PVA 纤维增强铁尾矿砂混凝土的3D 打印力学性能研究
2022-02-06廖碧海
李 波 廖碧海
(1.广西现代物流集团有限公司,广西 南宁 530299;2.华中科技大学土木与水利工程学院,湖北 武汉 430074)
3D 打印建筑技术本质上属于一种增材制造工艺,因其在建筑和结构设计中的突出灵活性,无模板特性而成为预制结构中一种先进的制造技术,将数字化设计模型输入建筑打印机中,转化为打印指令,机器就会按照设计要求,将特殊材料一层层叠加成特定形状的建筑部件,3D 打印建筑在效率提升和可持续发展方面具有明显优势[1-2]。因此,3D 打印技术正广泛应用于建筑材料与结构行业[3-6]。尽管3D 打印技术被认为是一种很有前途的技术,但仍有一些不确定因素影响着3D 打印混凝土性能。例如,3D 打印性能依赖于混凝土的流变特性,打印速度、打印高度、打印层间间隔时间和挤出速率等因素[3-8],上述因素也影响了3D 打印混凝土的力学性能。因此,研究3D打印混凝土结构的可建造性和硬化混凝土的力学性能具有重要意义。
由于3D 打印混凝土技术在施工过程中无需使用模板,混凝土材料中的水分蒸发严重,因此混凝土结构易受到塑性收缩开裂的影响,为解决3D 打印混凝土材料延性差、易开裂等问题,部分学者通过掺加纤维能有效抑制混凝土早期硬化过程中微裂缝的萌生和发展,提高混凝土的抗拉、抗弯和抗裂性能。其中聚乙烯醇纤维等合成纤维因其耐酸碱性强、与水泥基体结合强度高、成本低等优点受到了人们的广泛关注。沈才华等[9]研究了纤维掺量对于混凝土破坏形态、峰值应力、峰值应变、抗折强度以及折压比的影响;王海龙等[10]基于PVA 纤维混凝土配合比针对3D 打印施工特点进行改进,在材料流动性、凝结时间、抗压强度和抗折强度等方面进行优化设计,提高了混凝土的早期强度和总体力学性能。
另外,铁尾矿的广泛应用将有助于资源的可持续发展,对铁尾矿砂的再生利用成为目前亟待解决的问题。例如,吕绍伟等[11]发现铁尾矿砂的粒径分布是决定尾矿坝稳定及铁尾矿砂再生利用的主要因素之一,细粒含量、干密度、含水率等因素对铁尾矿砂动力特性有一定影响;黄正均等[12]用铁尾矿砂作为细骨料加入混凝土配比中,当铁尾矿砂占总体细骨料的比例为20%时,混凝土的和易性、凝结时间最优,块体密度最大,耐久性最好。
综上所述,本项目用铁尾矿砂替代细骨料,掺加不同掺量的PVA 纤维增强增韧,制成了PVA 纤维增强铁尾矿砂混凝土,研究其3D 打印的流动度,可建造性及其抗压、抗弯等力学性能,同时制备了同等胶凝材料体系下的铸模混凝土试件作对比试验,为PVA 纤维增强铁尾矿砂混凝土的工程建设提供参考。
