水导激光加工光源选型与材料蚀除研究
2022-01-23李靖怡李元丁烨王扬杨立军
李靖怡, 李元, 丁烨, 王扬, 杨立军
(哈尔滨工业大学 机电工程学院,黑龙江 哈尔滨 150000)
自从1960年第一台激光器出现以来,激光作为一种加工工具已逐渐应用于航空航天仪器等领域. 连续激光和长脉冲激光加工过程中会出现热影响区、微裂纹、熔渣等显著缺陷[1],严重降低了加工质量. 超短脉冲激光[2-3]加工效率较低,且设备维护成本过高. 这些问题的存在对激光的进一步应用提出了较大的挑战.
水导激光加工作为一种新兴的激光加工技术,其原理如图1所示. 激光束聚焦形成一定大小的光斑,投射进喷嘴口处. 激光束以全反射的形式在射流内向前传输. 相比传统激光加工技术,水导激光加工技术具有如下优势:①水射流稳定长度范围内都能进行加工,工作距离较大;②水射流持续冲刷冷却过程可抑制加工区域热影响区形成和熔渣堆积[4-5].

图1 水导激光加工原理图
水导激光的加工能力主要受激光轴线与水射流轴线的重合程度以及激光光源的输出参数等因素的影响. 目前,通过增加同轴调整与观测装置可以实现激光轴线与水射流轴线的精准重合. 而激光光源的输出参数,例如脉宽、峰值功率密度等,则对耦合过程具有不可忽视的调控作用. KENNEDY等[6]指出,当激光脉宽在亚纳秒和飞秒尺度时,即使单脉冲能量很低,激光焦点区域的峰值功率密度也足以引起纯水介质的光学击穿. 而光学击穿现象会引起激光能量的大幅耗散,这对于水导激光加工过程中激光与水射流的高效耦合以及后续的材料高质高效蚀除是极为不利的[7]. PORTER等[8]采用毫秒激光光源进行水导激光切割金属板材实验,研究表明相比于单一的毫秒激光加工,水导激光加工后切缝表面的热缺陷得到有效抑制,但局部热影响区和微裂纹仍无法彻底消除. 同时,激光与水射流耦合时热吸收损耗较大,导致水射流间歇性失稳,显著降低了加工效率. GOBET 等[9]采用短纳秒激光光源进行水导激光刻划硅晶圆实验,结果表明相比于长脉冲激光光源,该光源更有利于实现高质量的加工.
前述的研究结果表明,选取合适的激光光源,对于激光与水射流的高效率低损耗耦合以及耦合能束加工能力的提升具有重要意义. 但目前在这方面的理论研究相对较少. 文中建立了水中激光焦点区域自由电子密度演变模型,分析了不同波长和脉宽的激光辐照下水的光学击穿阈值,为选择合适的激光光源提供了理论依据. 在此基础上进行了水导激光刻划与切割304不锈钢样件的实验. 从理论与实验角度,实现了水导激光加工质量和效率的有效提升,为水导激光加工应用领域的拓展提供理论与参数指导.
1 物理模型建立
激光诱导光学击穿存在两种物理机制:雪崩电离和多光子电离. 雪崩电离过程是种子电子吸收激光能量后与重粒子碰撞,离化束缚电子,从而产生两个能量较低的自由电子,新的自由电子继续与重粒子碰撞,生成更多的自由电子. 碰撞过程的不断发生使自由电子数量指数倍增长,直至击穿的产生. 而多光子电离不需要种子电子的激发,在焦点区域的介质直接吸收多个光子而电离,相互之间互不影响,击穿过程发生的非常迅速.
引起光学击穿所需的功率密度会受到激光输出参数的影响. 常用激光器输出的激光在时域和空间域上均为高斯分布,激光束在聚焦后瑞利长度ZR的定义为
(1)
式中:w0为激光焦点半径,mm;n为介质的折射率;λ为激光波长,nm.
在瑞利长度范围内,激光束的直径可认为是一致的. 而与焦点轴向距离Z>ZR时,激光光束半径w(Z)为
(2)
相应的,与焦点轴向距离为Z的激光峰值功率密度I0(Z)为
(3)
式中,Pmax为脉冲激光的峰值功率,W.
