坡莫合金纤维退镀铜工艺研究
2022-01-27甄文柱苟波王朋洲赵士钦胡明亮
甄文柱,苟波,王朋洲,赵士钦,胡明亮
(河北太行机械工业有限公司,河北 石家庄 052160)
坡莫合金是一种优异的电磁屏蔽材料,利用其屏蔽性能制备的各类电磁屏蔽型工服已被广泛应用到国防军工、电子通信等领域。表面镀铜通常作为坡莫合金“纤维”拉拔的预处理步骤,起到润滑作用。经拉拔作用后,要退除合金“纤维”表面的铜层,使纤维丝束分散开来,提高后续织物工服的柔顺性。常用的铜镀层退除方法包括电解法和化学法,由于“纤维化”过程是合金丝成束拉拔,拉后纤维丝粘结在一起,单根纤维丝直径不足10 μm,若用电解法退除,外围纤维丝很快被腐蚀殆尽。化学法中常用的浓硝酸体系[1]、溴酸钾-氨水体系[2]、硫酸-铬酸酐体系[3]、间硝基苯磺酸钠-氰化钠体系、三氯化铁-盐酸体系[4]等,一方面对基体的腐蚀作用强,浸渍时间难以控制,另一方面有剧毒,危害工人健康,并且污水处理成本高。加之现场生产要求退镀铜耗时一般不能超过40 min,在提高退除速率的同时又不能过度腐蚀基体。因此,传统化学退镀方法很难满足生产要求。
本文选用过硫酸铵作为氧化剂,柠檬酸钠作为配位剂,氯化钠作为加速剂,对镀铜坡莫合金纤维进行退镀,研究了退镀溶液中各组分质量浓度和温度对退除速率的影响,得到坡莫合金纤维丝束退镀铜的最佳工艺参数。
1 实验
1.1 材料与设备
J85坡莫合金纤维丝束(每束含2 000根直径约8 μm的纤维丝,拉拔前镀铜层厚度为25 ~ 35 μm),河北丝维特金属纤维有限公司;常温金属净洗剂,山西长治飞云日化;分析纯过硫酸铵、二水合柠檬酸钠、氯化钠及pH试纸,西陇化工股份有限公司;HH-1型电热恒温水浴锅,上海逸龙科技有限公司;BAS124S型电子分析天平(精度0.01 g),赛多利斯科学仪器有限公司:千分尺(精度0.001 mm),青海量具刀具有限公司。
1.2 退镀铜工艺
取少许坡莫合金纤维丝束,在室温下超声波除油5 ~ 10 min。水洗后浸入退镀溶液中,记录纤维丝完全分散所需时间,以评价退镀速率;在纤维丝完全分散后取出,水洗并干燥,用千分尺测量多根纤维丝的直径,取平均值(要求大于 7.5 μm)。
退镀铜溶液的基础组成和工艺条件为:过硫酸铵50 ~ 200 g/L,柠檬酸钠20 ~ 60 g/L,氯化钠20 ~ 60 g/L,温度 25 ~ 45 °C。