1 材料与试验方法
1.1 原材料
试验采用的水泥为P·O42.5R 普通硅酸盐水泥,细度1.5%,烧失量1.2%,水泥的主要化学成分如表1所示。硅灰,烧失量2.1%,SiO2含量为95%;铁尾矿砂,采用迁安铁尾矿砂,表观密度2 911 kg/m3,堆积密度1 549 kg/m3,含水量2.04%,含泥量0.9%,粒径5~25 mm,连续级配,其主要化学成分如表2所示。聚乙烯醇(PVA)纤维,采用圆截面直钢纤维,长度8 mm,直径0.03 mm,密度1 200 kg/m3,抗拉强度1 350 MPa,弹性模量40 GPa,体积掺量分别为0%、0.25%、0.5%、0.75%、1%;减水剂为聚羧酸高效引气减水剂,减水率为20%。

表1 水泥的主要化学成分Table 1 Main chemical components of cement %

表2 铁尾矿砂的主要化学成分Table 2 Main chemical components of iron tailings sand%
1.2 PVA 纤维增强铁尾矿砂混凝土的制备
PVA 纤维增强铁尾矿砂混凝土依据2 种不同水胶比(0.20、0.24),5 种不同PVA 纤维掺量(0%、0.25%、0.5%、0.75%、1%),寻求最佳的3D 打印混凝土配合比,铁尾矿砂全部替代普通河砂,制备过程先将胶凝材料,细骨料和PVA 纤维在搅拌机中均匀搅拌7 min,再倒入水和减水剂混合物的一半,充分搅拌4 min,最后将剩余的水和减水剂混合物倒入搅拌机,搅拌4 min,制备成的PVA 纤维增强铁尾矿砂混凝土配合比如表3所示。表3 中,W20-0 表示水胶比为0.2、PVA 纤维掺量为0%的对照组;W20-0.25 表示水胶比为0.2、PVA 纤维掺量为0.25%的试验组,其他类推。
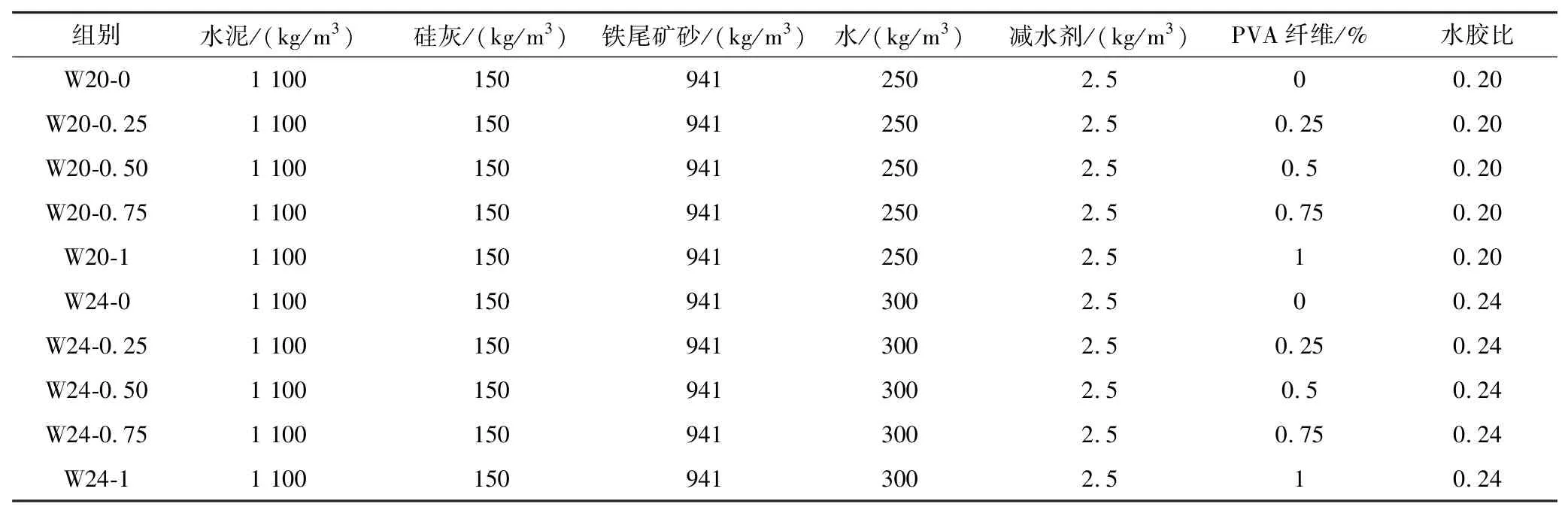
表3 PVA 纤维增强铁尾矿砂混凝土的配合比Table 3 Mix ratio of PVA fiber reinforced iron tailings sand concrete
1.3 打印参数与测试方法
3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度测试可以按照《GB/T 2419—2005 水泥胶砂流动度测定方法》[13]中的跳桌试验进行测定,在锥形模具中均匀地装满新拌合的砂浆,用刀将泥浆表面抹平,并修至与模具上部齐平。将模具四周跳桌表面擦干净,尤其要将从模具边缘渗出的水擦掉。垂直提起模具,用抹刀将留在模具内的泥浆刮下,使跳桌在15 s 内均匀跳动25 次。流动度为相互垂直的2 个方向上测量砂浆的平均直径,每组配合比均测试3 次,取平均值。
