车削封头筒的自定心撑顶夹具的设计与应用
2022-01-25赵忠刚
赵忠刚
泰安嘉和重工机械有限公司 山东泰安 271031
1 序言
在为某公司车削压制的封头筒(见图1)端面时,笔者设计了一个专用的自动定心撑顶夹具(见图2),操作简捷高效。现将该夹具的设制与应用介绍如下。

图1 封头筒
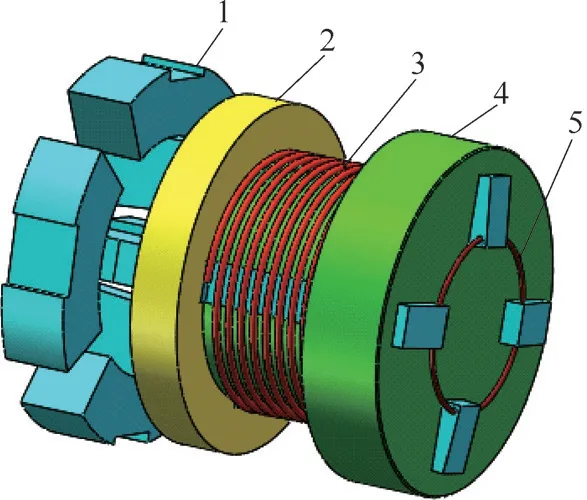
图2 撑顶夹具
2 撑顶夹具的组成及各件的作用
由图2可知,撑顶夹具由4个撑顶架、螺母、弹簧、基体和铁丝组成。其中的撑顶架如图3所示,其由弧块和导向板组焊而成,螺母和基体的具体结构状态分别如图4、图5所示。
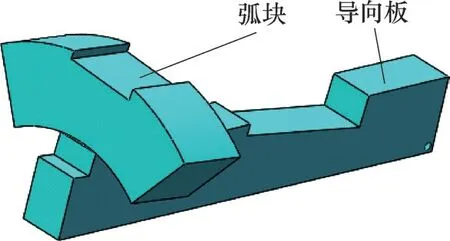
图3 撑顶架
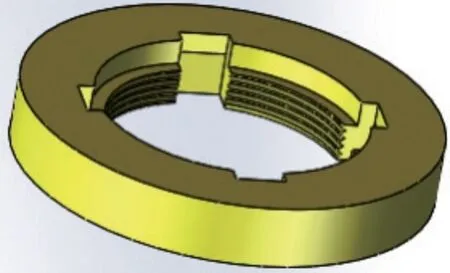
图4 螺母
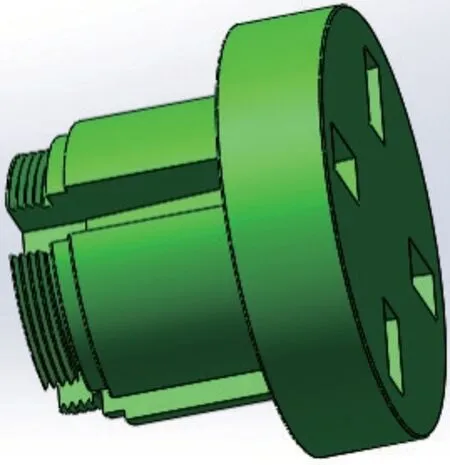
图5 基体
基体是该夹具的基本载体,其上面有4个周向等分的斜槽,与螺母的槽配合使用,对撑顶架的导向板进行运行控制;螺母同时还对其上面的弹簧的伸长起限位作用;撑顶架的导向板有一段平槽,其长度略大于螺母与基体形成的环槽宽度,其平槽处安装材质为65Mn的圆柱螺旋压缩弹簧[1],通常状态下弹簧将撑顶架推向基体左侧(见图2),当撑顶架左端受推挤力大于弹簧的受压反弹力后,弹簧会随撑顶架的右移而收缩(见图6),此时撑顶架的弧块便发生了径向扩张;铁丝穿在导向板右端的孔中,起防止撑顶架脱落的作用。
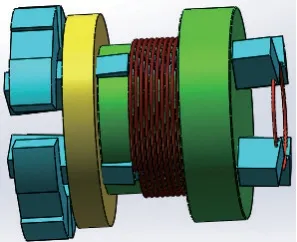
图6 撑顶夹具在受压后的状态
3 撑顶夹具的制作细节
各件均按图样制作即可,只是螺母与基体的槽部加工、撑顶架的弧面加工须注意:将螺母在车削止口和螺纹后,与车削完成的基体旋拧在一起,然后在其槽部钻孔,线切割加工它们的槽,该槽的横截面与撑顶架导向板的横截面一样,均为矩形,沿基体轴线倾斜(可取5°~8°),配合精度采取H7/g6[2]。撑顶架在组焊后,其弧块的弧面加工如下:将基体按图2方式组装完成后(注:将弹簧线套在基体后再拧螺母),在车床上用自定心卡盘加持基体的右端外圆面并校正,用回转顶尖配合顶盘顶其撑顶架左端(见图7),此时撑顶架会向基体退回,撑顶架的弧块会随导向板在基体斜槽中的运行而径向扩张,直到其被钢环内孔约束为止,开动机床,车削撑顶架弧块的弧面即可。
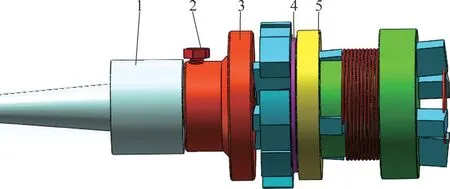
图7 撑顶夹具车削弧块
4 撑顶夹具的应用
该夹具应用非常简单,按图7方式(取下钢环)安装后,将基体右端夹紧在车床自定心卡盘上,把用螺钉紧固着顶盘的回转顶尖装在车床移动套筒的锥孔中,摇动手轮使移动套筒带着回转顶尖及顶盘退回一段距离,将图1所示的封头筒毛坯套在撑顶架的弧块上,再摇动手轮使移动套筒伸出,让顶盘顶封头筒的底面,此时撑顶架会向基体退回,撑顶架的弧块会随导向板在基体斜槽中的运行而径向扩张,直到撑顶架的弧块均顶紧封头筒的内面为止。开动机床,用截刀截下封头筒的余料,使其符合图1的形态。然后,退回顶盘,撑顶架在弹簧的推力下会立即伸出基体由弹簧控制的那段长度,撑顶架的弧块立即径向回缩,取下此件,以同样方法加工后续封头筒即可。
注意:截刀尽量取窄的,减少切削阻力,节约刀具成本;顶盘必须顶紧封头筒,防止在切削中工件转动。
5 结束语
该工装设计新颖、造价低微且操作简捷,若是大批量生产,车床移动套筒顶紧的方式改为大型气缸顶紧,效率更好。