2 结果与讨论
2.1 过硫酸铵质量浓度对铜镀层退除效果的影响
过硫酸铵作为强氧化剂,其含量的增大可加快表面铜层的氧化。图1为柠檬酸钠质量浓度为40 g/L,氯化钠质量浓度为40 g/L和温度为35 °C的条件下,退镀铜所需时间随过硫酸铵质量浓度的变化。
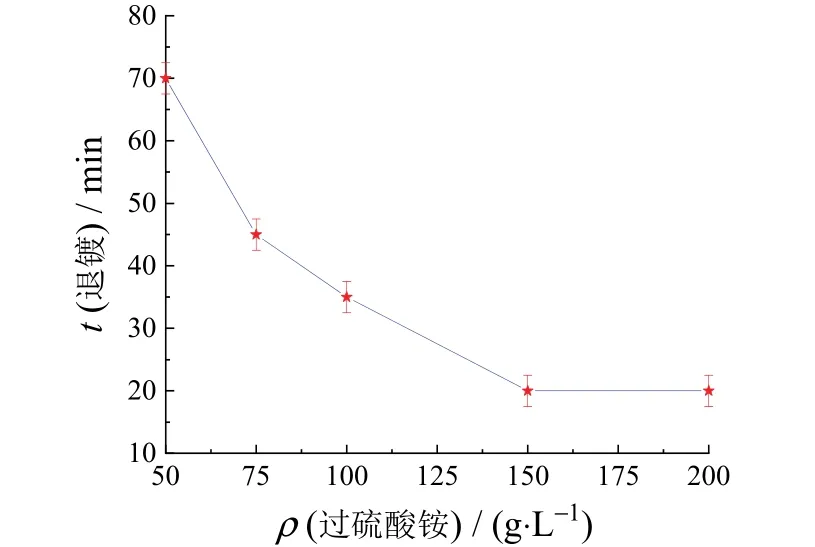
图1 过硫酸铵质量浓度对退镀时间的影响Figure 1 Effect of mass concentration of ammonium persulfate on stripping time
随着过硫酸铵质量浓度的增大,退镀铜所需时间缩短,即退镀速率增大。但当过硫酸铵质量浓度超过100 g/L后,退镀速率的变化趋于平缓。另外,过硫酸铵质量浓度过高时容易在低温下结晶析出,附着在纤维丝表面,不利于纤维丝束的分散。
退镀液为中性溶液,退镀后其pH保持在7左右,过硫酸铵质量浓度对退镀液的pH基本没有影响。过硫酸铵质量浓度的变化对基体纤维的腐蚀作用很小,可以满足退镀后纤维丝直径大于7.5 μm的要求。综合考虑,过硫酸铵的最优质量浓度为75 ~ 100 g/L。
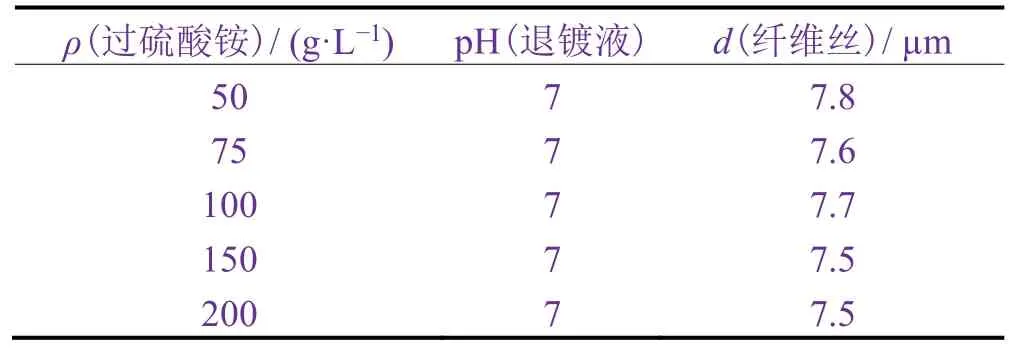
表1 不同过硫酸铵质量浓度下退镀铜后溶液pH与坡莫合金纤维丝直径Table 1 pH of stripping solution and diameter of permalloy fiber after removal of copper coating at different mass concentrations of ammonium persulfate
2.2 柠檬酸钠质量浓度对铜镀层退除效果的影响
柠檬酸钠能够与铜离子形成稳定的配合物,其质量浓度显著影响退镀速率。如图2所示,过硫酸铵质量浓度为100 g/L、氯化钠质量浓度为40 g/L、温度为35 °C时,随柠檬酸钠质量浓度的增大,退镀速率显著提高,但柠檬酸钠质量浓度高于50 g/L后退镀速率变化不大。
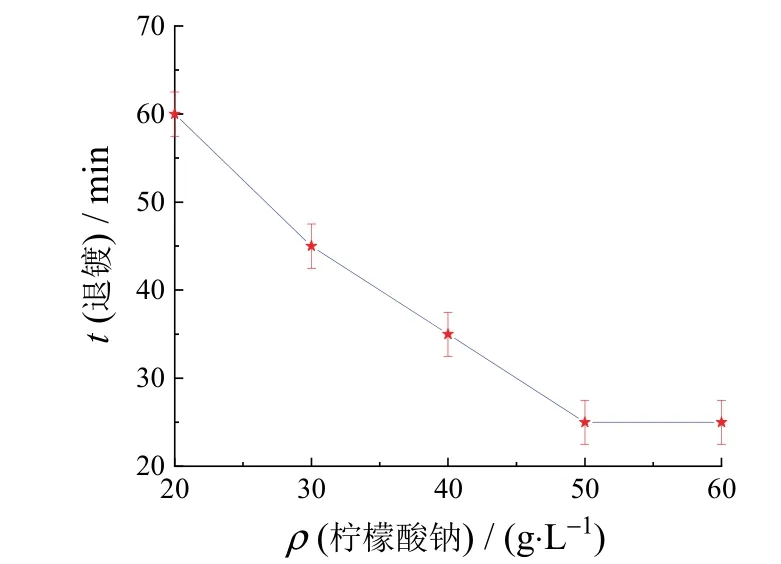
图2 柠檬酸钠质量浓度对退镀时间的影响Figure 2 Effect of mass concentration of sodium citrate on stripping time