距离焦点不同位置的激光功率密度I(R,Z,t)表达式为[10]
(4)
式中:I0为焦点处激光峰值功率密度,W/cm2;τp为激光脉宽,s;t为时间,s;c为真空中的光速,m/s;σe为消光系数;v2为激光空间方差的2倍.
脉冲长度lp的定义如式(5)所示. 不同脉宽激光的脉冲长度之间存在极大差异,例如,波长为532 nm,焦点直径为15 μm的激光,当脉宽为20 ns,脉冲长度为6 m;脉宽为30 ps,脉冲长度为9 mm,均远大于其瑞利长度442 μm. 此时,相比于激光的空间范围,焦点区域可近似为一个点,故在焦点区域功率密度可认为是一恒定值,此时Z、R均为0,入射激光功率密度表达式可简化为式(6)所示. 而当脉宽缩短至300 fs时,脉冲长度降至90 μm,与瑞利长度无量级差距,因而焦点区域内激光的功率密度变化不仅和时间相关,还受到空间位置的影响.
lp=cτp
(5)
I(t)=I0e-4ln2×(t/τp)2
(6)
自由电子密度随时间演变的规律可用速率方程来描述,如式(7)所示. 焦点区域的自由电子密度会受到多光子电离、雪崩电离以及电子扩散和重组等过程的调控作用,式(7)中右边第一项表示多光子电离引起的自由电子增量,第二项表示雪崩电离引起的自由电子增量,第三项描述的是电子扩散到焦点区域之外引起的自由电子损耗,最后一项描述的是电子与离子或空穴等重组引起的自由电子损耗.
(7)


(8)

当焦点区域出现一个自由电子后,它会通过逆韧致吸收获得能量,产生更多自由电子,形成雪崩电离,表达式为
(9)
式中:τ为电子与粒子碰撞时间间隔,s;MH为水分子质量,kg;Q为电子电荷,C.
将瑞利长度范围内光束近似看作是半径为焦点半径w0,长为瑞利长度ZR的圆柱体. 在这个区域内电子扩散速率为
(10)
电子重组速度经验值为ηrec=2×10-9cm3/s[11].
2 实验设备
文中采用的飞秒激光器型号为PHAROS-15W(light conversion),纳秒激光器型号为PR-532-40H(power laser),主要输出参数如表1所示. 激光诱导光学击穿实验装置如图2所示,声波信号接收装置采用的是Precision Acoustics公司生产的水听器(频率响应范围:4~200 kHz),并通过RIGOL数字示波器(带宽:300 MHz;采样频率:2G Sample/s)显示接收的信号. 焦点区域通过型号为Phantom VEO 710L的高速相机,在21 000 fps帧率下进行同步拍摄.
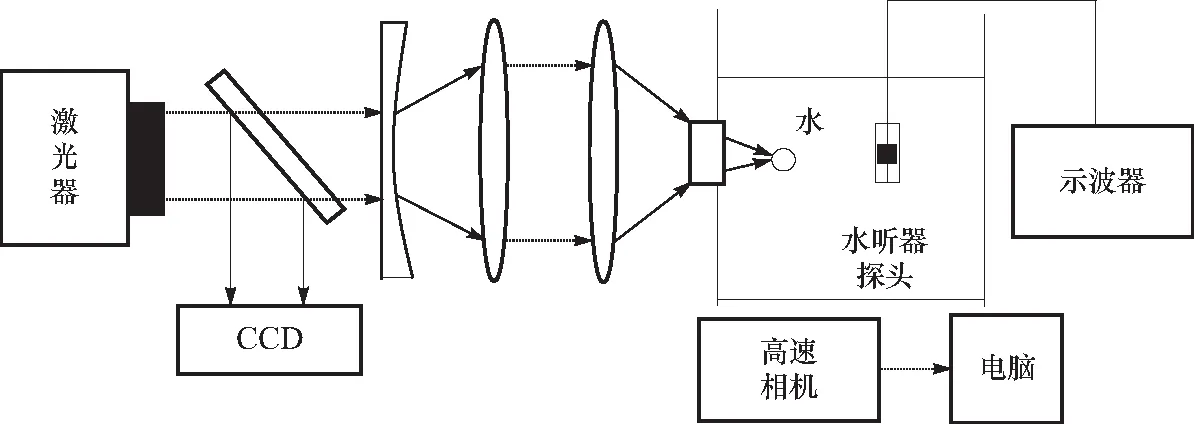
图2 激光诱导击穿实验设备示意图

表1 激光器主要输出参数
实验中采用的样件是厚度为500 μm的304不锈钢材料. 实验采用的喷嘴直径为120 μm,实际形成的射流直径是100 μm.
