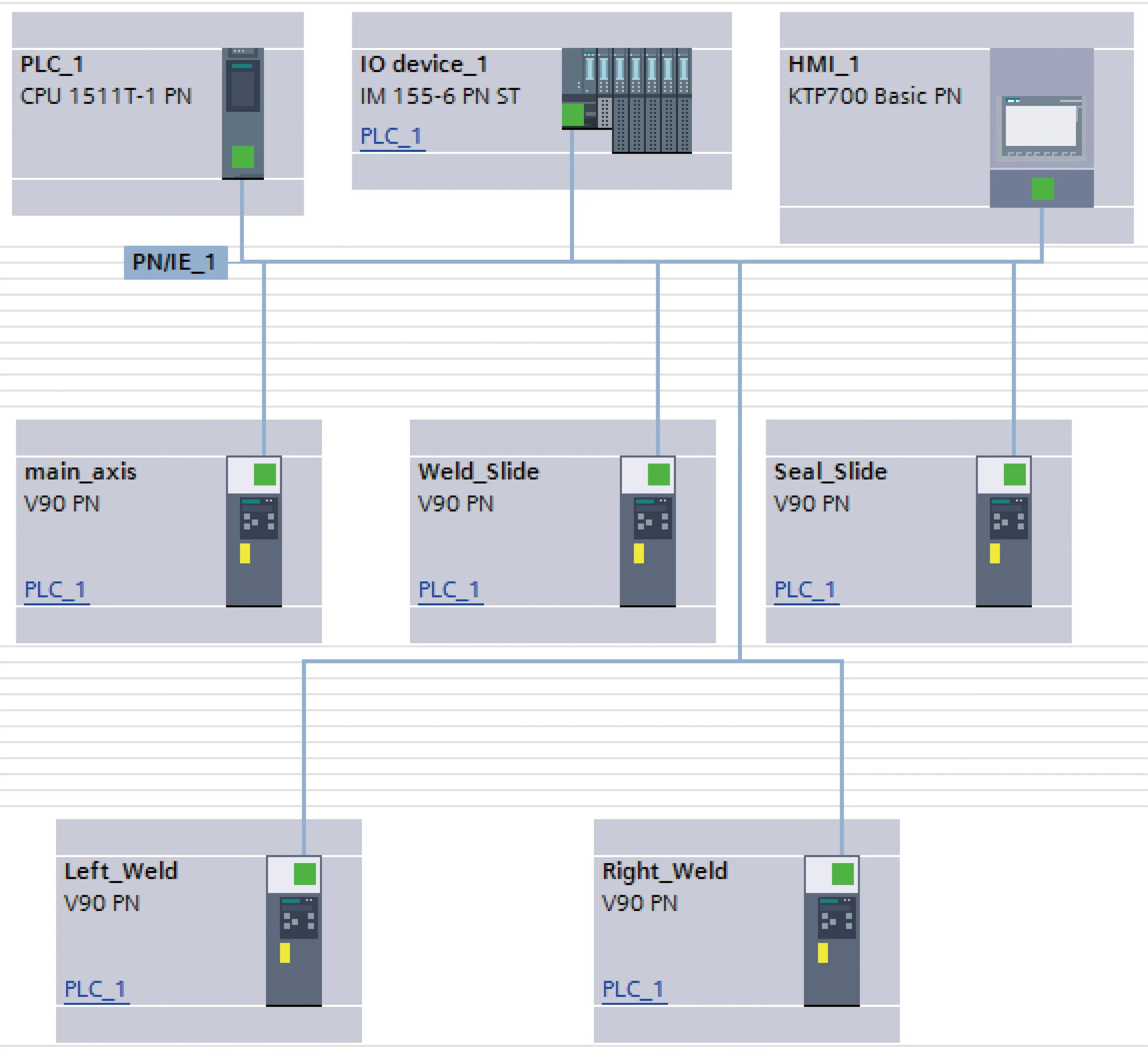
图2 全自动KN95口罩机生产线控制网络

图3 全自动KN95口罩机生产线人机界面
5 主要功能
全自动KN95口罩机的主要功能是左右耳带熔接,以及口罩折叠后封边这两个工艺。
耳带上料及熔接机构如图4所示。左耳带和右耳带对应的熔接机构和原理相同,只是位置不同。

图4 耳带上料及熔接机构
耳带从送料机构送至耳带拉取熔接机构上,由耳带拉取熔接机构拉取耳带,再由剪耳带机构将耳带剪断,最后由耳带拉取熔接机构将耳带熔接在口罩上。上述动作通过气缸实现,末端卡爪的旋转通过V90PN绝对值电机驱动实现。若设备选用步进电机,则需要回零开关配合,而选用V90PN绝对值电机的优势在于每次上电不需要回零,也不需要回零开关。
在左右耳带焊耳熔接的实际调试过程中,发现V90PN高惯量绝对值电机定位有过冲现象,即超过180°然后再回到180°的位置。由于实际采用对工艺对象进行控制的方式,因此可以从工艺对象的位置控制原理进行分析,默认预控制值为100%,将预控制值降到80%,即可消除定位过冲现象。位置控制原理如图5所示。

图5 位置控制原理
耳带上料及熔接机构中最关键的步骤为需将耳带熔接至口罩的准确位置上,这一准确位置的确定就需要采用1511T-1PN工艺型中央处理器的绝对位置同步功能。
绝对位置的同步功能通过MC_GearInPos命令实现。可以在主轴和从轴之间启动绝对齿轮同步运动,指定同步位置,通过指定主轴运行距离或动态响应值来建立绝对位置同步。绝对位置同步指令如图6所示。
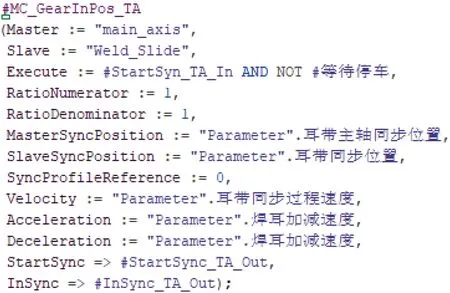
图6 绝对位置同步指令
当焊耳滑台与主轴达到绝对位置同步后,启动左右焊耳气缸下压熔接耳带至口罩上。口罩封边功能的实现跟耳带上料及熔接机构的原理相同,也是通过绝对位置同步实现,当封边滑台与主轴达到绝对位置同步后,启动封边气缸,利用超声熔接封边。封边机构如图7所示。

图7 封边机构
6 结束语
随着后期的深入调试,全自动KN95口罩机生产逐步趋于稳定,现场生产产品的合格率在98%以上,这是西门子V90PN伺服系统搭配1511T-1PN工艺型中央处理器在全自动KN95口罩机中的典型应用。