高温合金GH901阀杆磨削砂轮修整器改进设计
2022-01-25刘建伟万方前李寒荣
刘建伟,万方前,李寒荣
东方汽轮机有限公司 四川德阳 618000
1 序言
砂轮在磨削加工过程中会发生钝化而丧失磨削能力或失去正确的几何形状。砂轮工作表面的磨粒是否锋利及轮廓形状是否失真,对磨削效率及加工工件的表面质量都有直接的影响。为此必须及时用砂轮修整工具将砂轮工作面已磨钝的表面进行修整,以恢复切削性能和正确的几何形状。如果不及时清理修磨,则会引起工件振动,以至严重影响砂轮使用寿命和磨削效率,直接影响到产品的表面质量及尺寸精度。特别在磨削硬度高的材料时,需频繁对砂轮进行修磨。磨床配备的砂轮修整器具有通用性,适用于一般工件,但对特种工件存在一定的局限性。
2 问题分析
笔者公司超超临界燃煤发电机组中所使用的阀杆为典型的细长杆结构,采用GH901高温合金材料。GH901材质为国内引进的新型耐高温材料,化学成分见表1[1]。

表1 GH901合金化学成分(质量分数) (%)
该材质等同于美国Incoly901及日本HHSKCM5700材质,具有优良的高温性能,常常被用于使用温度620℃左右的压力部件[2]。作为镍基高温合金材料,主要的难加工性能表现如下。
1)高温强度高,加工硬化倾向大。加工时塑性变形抗力大、负荷重。
2)导热性差。
3)对砂轮的粘结倾向大。
4)强化元素含量多,硬度高。
基于GH901材料的以上特性,该类材料的阀杆在磨削过程中很容易造成砂轮钝化,并且单次的磨削进给量不能过大。
阀杆为细长杆结构,直径大多为50~100mm,长度1200~2000mm。装夹方式为使用机床顶尖顶住工件两端中心孔后磨削[3]。工件装夹后,由于机床附带的砂轮修整器与工件干涉,必须要卸下工件才能对砂轮进行修磨(见图1)。根据GH901材料的磨削特性,一般至少需要修磨5次砂轮才能完成产品加工。从而造成了工件在磨削加工过程中需反复拆装,不仅严重影响阀杆磨削效率,而且由于多次重复装夹,易造成重复定位,存在偏差[4],势必降低磨削加工质量。
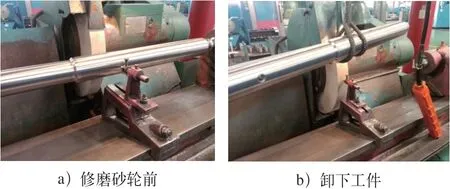
图1 原有修整器修磨砂轮时需先卸下工件
3 方案设计
