车削中心加工偏心孔工艺方法
2022-01-25徐伟
徐伟
中车青岛四方车辆研究所有限公司 山东青岛 266031
1 序言
对于常规车削加工而言,当工件具有偏心孔或偏心结构时,需通过设计专用工装夹具、多次装夹方可完成车削过程。如工件精度要求较高,采用这种方法则会造成较高的废品率,甚至使得车削加工变得不可行。若采用多轴车削中心加工,通过编程,科学地利用不同的旋转中心轴和各动力座,则可使工件加工精度得到可靠保障。下面以某型减振器零件为例,介绍需要实施车削、铣削和钻削的复杂件的加工工艺。
2 传统工艺加工底阀座零件存在的问题
底阀座是某型减振器的一个重要部件,其加工图样如图1所示,几何精度要求较高,尤其是各偏心孔的位置精度要求较高。采用传统工艺加工时,需先加工外圆,再在立式加工中心上进行各偏心孔的加工,虽然一次装夹能够全部完成,但存在以下问题:①偏心孔距尺寸精度高,需重复定位精度高的夹具。②端面槽加工需定制专用刀具,成本较高,且订制周期长。③内孔及倒角的加工所使用的刀具多,编程繁琐,生产效率较低。使用大型立式加工中心加工时,批量加工效率低,生产成本高。
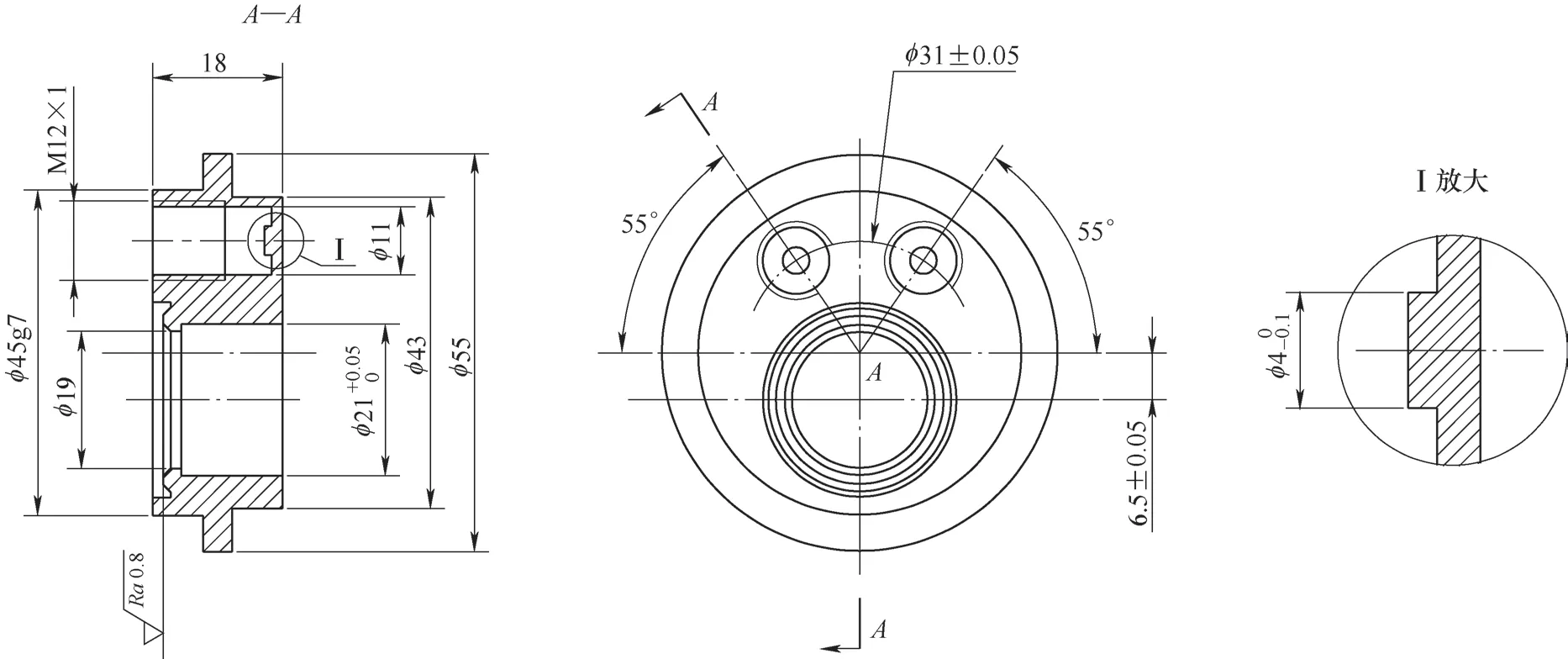
图1 底阀座加工图样
为保证加工精度,尤其是为了满足端面槽表面粗糙度值Ra0.8μm及各孔尺寸精度,决定改为采用车削加工中心,一次装夹完成全部加工工序,以提高加工效率、降低生产成本。
3 加工设备能力分析
根据加工要求,选择LBR-370M数控车削中心完成零件的加工。该设备带有主轴侧面、端面钻铣动力装置和主轴定位C轴。零件一次装夹除完成车削外,还可在工件轴向或径向进行钻削、铣削及攻螺纹的复合加工,加工精度、效率较高。
LBR-370M数控车削中心采用OSP-E100L数控系统[1],主轴转速50~4500r/min,自动2挡变速。X轴/Z轴重复定位精度0.0015mm,最小脉冲0.001mm;C轴重复定位精度0.007°,最小脉冲0.001°;回转刀架刀具12把,动力刀具12把;液压卡盘重复定心精度0.007mm。