3 结果与分析
3.1 自由电子密度演变规律分析
由于入射激光在时间和空间上都是高斯分布,激光焦点区域(z=0)的功率密度最大,故此处诱导产生的自由电子密度最大. 现采用龙格-库塔方法求解式(7). 同时,采用NOACK等[11]对于击穿阈值的描述,即当自由电子密度到达光学击穿的临界电子密度值时认为此时的激光功率密度为击穿阈值. 如表2所示,Ith20、Ith21分别对应临界自由电子密度Pcr[11]为1020cm-3和1021cm-3时的击穿阈值,Iexp为文献中实验测得的击穿阈值[11-12],将不同脉宽、波长的激光焦点区域自由电子密度的计算结果与实验结果进行对比.

表2 计算击穿阈值与实验击穿阈值对比结果
对于纳秒激光(76 ns和6 ns),临界值假定为1020cm-3时计算击穿阈值与实验阈值更符合,而对皮秒激光(30 ps和3 ps)以及飞秒激光(300 fs)来说,临界值为1021cm-3时计算击穿阈值与实际阈值更接近. 因此,选择ρcr=1020cm-3作为纳秒激光诱导光学击穿的临界值,皮秒激光和飞秒激光引起水击穿临界值则选定为ρcr=1021cm-3.
纯水对不同波长激光的吸收曲线如图3所示,可以发现不同波长的激光在水中的吸收程度不同,选取合适的激光波长能够有效减小激光在水中传输时的吸收损耗,提高激光传输效率. 其中绿光波段的激光能量衰减较小,透过率较高. 故本文选用波长532 nm的激光进行进一步的分析.
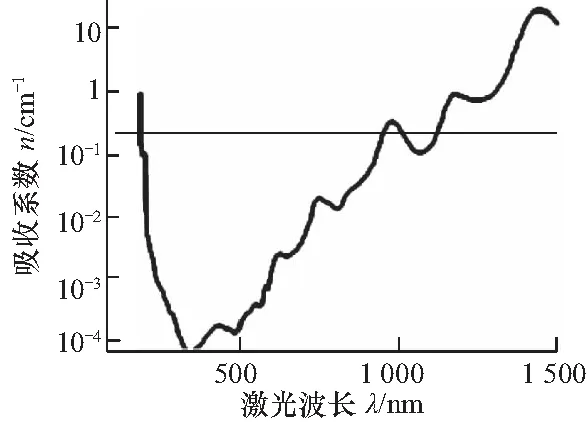
图3 纯水对于不同波长激光的吸收系数[13]
激光波长为532 nm且脉宽不同、功率密度均达到击穿阈值时,纯水中自由电子密度在时域上的演变如图4所示,其中将坐标轴进行归一化处理,脉冲前沿作用的阶段作为计算结果的负半轴,达到峰值功率的时间点作为坐标0点,计算时间跨度为4倍的激光脉宽.

图4 脉宽不同且功率密度为击穿阈值的激光辐照下自由电子密度演变规律
实线ρtotal代表由多光子电离和雪崩电离共同作为增强项作用时的自由电子密度变化,虚线ρmp代表只有多光子电离项作为增强项时的自由电子密度变化,点划线ρcr代表自由电子密度临界值. 对于脉宽为20 ns的激光,最初由多光子电离产生自由电子,增速缓慢,经过大约10 ns的发展之后,自由电子密度达到108cm-3,雪崩电离逐渐占据主导地位,电子密度显著增加. 当激光到达峰值功率密度时,自由电子密度达到了最大值1020cm-3,光学击穿产生. 此时自由电子的增长速率与电子损失速率保持平衡,平衡时间持续约40 ns. 仅仅由多光子电离产生的自由电子密度无法达到击穿临界值. 随着激光功率密度的降低,产生的自由电子无法补偿电子重组的损失,自由电子密度随着激光脉冲作用的结束迅速衰减.