评估可建造性的模型尺寸长度×宽度为600 mm×80 mm,平行于长度方向打印,堆叠25 层,观测该模型是否保持稳定状态和模型的变形能力,以及打印模型的总体高度来评判模型的可建造性。
试验中的打印头形状为圆形,打印头直径为20 mm,打印层高为10 mm,打印速度为40 mm/s,预计打印20 层,打印模型尺寸为500 mm×200 mm×200 mm,然后放置在温度为(20 ± 2)℃,相对湿度为95%的环境下养护28 d,再切割打印模型,抗压强度试件尺寸为100 mm×100 mm×100 mm,抗弯强度试件尺寸为40 mm×40 mm×160 mm,同时制备了同等胶凝材料体系下的铸模混凝土试件作对比试验,力学性能试验在万能试验机上进行,按照《GB/T 50081—2019混凝土物理力学性能试验方法标准》[14]进行测试。
2 结果与讨论
2.1 流动度和可建造性测试
图1为3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度。从3D 打印PVA 纤维增强铁尾矿砂混凝土的纤维掺量方面来看,经过多组数据对比,PVA 纤维掺量为0.5%时,混凝土流动度最小,W20-0.50和W24-0.50 组的流动度分别为159、165 mm;PVA 纤维掺量为1%时,W20-1 混凝土流动度最大,W20-1和W24-1 组的流动度分别为176、170 mm。3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度与纤维掺量无明显相关性,但各组流动度均在159~176 mm 的目标值范围内,达到了3D 打印混凝土要求的和易性。从3D 打印PVA 纤维增强铁尾矿砂混凝土的水胶比方面来看,PVA 纤维掺量为0%~0.5%时,水胶比越大的混凝土流动度越大,PVA 纤维掺量为0.75%~1%时,水胶比越大的混凝土流动度越小。
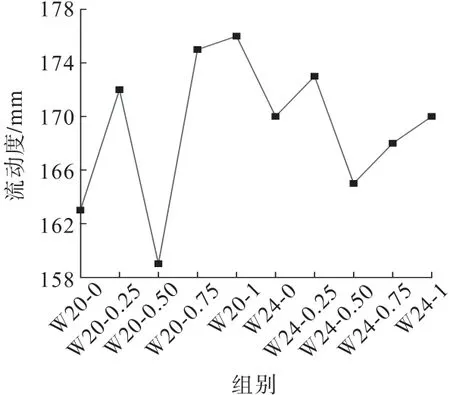
图1 3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度Fig.1 The fluidity of 3D printed PVA fiber-reinforced iron tailings sand concrete
