宣钢一棒轧钢机械设备优化改造实践
2022-01-23方云晓
方云晓
(河钢宣钢二钢轧厂,河北 宣化 075100)
河钢宣钢(以下简称宣钢)二钢轧厂一棒生产线在2003年11月建成。该生产线由POMINI公司负责工厂设计施工,该产线的工艺设计水平、设备机械化、自动化水平较高,主要生产圆钢和带肋钢筋。一棒作业区主要生产Φ16 mm、Φ18 mm、Φ28 mm、Φ32 mm规格棒材,2020年产能突破100万t。
一棒产线经过一段时间的运行,能够生产各种各规格的螺纹钢[1],但轧机设备在运行过程中出现了高耗电、钢材弯曲、打包不齐、打包线跳槽和断线等问题,为此对轧钢机械设备进行优化改造,提高了作业率,增加设备使用寿命,减少机械停机时间,保证打包质量等,提升产线作业效率和质量。
1 技术方案
1.1 轧钢冷床机械设备优化改造实施
1.1.1 轧钢冷床输入辊道机械系统变频控制改造
一棒冷床输入辊道原来是由1台变频器控制,利用手中现有备件进行改造,将冷床输入辊道改为三段由三个变频器控制,并且每一段的速度均可以分别调节。这样不仅将上冷床钢间距得到有效控制并且降低了部分辊道的转速,减少了电耗减少了棍子的损耗,满足工艺生产要求。
1.1.2 轧钢冷床裙板挡钢装置机械设计改造
棒材轧制生产线冷床下钢装置中均包含裙板、裙板辊道、轿直格栅[2]等,钢在裙板辊道的带动下向前移动,由于裙板辊道外墙板存在间隙,在轧制规格较小的钢棒时,钢材易发生跳动顶在裙板外墙板上造成弯曲,使产品不能顺利从裙板翻到冷床上,裙板外墙板顶钢严重影响了小规格螺纹钢的正常生产和成材率。为此,设计制作了一种冷床裙板挡钢装置,包含挡板、连接板、销轴、安装底座、紧固螺栓,所述挡板与连接板焊接在一起,所述连接板通过销轴与连接底座安装起来,所述安装底座通过底座上螺栓安装在裙板外墙板上,所述挡板可以销轴为中心进行转动。根据生产时的倍尺长度、轧制规格等,选择合适的装置数量,逐步将挡板向下使挡板与裙板内墙板垂直,在钢通过裙板辊道带动下通过挡钢装置时,依次与挡板滑动接触,使钢不与裙板外墙板相撞。

图1 冷使床用裙示板意挡图钢 装置
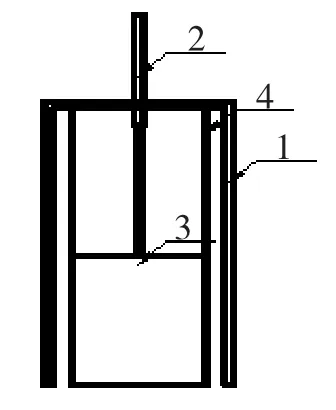
图2 打包撞齐装置示意图(正文中未提到)
1.2 轧钢打包机机械设备设计改造实施
1.2.1 轧钢打包机打包撞齐装置机械设计改造
设计制作打包撞齐装置,用于2号链集港材的打包,该装置包含横向挡板、纵向挡板、横向滑道、纵向滑道、横向挡块、气缸、液压缸、气缸支架,所述横向挡板在液压缸[3]的带动下在横向滑道内进行横向移动,所述纵向挡板在气缸的带动下在纵向滑道内进行纵向移动。所述纵向挡板和横向挡板并排分布。在进行单道打包时,横向挡板通过液压缸带动进行横向移动使横向挡板进入横向卡槽,钢筋通过辊道带动与横向挡板相撞完成撞齐,打包机进行打包工作,在打包过程中,横向挡板通过液压缸带动回原位;在进行双道打包时,横向挡板通过液压钢带动进行横向移动,在横向挡板位置移动到一半时,纵向挡板通过气缸带动进行纵向移动,当横向挡板进入横向卡槽、纵向挡板到达底部时,钢筋通过辊道带动与纵向挡板相撞完成撞齐,打包机即可进行一次打包;在一次打包过程中,纵向挡板通过气缸带动回原位,一次打包结束后,钢筋通过辊道带动与横向挡板进行二次撞齐,此时进行打包机进行二次打包;在打包机二次打包完成后,横向挡板通过液压缸带动回原位。
1.2.2 轧钢打包机疏丝导辊机械设备设计改造
在打包机运行中,由于打包的收紧方式为液压缸[4]抽丝,打包线在疏线轮续丝、抽紧的过程中,打包线与疏线轮底部的钢板摩擦,日久变磨损出深沟,在送丝过程中,打包线接头位置经常会在磨损的深沟部位卡顿,严重的出现打包线跳槽和断线现象,对精整收集打包节奏影响较大。针对打包机在送丝及抽丝过程中,对绕线轮底部钢板磨损的现状,同时结合打包机绕线轮处的空间,在该处增设了疏丝导辊。
针对打包线对绕丝轮下方的钢板磨损严重,出现较深的沟槽,使得打包线经常在此处卡顿,影响打包收集节奏,岗位人员自行设计制作了疏丝导辊(见图3),将原来打包线与底部钢板的滑动摩擦改为滚动摩擦,同时减小了打包机抽丝、送丝阻力,降低送丝轮以及抽丝轮的磨损,提高打包机运行的稳定性。

图3 增设疏丝导辊前图片
由于打包机绕丝轮下方极易集聚打包线脱落下来的氧化皮,在疏丝导辊设计时,考虑到作业环境的恶劣因素,在疏丝导辊轴承内侧设计了氧化皮阻挡环(见图4),有效避免了氧化皮污染轴承,提高疏丝导辊轴承的使用寿命。

图4 增上疏线导辊后图片
由于疏丝导辊运转频繁,作业环境恶劣,为了便于更换,设计了敞口轴承座,该轴承座可以实现疏丝导辊快速更换,经过现场实际操作,更换疏丝导辊的时间控制在1 min之内。
2 实施效果
该轧钢设备机械设备优化设计改造之后,效果良好。冷床变频控制减少电耗,冷床裙板辊道的改进和冷床裙板挡钢装置的使用,使冷床顶钢、挂钢事故减少,提高了作业率及成材率。通过设计使用打包撞齐装置,使打包质量得到了保证。通过将原来打包线与底部钢板的滑动摩擦改为滚动摩擦,同时减小了打包机抽丝、送丝阻力,降低送丝轮以及抽丝轮的磨损,提高了设备的使用寿命,综合创效50多万元。
3 结语
系统投运后取得了良好的效果,冷床裙板辊道的改进和冷床裙板挡钢装置的使用,使冷床顶钢、挂钢事故减少,提高了作业率及成材率。通过设计使用打包撞齐装置,使集港材的打包质量得到了保证。下一步将继续对轧钢成品设备的表面质量和冷床机械系统进行进一步的设计优化和改进。