激光脉宽为30 ps时,前期多光子电离产生的电子密度接近1012cm-3后雪崩电离对电子密度的提升作用才逐渐增强,在激光功率密度升至峰值时自由电子密度到达临界值,发生击穿现象. 再经过60 ps脉冲作用结束时,电子密度仍维持在1019cm-3左右. 因为电子重组所需时间远低于脉冲持续时间,导致了直至激光脉冲作用结束,重组过程才刚刚发生,电子密度还是保持在较高的水平.
随着激光脉宽的缩短,多光子电离的作用更加重要. 当脉宽下降至300 fs时,如图4(c)所示,飞秒激光极高的功率密度使焦点区域发生多光子电离,产生了大量的初始自由电子,之后雪崩电离过程才开始进行,焦点区域自由电子密度到达峰值时间相比于激光脉冲到达峰值功率密度时间出现延迟,再经过400 fs激光脉冲作用结束时重组过程尚未发生,电子密度仍处于峰值1021cm-3.
对于飞秒激光,自由电子密度受电子重组的影响可以忽略不计,但其脉冲长度与瑞利长度的尺度处于同一数量级,无法忽略不计,在瑞利长度范围内,自由电子密度会随着位置不同而变化. 脉宽为300 fs且峰值功率密度达到击穿阈值时瑞利长度范围内自由电子密度变化趋势如图5所示.

图5 飞秒激光瑞利长度范围内电子密度演变规律
图5(a)中,激光脉冲开始作用时,距离焦点最远处(z=-z_r)处最先电离产生自由电子,脉冲不断向前传输,自由电子逐渐产生,随着功率密度的提升,电子数量也不断增加. 只有焦点区域(z=0)能达到击穿临界值,沿z轴远离焦点区域的自由电子密度峰值逐渐减小. 同样,图5(b)中看出,焦点中心处的自由电子密度最大,在光束边缘(R=ω0)电子密度已经降至1015cm-3. 所以对于飞秒脉冲,焦点中心处的自由电子密度最大,光学击穿过程首先出现在焦点中心处. 而根据脉冲长度的计算结果可知,对于纳秒激光和皮秒激光,瑞利长度相比于脉冲长度可忽略不计,可认为瑞利长度范围内自由电子密度变化趋势是一致的,击穿现象发生在整个焦点区域内.
激光脉宽不同导致自由电子密度的演变规律不同,进而导致击穿阈值存在一定差异,532 nm波长脉冲激光的计算击穿阈值和击穿脉冲能量随激光脉宽变化曲线如图6所示. 可以发现,超短脉冲激光在很低的脉冲能量下即可达到极高的峰值功率密度,例如:脉宽300 fs的激光在焦点直径15 μm,单脉冲能量仅为5.3 μJ时,峰值功率密度即可达到1013W/cm2,而对脉宽20 ns的激光,要达到相同的峰值功率密度则需要0.35 J的单脉冲能量,即当脉宽减小时,引起击穿的单脉冲能量数值也逐渐降低. 考虑到激光与水射流耦合加工要通过提高单脉冲能量来提高耦合激光的功率. 相比于纳秒激光,皮秒和飞秒激光脉宽过窄,峰值功率过高,会在更低的单脉冲能量下引起光学击穿. 功率较低时无法形成有效加工,而增大单脉冲能量将造成光学击穿,引起激光能量的显著耗散,严重削弱耦合能束的加工能力,也无法进行有效加工. 纳秒激光的峰值功率密度相对较低,可以在增加功率时将单脉冲能量维持在击穿能量以下,保证了耦合过程的顺利进行,因此,纳秒激光更适合作为耦合的短脉冲激光光源.