图2为3D 打印PVA 纤维增强铁尾矿砂混凝土的打印模型总高度。3D 打印PVA 纤维增强铁尾矿砂混凝土的打印模型总高度随水胶比的增大而增大,随PVA 纤维掺量的增加而减小,尤其体现在PVA 纤维掺量为0.5%~1%时,其原因是高纤维掺量时,铁尾矿砂混凝土的流动度过高,从而导致打印高度的较大降低。3D 打印PVA 纤维增强铁尾矿砂混凝土的模型总高度在238~249 mm 范围内略有波动,究其原因,混凝土的流动只造成打印高度的边界降低。总体而言,无论PVA 纤维掺量大小,当流动度较高时,模型打印高度通常较小,反之亦然。例如,流动度为176 mm 的W20-1 组的打印总高度仅为238 mm,而流动度为163 mm 的W20-0 组的打印总高度仅为246 mm。因此,准确控制3D 打印PVA 纤维增强铁尾矿砂混凝土的打印总高度对混凝土的可建造性影响较为关键。
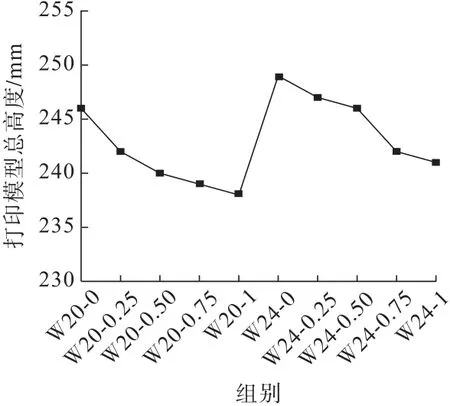
图2 3D 打印PVA 纤维增强铁尾矿砂混凝土的打印模型总高度Fig.2 Total height of the printed model of 3D printed PVA fiber reinforced iron tailing sand concrete
2.2 抗压强度测试
图3为3D 打印PVA 纤维增强铁尾矿砂混凝土的抗压强度。由图3 可知,铸模混凝土试样的抗压强度在94~121 MPa 之间,均大于90 MPa,而3D 打印PVA 纤维增强铁尾矿砂混凝土试样的抗压强度在79~105 MPa 之间,均大于75 MPa,3D 打印试件的抗压强度在明显低于同等胶凝材料体系下的铸模试件。在纤维掺量一定的情况下,随着水胶比从0.20 上升到0.24,3D 打印PVA 纤维增强铁尾矿砂混凝土的抗压强度也逐渐下降,但在一定的水胶比下,抗压强度随纤维掺量的增加呈现显著降低趋势,这种现象与其他研究的规律一致[15],水胶比是影响水泥基材料抗压强度的主要因素[16]。3D 打印试件的抗压强度随水胶比和纤维掺量的变化规律与铸模试件相同,因此,除了3D 打印引起的抗压强度降低外,3D 打印和铸模试件具有相似的抗压特性。
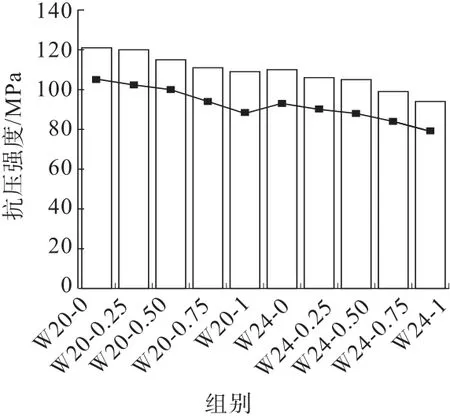
图3 3D 打印PVA 纤维增强铁尾矿砂混凝土的抗压强度Fig.3 Compressive strength of 3D printed PVA fiber reinforced iron tailings sand concrete