根据机床精度参数和功能特点,将零件外圆中心与车床回转中心偏移6.5mm,加工φ21+0.05mm孔的
+0中心自然与工件外圆中心偏心6.5mm,达到通过车削完成偏心孔加工的目的。工件装夹如图2所示。然后通过车削中心精确定位分度的C轴功能,完成2个φ11mm孔的加工,达到一次装夹完成各偏心孔加工的目的。
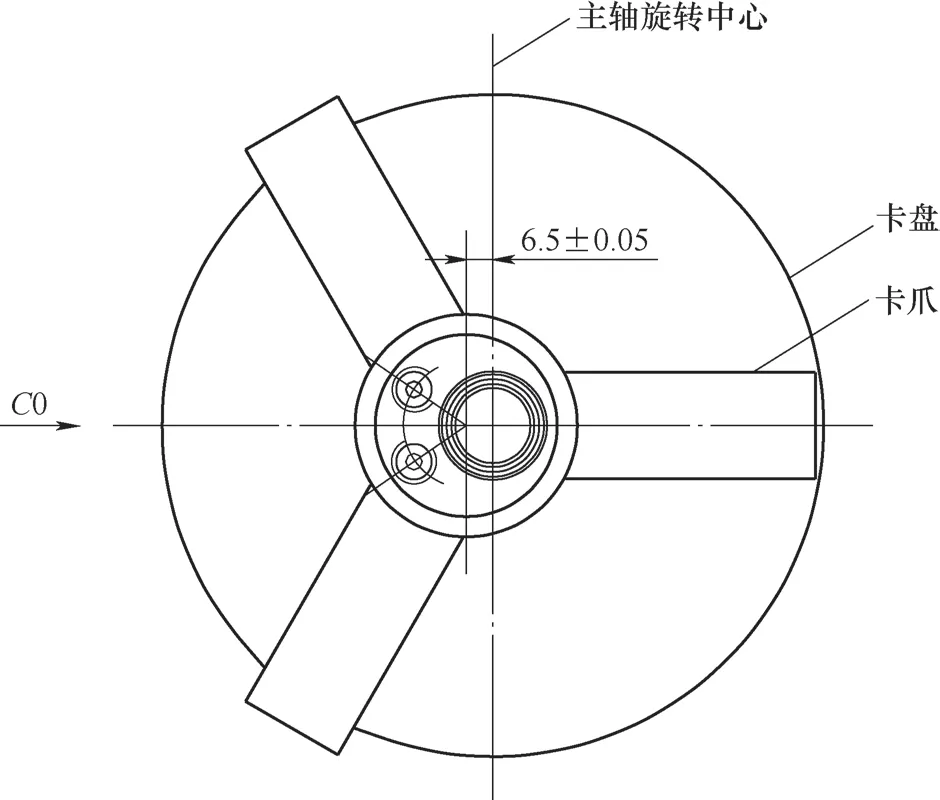
图2 工件装夹示意
4 零件加工难点与工艺方案
从理论角度看,能够在数控车削中心上通过一次装夹完成全部偏心孔的加工,但因偏心孔距(6.5±0.05)mm以及2个φ11mm孔位置具有极高的精度要求,所以如何使工件在数控车削中心中的装夹具有足够的定位精度,是解决偏心孔加工的关键。为此,采取如下工艺方案。
(1)制作专用偏心卡爪 先在液压卡盘上安装一副软卡爪,在回转刀架上安装端面钻铣动力刀座,用动力刀座的弹簧夹套装夹1把微调镗刀(可调整尺寸),将液压卡盘在C轴圆周定位在0°并锁紧,在-X轴上精确偏心6.5mm,镗液压卡盘软卡爪的内爪面,加工至软卡爪夹紧φ43mm外圆的可调范围内即可。这样就加工出了一副夹持零件外圆中心与车床回转中心偏移6.5mm的偏心卡爪(见图2)。
(2)定位误差分析 液压卡盘卡爪的联接方式是精密齿条联接,重复定位精度高,经过反复安装测量,软卡爪重复装夹定位误差在0.02mm以内。另外,机床X轴定位精度0.001mm,液压卡盘定心精度0.007mm,C轴圆周定位精度0.001°,累积误差非常小,偏心距(6.5±0.05)mm位置精度能够保证。
(3)确定2个φ11mm孔的加工位置 由于φ21mm孔中心偏离工件外圆中心6.5mm,因此2个φ11mm孔的中心位置分别在C轴的-24.85°和+24.85°与φ21mm孔中心同心圆φ42.32mm的交点上。同样,2个φ11mm孔的定位尺寸精度也能够保证。图3为加工2个φ11mm孔位置尺寸。
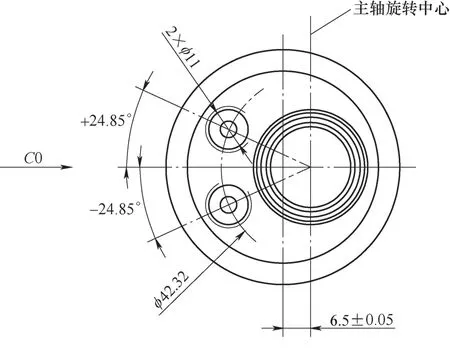
图3 加工2个φ11mm孔位置尺寸