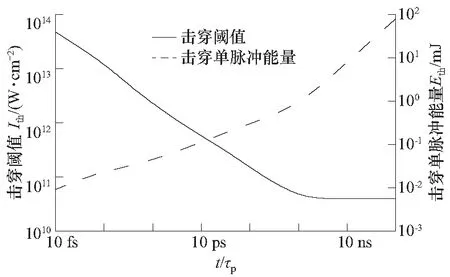
图6 计算击穿阈值与击穿脉冲能量和脉宽的关联
3.2 激光诱导击穿实验验证
当激光焦点处的功率密度大于液体击穿阈值,会造成击穿,在脉冲持续时间内,产生密集等离子体通过逆韧致吸收获得激光能量,局部温度可达6 000~15 000 K,局部压力量级可达1~10 GPa. 高温高压的环境使得等离子体向外扩散并产生冲击波. 激光脉冲作用结束后,等离子体保持扩散趋势,热量使周围液体蒸发,造成扰动,在击穿区域产生空化气泡,气泡不断生长,直到最后破裂,产生声波信号.
根据以上理论,在实际检测时,逐步提升激光能量,对表1所用的飞秒激光器,水听器探头在脉宽300 fs,功率密度I=5.7×1012W/cm2的激光辐照时接收到了声波信号,焦点区域在脉冲作用结束之后捕捉到即将破裂的空化气泡,如图7所示. 实验获得的击穿阈值与理论击穿阈值基本一致.
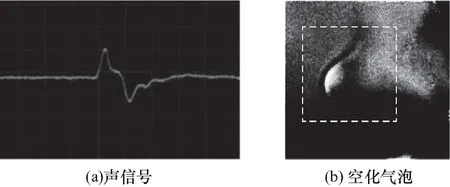
图7 飞秒激光诱导光学击穿观测结果
对表1使用的纳秒激光器来说,若要达到击穿阈值,则需将功率提升至28.63 W,而激光器的最高功率仅为15 W,始终无法检测到声波信号,采用高速相机对焦点区域处进行观测,发现脉冲持续时间内以及作用后并无气泡产生,如图8所示.
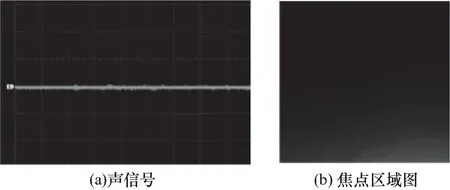
图8 纳秒激光功率为15 W时焦点区域观测结果
此时峰值功率密度为2.12×1010W/cm2,远小于此参数下的计算击穿阈值4.05×1010W/cm2,可认为击穿过程不会发生,利用该纳秒激光器可实现激光与射流的高效耦合.
3.3 激光与水射流耦合加工效果实验验证
用表1中的纳秒激光器开展水导激光加工304不锈钢的实验研究. 以3.1节仿真结果与3.2节实验结果为依据选取水导激光加工实验参数,如表3所示. 首先进行刻划实验. 值得注意的是,激光功率1 W时,耦合能束能量密度约为14.12 J/cm2,大于304不锈钢损伤阈值1.72 J/cm2[14],故激光与射流的耦合能束可以有效蚀除材料. 采用OLS3000激光共聚焦显微镜对沟槽尺寸进行测量,得到沟槽深度和宽度随激光功率和扫描次数的演变如图9所示. 可以发现,沟槽宽度处于50~70 μm之间,且随功率的变化并不显著. 而沟槽深度随着功率的提升增加较为明显. 激光功率为1 W时,加工深度增加幅度较平缓,加工10次之后,沟槽深度就达到极限90 μm,不再随次数增加,而激光功率大于等于2 W时,沟槽深度随着扫描次数的增加迅速增加. 当激光功率和扫描次数分别为5 W和20次时,沟槽深度可达400 μm.