由表2可知,随着柠檬酸钠质量浓度的增大,退镀液的pH一直是7。由纤维丝直径的变化可以看出,退镀过程对基体纤维的腐蚀作用很小,可以满足生产要求。综合考虑后选择柠檬酸钠的质量浓度为40 ~ 50 g/L。
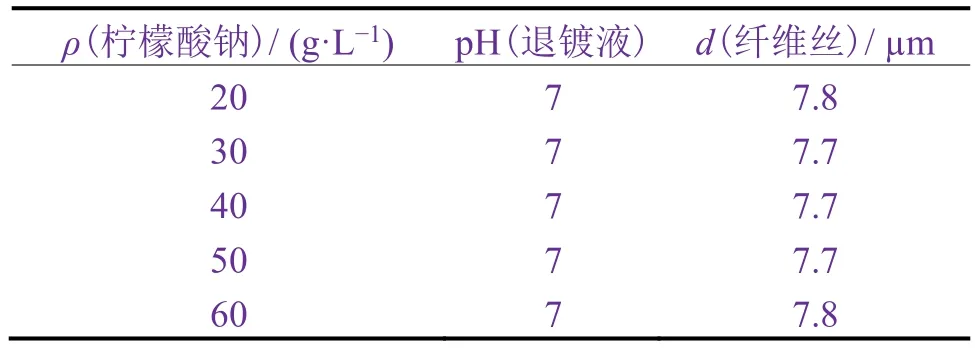
表2 不同柠檬酸钠质量浓度下退镀铜后溶液pH与坡莫合金纤维丝直径Table 2 pH of stripping solution and diameter of permalloy fiber after removal of copper coating at different mass concentrations of sodium citrate
2.3 氯化钠质量浓度对铜镀层退除效果的影响
氯化钠对铜镀层表面及铜的氧化物有一定的腐蚀作用,能够加快退镀铜。由图3可知,过硫酸铵质量浓度为100 g/L、柠檬酸钠质量浓度为40 g/L、温度为35 °C时,随着氯化钠质量浓度从20 g/L增大到60 g/L,退镀速率逐渐增大,退镀所需时间由80 min减少到15 min。

图3 氯化钠质量浓度对退镀时间的影响Figure 3 Effect of mass concentration of sodium chloride on stripping time
从表3可知,不同氯化钠质量浓度下,退镀液的pH都在7左右。当氯化钠质量浓度不超过40 g/L时,退镀过程对基体纤维的腐蚀作用很小。但是当氯化钠质量浓度高于50 g/L后,纤维丝被过度腐蚀,退镀后的直径小于7.5 μm,已无法满足生产要求。因此,氯化钠的质量浓度不能过高,以30 ~ 40 g/L为宜。
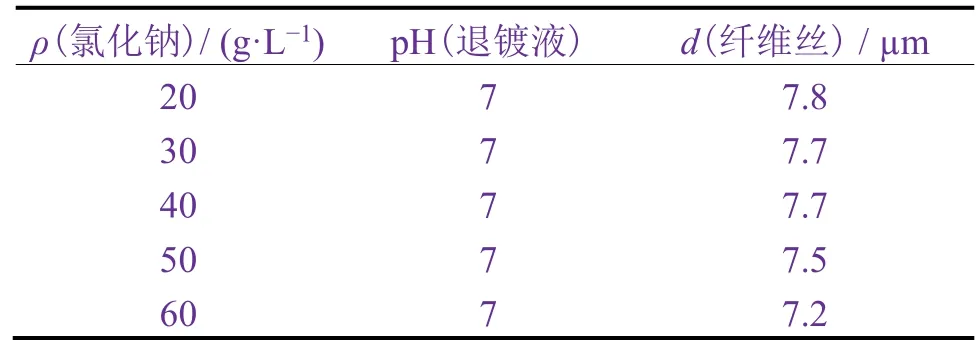
表3 不同氯化钠质量浓度下退镀铜后溶液pH与坡莫合金纤维丝的直径Table 3 pH of stripping solution and diameter of permalloy fiber after removal of copper coating at different mass concentrations of sodium chloride
2.4 温度对铜镀层退除效果的影响
