屈服强度700 MPa级超高强钢的开发
2022-01-23周浩
周 浩
(唐山不锈钢有限责任公司,河北 唐山 063105)
随着汽车市场对节能、环保、安全、舒适等要求的提高,汽车车身轻量化成为当今汽车技术发展的重要发展方向。由于高强钢和超高强钢在减轻车身质量的同时,还能提高汽车车身的结构强度及能量吸收能力,因此高强钢和超高强钢仍然是最经济、最有效的轻量化途径之一。
随着汽车行业的发展,国内商用车轻量化发展,越来越多商用车为了减轻质量,其结构采用屈服强度700 MPa以上,抗拉强度900 MPa级1.2~2.0 mm薄壁冷弯型钢结构设计替代热轧厚规格高强钢及冷轧退火薄规格高强钢。以客车骨架为例,采用了高强钢方矩形焊管,在焊管冷弯成型过程中,强度有所升高,而延伸率大幅度下降,为保证高强钢方矩形焊管达到客车厂延伸率≥10%的要求,超高强轧硬钢带的延伸率应不低于12%,强塑积不低于12 GPa·%。一般低合金高强钢冷轧退火钢带延伸率很低,平均为5%~10%,强塑积只有10GPa%左右。例如宝钢的2 mm厚度汽车大梁用高强钢,冷轧退火产品延伸率6.7%;通常厚度小于2 mm的产品延伸率还要低一些。目前技术生产的产品很难满足上述要求。
由于高强度热轧钢带薄规格轧制比较困难,同时存在厚度加价,而退火钢带因为退火工序同样会增加成本,相比之下,轧硬钢带价格更低、成型更方便,在提高车身强度的同时,能降低使用钢板厚度,减轻整车重量,减少车辆燃油消耗,所以超高强硬质钢带成为生产客车骨架钢管及货车边梁、贯穿梁的主要材料。本文所研究屈服强度700 MPa级超高强钢TS700S借鉴不锈钢冷轧钢板中采用不同冷作硬化状态,采用16%~25%冷轧压下率获得满足要求的超高强钢,以替代冷轧退火薄规格高强钢CR700/900MS,产品在提高车身强度的同时,能降低使用钢板的厚度,减轻整车质量,减少车辆燃油消耗,具有重要的开发价值。
1 基本技术要求
1.1 化学成分
目前所开发的超高强半硬钢带TS700S尚无统一产品标准,化学成分范围参照国标GB/T 1591低合金高强度结构钢Q690M的成分要求进行设计限定,如表1所示。

表1 TS700S化学成分范围 %
1.2 力学性能
TS700S主要用以替代冷轧退火薄规格高强钢CR700/900MS,其力学性能范围参照国标GB/T20564.7冷轧马氏体钢CR700/900MS的性能要求进行设计限定,由于货车边梁用700 MPa高强钢用材轻量化设计要求,材料厚度主要集中在2.0 mm及以下,不要求做冲击功,如表2所示。

表2 TS700S性能要求
2 产品设计
对于屈服强度700 MPa级超高强钢TS700S,设计借鉴不锈钢冷轧钢板中采用不同冷作硬化状态,采用16%~25%冷轧压下率获得满足要求的超高强钢,需要充分利用C-Mn相变强化及冷作加工强化手段提高强度,同时降低生产成本。通过热轧控轧控冷及设定合理的冷轧压下率,在保证产品强度的同时,使产品具备较低成本、较高的使用性能[2]。
2.1 成分设计
TS700H产品成分设计范围见表3。