采用专用偏心卡爪的加工精度得到确认后,编制如下加工工艺路线。
1)按图样精加工各外圆和长度尺寸。
2)换装偏心卡爪,夹φ43mm外圆,φ18mm钻头在X0位置钻孔。
3)用反内孔刀加工φ21+0.05+0mm各孔并倒角。
4)用小内孔刀加工45°端面槽及倒角,控制表面粗糙度值Ra0.8μm。
5)用动力刀座f10mm钻头在X42.32mm位置,程序控制C轴分别定位-24.85°和+24.85°,钻深15mm。
6)用f11mm立铣刀加工2个f11mm孔深15.5mm至f4mm凸台面。
7)用专用f11mm键槽立铣刀(中心有f4mm孔)加工f4mm凸台。
8)可调镗刀杆装专用镗刀,精加工凸台f4-0-0.1mm并倒角。
9)用定心钻加工2个f11mm孔口倒角,防止攻M12×1mm螺纹时翻边。
10)用M12×1mm丝锥攻螺纹深10mm。
5 工艺成果
上述工艺方案充分利用了数控车削中心C轴定位精度高、可进行复合加工等功能特点,批量加工出的零件偏心孔尺寸精度和表面粗糙度完全合格;零件装夹快捷,加工质量稳定,生产效率得到较大提高。经统计,首批100件的合格率由传统加工方法的不足70%提高到了99%,且加工效率提高了300%以上。证明工艺创新获得了较高的应用成果,也为类似结构零件的加工提供了借鉴。
加工过程中还获得了如下操作经验。
1)主轴旋转过程中,在偏心力的作用下,转速过高容易引起机床振动,影响加工质量。对主轴转速限制在2500r/min以下,由于零件偏心距小,所以没有做平衡处理。如果偏心距较大,加工之前对液压卡盘须做平衡处理,以确保加工质量和设备安全。
2)每次拆装液压卡盘卡爪应清洗干净,以免影响定位精度,并调整液压卡爪压力,使压力均衡。
3)对偏心卡爪背面精密齿条的安装位置做出记号,避免下次装错。
6 结束语
本次工艺创新经批量加工达到了预期效果,大幅提高了零件加工的合格率,提高了工作效率和设备综合利用率,通过了单位工艺技术管理部门组织的革新成果鉴定。该工艺创新成果为相似工件的高效加工提供了借鉴,具有推广应用价值。