鉴于目前存在的问题,为了提高磨削加工效率及工件质量,拟改进设计,制作一套砂轮修整器,使得在一般的加工条件下,不拆卸工件就能对砂轮进行修磨。
3.1 设计要点
为了保证设计工装的合理性和可操作性,工装必须满足以下要求[5]。
1)保证在不拆卸工件的情况下能对砂轮进行修磨。
2)结构尽量简单,缩短生产周期。
3)合理控制修砂轮位置尺寸,保证金刚石使用寿命。
4)设计工装能满足操作人员方便使用。
5)保证工装使用的安全性,并且不能影响到操作人员的正常工作。
该磨床工作台与砂轮的位置关系如图2所示,考虑到该磨床斜床身的结构特点,工装设计成三角形,稳定性比较好;加之在工作台面还有一个小角度的斜槽,设计工装可以利用现有的螺杆拉紧此沟槽的方式固定在工作台上,从而使装夹时工装限位比较好,保证工装固定牢固不滑动。
根据统计,目前需要在该磨床上进行磨削加工的零件尺寸90%以上都在φ200mm以内,所以设计工装只要能满足在不吊取最大外圆直径200mm工件的情况下可以进行修砂轮工作即可。工作台、砂轮和卡盘的结构尺寸及其位置关系如图3所示。
通过观察分析图3:工装在正常使用过程中,工作台、砂轮及φ200mm工件极限位置关系需满足不能与φ200mm工件相干涉,而且修砂轮的顶尖部位必须控制在图3所示φ750mm砂轮内部,另需保证金刚石砂轮修整笔的轴线尽量通过砂轮圆心,从而保证金刚石的使用寿命。
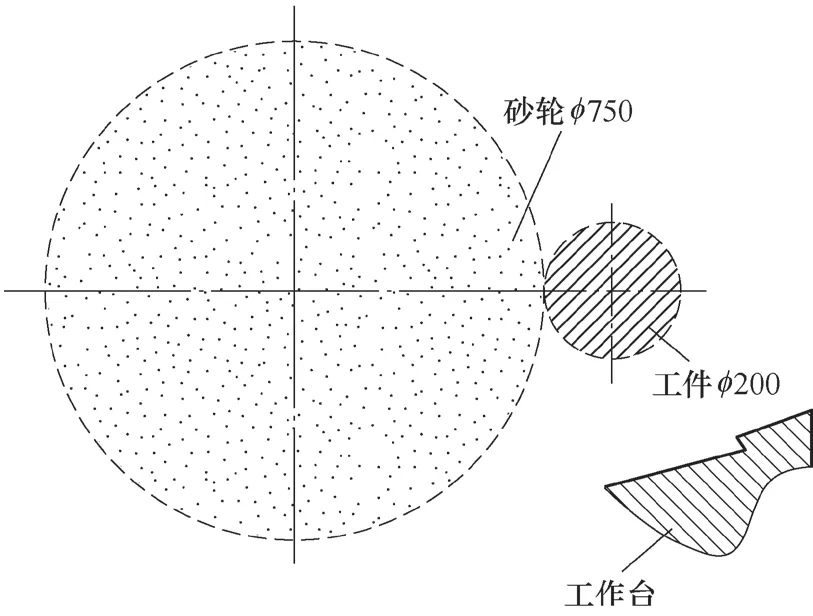
图3 砂轮、工件和工作台极限位置关系示意
3.2 具体方案设计
根据MQ1350A磨床以前所使用的修砂轮工装,参照其固定在工作台上的连接方式以及本体结构形式[6],初步确定以下三种方案(见表2)。
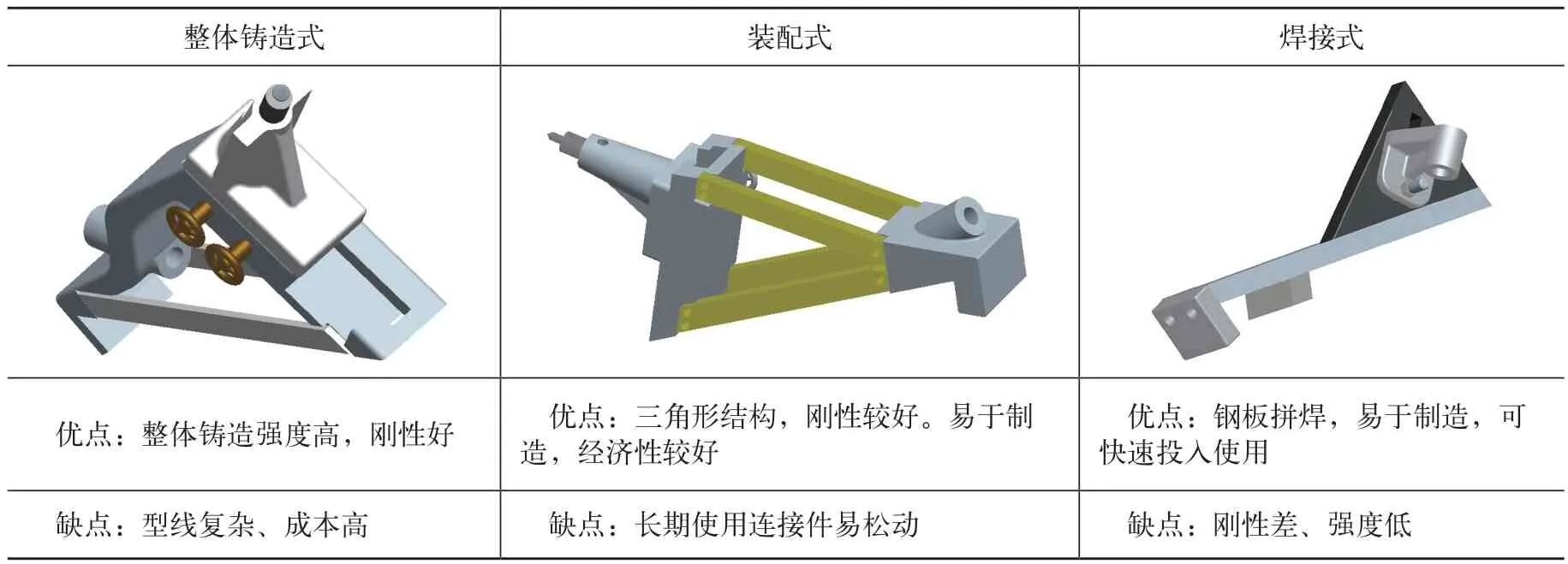
表2 设计方案对比分析
(1)方案一——整体铸造式 本体采用整体铸造结构,本体与工作台的连接方式参照原机构的连接方式不改变。在前部斜面上开T形槽,用于安装可拆卸修砂轮支架,修砂轮笔直接装在其头部圆孔中,采用螺钉压紧,可在一定范围内进行伸缩调节,在T形槽右端面钻两螺钉孔,用于压紧支架,防止滑动,并且在T形槽下部开一个槽,保证支架在不使用的情况下方便拆卸。
该结构设计比较简单,整体铸造结构强度、刚性比较好,只是型线相对复杂,从而造成铸造周期比较长、成本较高。