表3 化学成分设计 %
TS700S产品采用低碳、常规锰成分设计,与微合金钢相比可大幅度降低生产成本。通过成本测算,TS700S成本比常规Nb+Ti复合强化同强度产品低约350元/t。
2.2 工艺设计
根据1580产线设备特点及控制能力,基于本产品的目标性能,设计生产工艺流程为:BOF→LF→CC→1580热轧→冷轧。
炼钢生产采用自动化炼钢,提高成分、温度的命中水平,保证产品成分的精准控制。通过优化生产节奏,从而保证拉速的稳定控制,生产时保持恒拉速控制。连铸采用低过热度控制,减少中心偏析对产品均匀性的影响,采用保护浇注,避免浇注过程产生氧化物夹杂。
为保证产品机械性能及工艺性能,结合产品CCT曲线,热轧采用TMCP控轧控冷技术,优化层流冷却温度制度,采用两段冷却、低温卷曲以获得F+B组织。冷却路径见图1。
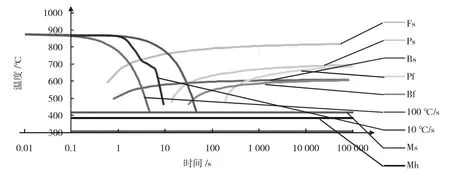
图1 CCT曲线及冷却路径
冷轧工序采用较低的压下率生产半硬钢带,1.5~2.5 mm厚的热轧钢带经过冷轧得到厚度1.2~2.0 mm成品钢带,冷轧压下率16%~25%。
3 实物及性能
3.1 成分控制(见表4)

表4 化学成分实际控制 %
TS700S实际成分控制满足设计要求。
3.2 力学性能(见表5)

表5 实际物理性能控制
TS700S产品物理性能满足目标要求。
3.3 组织与析出(见图3和图4)
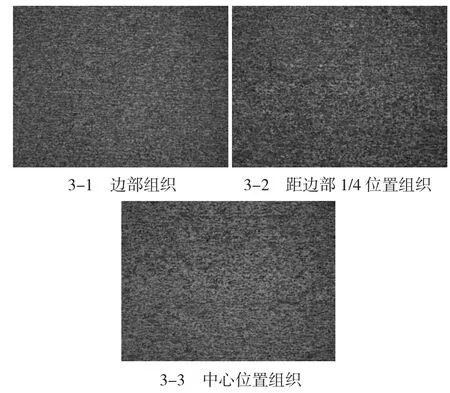
图3 成品卷组织控制情况(500×)
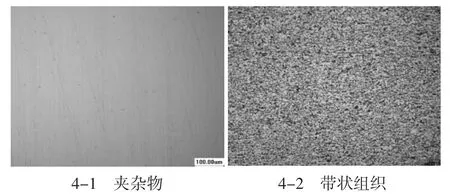
图4 产品夹杂物与带状组织控制情况(100×)
TS700S组织为多边形铁素体F+珠光体P+粒状贝氏体GB,晶粒度均为12级,带状组织1级,无中心偏析,未发现明显夹杂物。
3.5 折弯性能(见图5)

图5 180°冷弯实验
横纵向D=0a折弯性能良好。
4 结论
1)采用低碳、常规锰成分设计,通过控制热轧双相钢层冷模式、低温温卷取,控制得到塑性较好的F+B组织,冷轧采用16%~25%的低冷轧压下率,最终获得具备较高的强度、良好的延伸率和较高的n值及K值的屈服强度700 MPa级超高强钢,满足设计目标要求。
2)屈服强度700 MPa级超高强钢TS700S力学性能满足屈服强度Rp0.2≥900MPa,抗拉强度Rm≥700 MPa,断后伸长率A80≥12%,强塑积≥12 GPa·%,显微组织为多边形铁素体F+珠光体P+粒状贝氏体GB复合组织,平均晶粒度12级。
3)屈服强度700 MPa级超高强钢TS700S具有更好的冷成形性能,适合生产客车骨架、货车边梁、贯穿梁等冷弯成型薄壁型钢,在省去酸洗化学除锈和机械除锈工序情况下满足其力学性能和涂装表面质量要求,目标为用来替代热轧厚规格高强钢及冷轧退火薄规格高强钢,满足低成本需求。
4)屈服强度700 MPa级超高强钢TS700S高性能超高强半硬钢带有利于减轻车身质量,降低燃油消耗,减少汽车尾气排放,在下游加工过程中省去酸洗化学除锈和机械除锈工序环境污染,实现产品的绿色制造。