图9 不锈钢表面沟槽尺寸

表3 水导激光刻划不锈钢实验参数
分析认为,沟槽宽度与射流直径和射流内激光能量分布相关,为分析这一现象,使用SP620U光束质量分析仪对耦合能束中的激光能量分布进行检测,结果如图10所示,激光在空气中是常规高斯分布,而耦合能束中的激光是在水射流内部经全反射向前传输,呈现出类似于平顶光的分布. 当激光功率较低时,射流边缘区域的激光能量密度低于材料的蚀除阈值,因而沟槽宽度与射流直径存在一定偏差,且激光功率越低,这一偏差越显著. 而沟槽宽度对扫描次数并不敏感,这是由于激光能量被局限在射流内部,且与上述类似的是,当且仅当射流内能量密度高于材料蚀除阈值的部分才会引起有效蚀除,这一现象与扫描次数并无明显关联.
而沟槽的深度与耦合能束内平顶区域的能量密度有关,即更高的能量密度意味着更强的蚀除能力,这一点与激光直接烧蚀类似. 同样扫描次数的增加也会导致槽深方向上有效蚀除量的增加. 但是当激光功率一定时,槽深的增加幅度随着扫描次数的增加逐渐减缓,这是由于槽内部淤积了一定量的水层,这会引起耦合能束的发散以及激光的散射或折射,从而削弱了耦合能束的蚀除能力.
值得注意的是,较多的扫描次数不仅可以增加沟槽深度,还可以有效降低沟槽的锥度,提升沟槽的形貌质量. 对比如图11所示,其中激光功率为3 W. 随着扫描次数的增加,水导激光耦合能束中激光能量的沉积愈发显著,使得沟槽侧壁与底部的材料温升、相变、熔化更为充分,在水射流持续冲刷下材料去除量得到提升,沟槽深度显著增加,锥度显著降低.

图11 扫描次数不同时的沟槽形貌
在上述实验的基础上,利用5 W的激光功率进行水导激光切断实验. 扫描次数增加至32次. 加工过程如图12(a)、(b)所示,A、C分别为切缝入口和出口,B为切缝壁面. 加工区域形貌如口(c)所示,切缝壁面齐整,有射流冲刷痕迹,且附着少许熔渣. 切缝入口处和出口处的边缘齐整,并无明显的烧蚀痕迹.
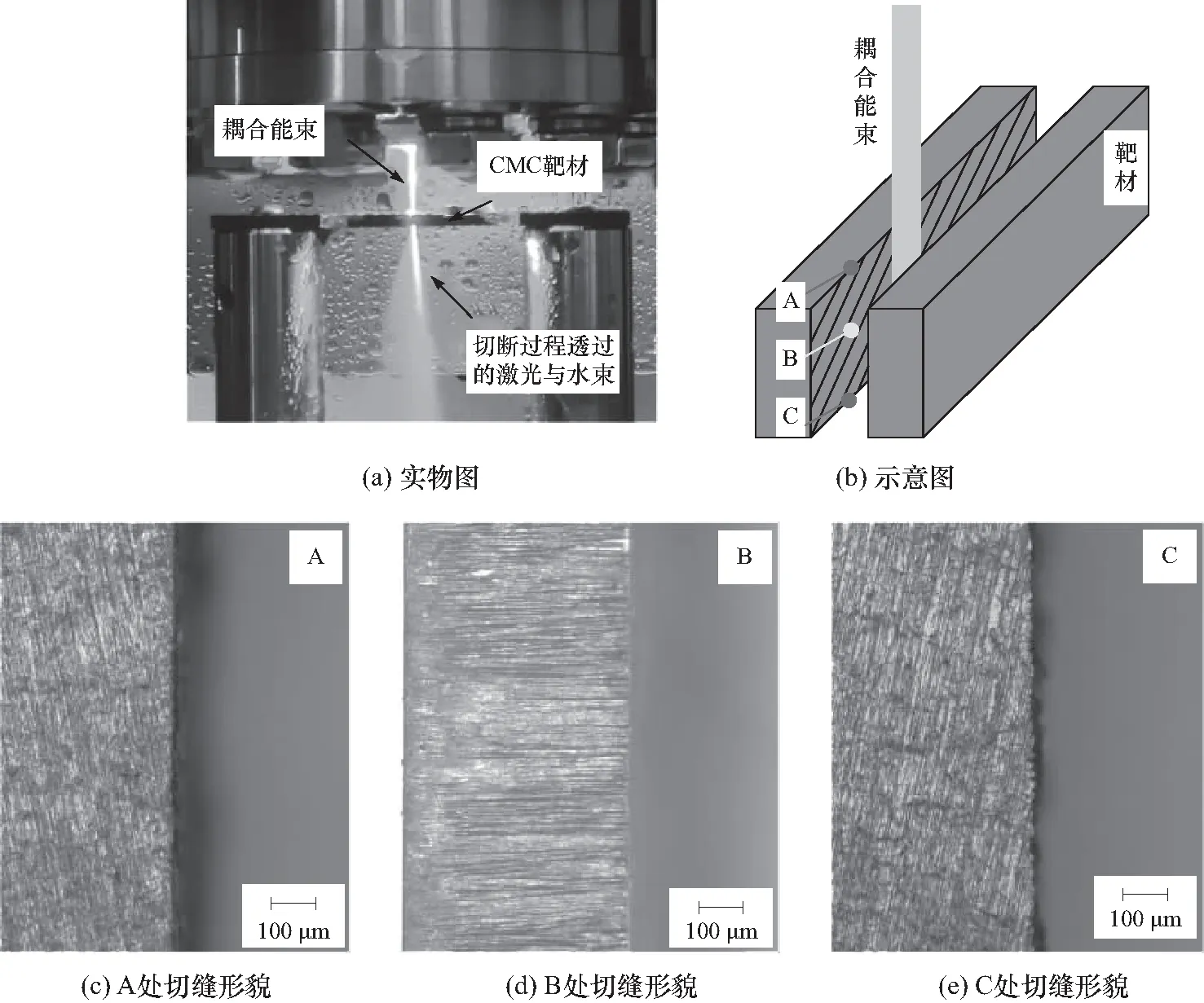