(2)方案二——装配式 把本体各部件合理拆分,作为单独零件进行机加工成形,然后采用螺钉联接的方式联接固定各件,T形槽和拉紧方式与方案一相同。
该结构设计相对复杂,各部件零件图均需详细描述,但采用各件分开加工的方式,制造相对比较方便,生产周期比较短,能快速投入使用。同样采用三角形结构方式,本体的刚性、结构强度比较好,能够保证使用的安全性。
(3)方案三——焊接式 为了更进一步简化机构,缩短生产周期,利用几块钢板加工成一定形状,采用焊接的方式固定、联接起来即可。
这种方案的结构形状和加工方法都很简单,能够很快地投入使用,但是整体结构单薄,使用强度很难得到保证。
基于上述三种方案的分析,拟采用方案二的结构,并在装配后的连接件处使用点焊防松的方式进行设计制造。改进后的砂轮修整器如图4所示。
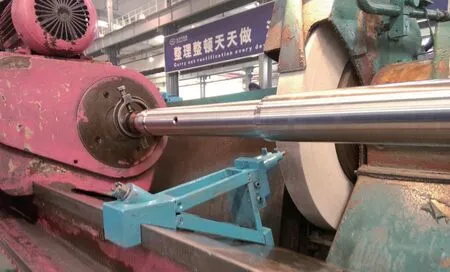
图4 改进后的砂轮修整器
4 应用效果
4.1 改进效果对比
改进前后砂轮修整器的结构对比如图5所示。通过一段时间的使用,效果良好,实现了磨削外圆时不拆卸工件就能对砂轮进行修磨。
4.2 改进后经济性分析
经过实际对比试验,改进后的砂轮修整器在一定程度上提高了磨削加工效率,降低了生产成本。以GH901阀杆外圆磨削为例:经实际测试,单序磨削加工一根GH901阀杆所需要的加工时间改进前后对比见表3,其中辅助时间是指用于测量工件尺寸、放置起吊绳索和等候吊车等的时间。

表3 改进前后磨削GH901阀杆所需加工时间对比
通过上述对比分析,本次改进顺利解决了磨削过程中需多次吊取工件才能对砂轮进行修整的问题,有效提升了生产效率。同时减少了重复定位误差,提升了实物质量。
5 结束语
由于磨削加工的特点,在工件磨削特别是难加工材料的磨削过程中,需要反复对砂轮进行修整,以保证砂轮的几何形状正确和锋利。针对现有的MQ1350A外圆磨床砂轮修整器进行分析改进,设计制作了一种适用于磨削长杆类零件的砂轮修整器,顺利解决了磨削过程中需多次吊取工件才能对砂轮进行修整的问题。通过实际应用验证,此改进操作方便,可以在一定程度上提高磨削加工效率、降低制造成本。本次改进的方法对类似外圆磨床砂轮修整器功能拓展具有很好的借鉴意义。