2.3 抗弯强度测试
图4为3D 打印PVA 纤维增强铁尾矿砂混凝土的抗弯强度。从图4 中可以看出,铸模试件的抗弯强度在7.5~9.4 MPa 之间变化。3D 打印PVA 纤维增强铁尾矿砂混凝土的抗弯强度在较低水胶比时普遍较高,随着纤维掺量从0%增加到1%时,抗弯强度先增加,此后随着纤维掺量的进一步提高,抗弯强度增加变缓,甚至下降。抗弯强度降低的原因与抗压强度降低的原因相同,也能体现出水胶比的影响是意料之中的。其根本原因是,当PVA 纤维掺量较小时,掺入的PVA 纤维具有提高铁尾矿砂混凝土抗拉强度的裂纹桥接作用,而当PVA 纤维掺量较大时,纤维与水泥砂浆的混合不易充分,导致纤维抱团,纤维分散性差,利用率低,从而降低了铁尾矿砂混凝土的抗弯强度[17]。
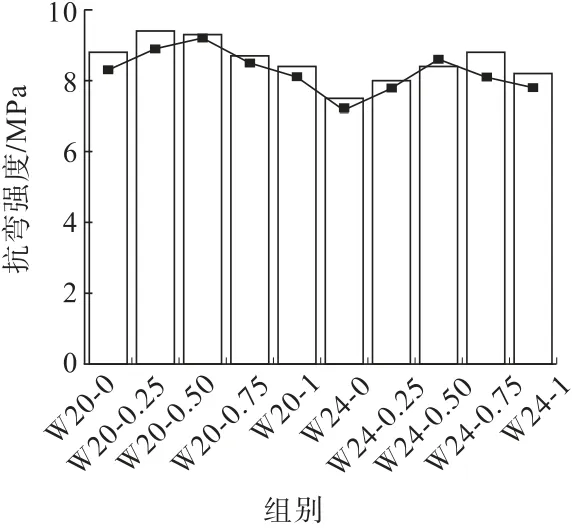
图4 3D 打印PVA 纤维增强铁尾矿砂混凝土的抗弯强度Fig.4 Flexural strength of 3D printed PVA fiber reinforced iron tailings sand concrete
另一方面,从图4 中还可以看出,3D 打印试件的抗弯强度为7.2 ~9.2 MPa,略低于同等胶凝材料体系下的铸模试件。类似铸模试件,3D 打印试件的抗弯强度随水胶比的增大而减小,并随纤维掺量的增大而变化,PVA 纤维掺量从0%增大到1%时,3D 打印PVA 纤维增强铁尾矿砂混凝土的抗弯强度先是显著增大,此后随着纤维掺量的增大,弯曲强度增加变缓,甚至下降。因此,3D 打印试件的抗弯强度随水胶比和纤维掺量的变化规律与铸模试件相同。除了由于3D 打印而使抗弯强度降低之外,3D 打印试件的抗弯性能与同等胶凝材料体系下的铸模试件的抗弯性能基本相似。
2.4 灰色预测模型
灰色模型(Grey models)简称GM 模型,是通过少量的、不完全的信息,建立灰色微分预测模型,对事物发展规律作出规律性的长期描述。为了研究3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度和打印高度对抗压强度、抗弯强度的影响,将各参数与抗压强度和抗弯强度进行灰色预测分析,具体步骤如下:
流动度和打印高度为主序列xi,抗压强度和抗弯强度为参考序列yj。
主序列xi和参考序列yj的初始值:

主序列与参考序列之差的绝对值:

序列差的最大值N与最小值n:

关联系数:

关联度:

式中,P为序列数。