升温可以提高退镀液的反应活性,加快反应进程。图4为过硫酸铵质量浓度为100 g/L、柠檬酸钠质量浓度为40 g/L以及氯化钠质量浓度为40 g/L时,温度对铜镀层退除速率的影响。随退镀液温度升高,退镀速率明显增大。由表4可知,随着温度的升高,退镀液的pH保持在7左右;温度高于40 °C后,纤维丝直径已无法满足生产要求。另外,随着温度的升高,退镀液的挥发明显加快,溶液中有大量气泡产生,气泡的逸出使得大量已经完成铜层退除的纤维丝断裂,导致纤维丝束无法使用。因此温度保持在30 ~ 35 °C为宜。
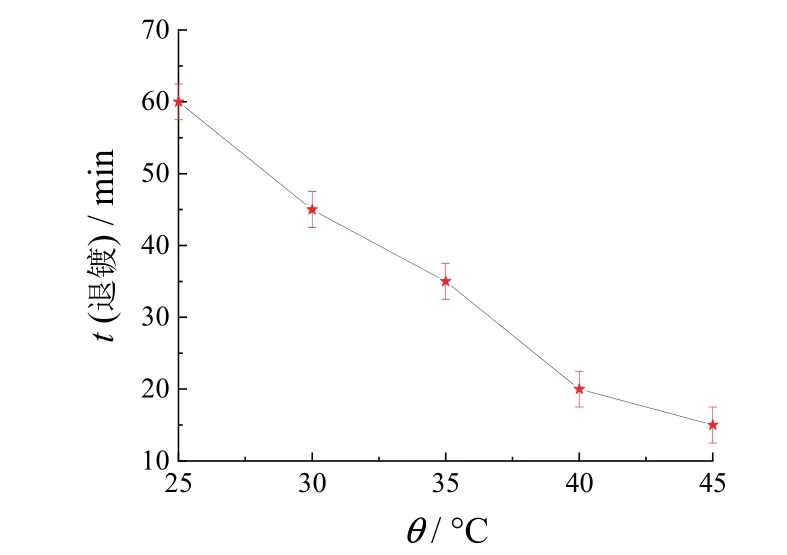
图4 温度对退镀时间的影响Figure 4 Effect of temperature on stripping time
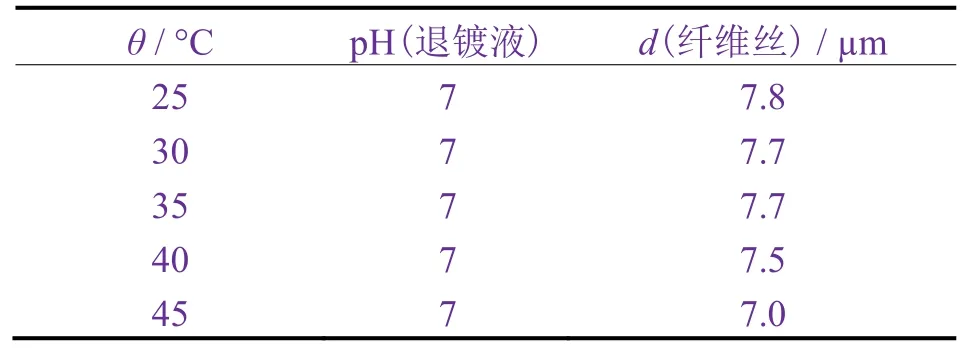
表4 不同温度下退镀铜后溶液pH与坡莫合金纤维丝的直径Table 4 pH of stripping time and diameter of permalloy fiber after removal of copper coating at different temperatures
综合考虑各类因素可知,较优的退镀工艺为:过硫酸铵75 ~ 100 g/L,柠檬酸钠40 ~ 50 g/L,氯化钠30 ~40 g/L,温度30 ~ 35 °C。在该条件下对坡莫合金纤维进行退镀铜,铜层退净并且纤维丝分散总耗时约35 min,退镀后纤维丝的直径约为7.6 μm,符合生产要求。从图5可知,经硫酸铵-柠檬酸钠体系退镀处理后,J85坡莫合金纤维丝束呈丝状自然分散开来,柔性极佳。

图5 退镀铜前(a)、后(b)的坡莫合金纤维束Figure 5 Permalloy fiber bundle before (a) and after (b) stripping of copper coating
3 结论
采用过硫酸铵-柠檬酸钠体系可以快速退除坡莫合金纤维丝束表面的铜层,令纤维丝分散开,并且对纤维丝基本无腐蚀作用。较优的退镀工艺参数为:过硫酸铵75 ~ 100 g/L,柠檬酸钠40 ~ 50 g/L,氯化钠30 ~ 40 g/L,温度30 ~ 35 °C。在此条件下退镀,纤维丝束铜层退净并分散所用时间约35 min,纤维丝直径约7.6 μm,纤维丝自然分散,柔性极佳。