表4为3D 打印PVA 纤维增强铁尾矿砂混凝土的主序列与参考序列数据表。根据式(1)可计算得出各序列初值像(表5),再根据式(2)计算主序列与参考序列差的绝对值(表6),由式(3)和式(4)可以计算各序列关联系数,如表7所示,最后由式(5)得出各序列关联度(表8)。
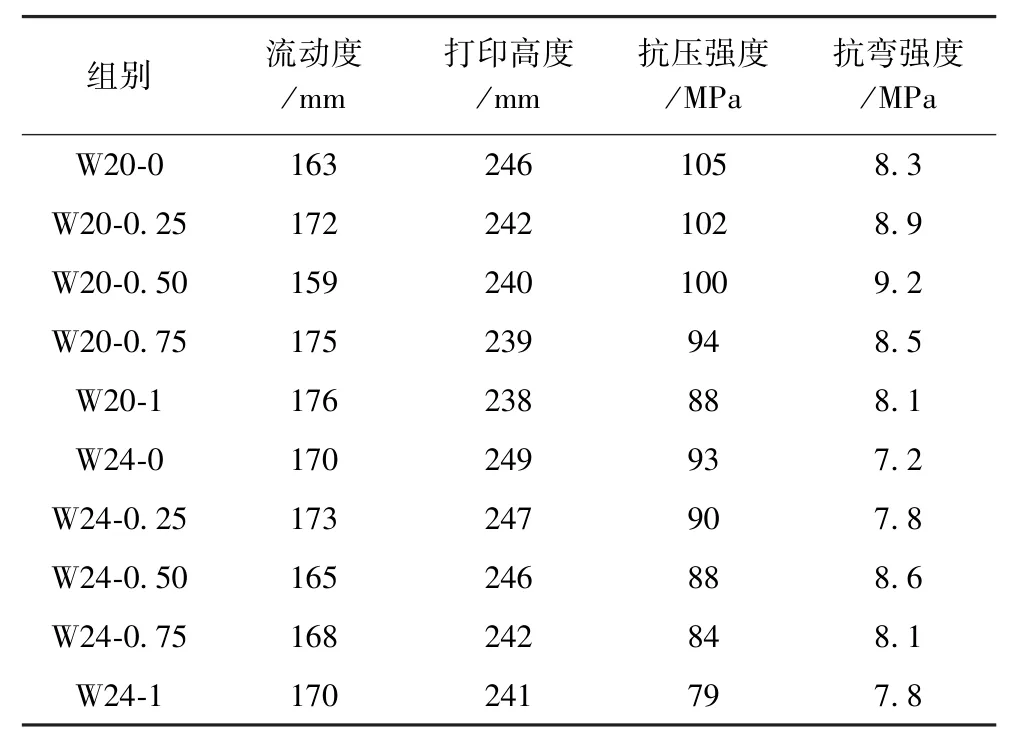
表4 主序列与参考序列Table 4 Main sequence and reference sequence

表5 各序列初值像Table 5 Initial image of each sequence

表6 主序列与参考序列差的绝对值Table 6 Absolute value of difference between main sequence and subsequence

表7 各序列的关联系数Table 7 Correlation coefficient of each sequence
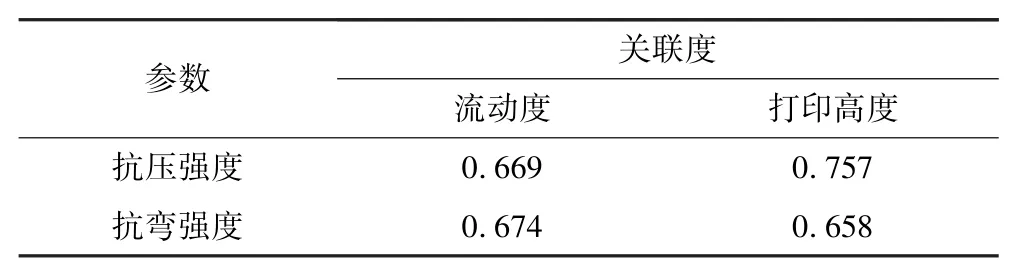
表8 各序列关联度Table 8 Correlation degree of each sequence
根据3D 打印PVA 纤维增强铁尾矿砂混凝土主序列与各参考序列之差的绝对值可知,最大值为0.24,最小值为0,由式(4)进而可以计算3D 打印PVA 纤维增强铁尾矿砂混凝土的各序列关联系数。
由表4~表8 可知,3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度对抗弯强度的影响大于抗压强度,3D 打印PVA 纤维增强铁尾矿砂混凝土的打印高度对抗压强度的影响大于抗弯强度。
3 结 论
(1)PVA 纤维掺量为0.75%~1%时,水胶比越大的3D 打印PVA 纤维增强铁尾矿砂混凝土流动度越小,其打印模型总高度随水胶比的增大而增大,随PVA 纤维掺量的增加而减小。
(2)在纤维掺量一定的情况下,随着水胶比从0.20 上升到0.24,3D 打印PVA 纤维增强铁尾矿砂混凝土的抗压强度也逐渐下降,但在一定的水胶比下,抗压强度随纤维掺量的增加呈现显著降低趋势。
(3)随着纤维掺量从0%增加到1%时,3D 打印PVA 纤维增强铁尾矿砂混凝土的抗弯强度先增大后减小。其抗弯强度随水胶比的增大而减小。
(4)3D 打印PVA 纤维增强铁尾矿砂混凝土的流动度对抗弯强度的影响大于抗压强度,3D 打印PVA纤维增强铁尾矿砂混凝土的打印高度对抗压强度的影响大于抗弯强度。