图12 水导激光加工过程图及结果图
此外,为进一步验证合适的激光光源对水导激光加工质量的提升程度,采用同一光源、5 W的激光功率,分别进行单一激光和水导激光切割304不锈钢样件的实验. 采用200~2 000目、间隔200目的金相砂纸分别打磨切缝入口,并采用腐蚀液对入口处进行腐蚀处理,其中腐蚀液是五水合硫酸铜、浓盐酸和乙醇的比例为2∶5∶93的混合物. 腐蚀时间为4 s. 采用Leica DMi8金相显微镜对切缝入口的微观组织进行金相分析,对比如图13所示. 结果表明,水导激光的加工质量远优于纳秒激光,整体加工区域残留的热影响区和再铸层极其微小. 实验结果充分说明,选择合适的激光光源,能够有效提升水导激光的加工能力. 同时,水导激光可以在一些对加工质量要求较高的工况中代替常规激光作为加工工具.

图13 纳秒与水导激光加工切缝的金相对比
4 结 论
为提升水导激光的加工能力,本文对激光与纯水的耦合机制进行了理论研究与实验验证. 在此基础上选取合适的激光光源实现了304不锈钢样件的水导激光高质量加工.
脉冲激光与水相互作用时,多光子电离和雪崩电离共同作用导致了光学击穿的发生,对于纳秒脉冲,电子重组导致了脉冲作用后期自由电子密度的下降. 但对于皮秒和飞秒脉冲,它的作用可以忽略不计. 而自由电子密度演变规律的差异造成了光学击穿阈值的变化,纳秒激光诱导光学击穿所需的脉冲能量最高,相比于皮秒和飞秒激光,击穿过程不易发生,可以在保证耦合过程顺利进行的同时最大限度提升耦合能量. 因此,纳秒激光更适合作为耦合的短脉冲激光光源.
采用纳秒激光作为水导激光光源刻划不锈钢时,当激光功率和扫描次数分别在1~5 W及5~20 W范围内,随着加工次数和激光功率的增加,沟槽宽度变化较小,而沟槽深度增长较为显著,最深可达400 μm. 与单一纳秒激光加工相比,水导激光加工获得的切缝无明显热缺陷残留. 在后续的研究中,将进一步拓展水导激光在加工金刚石、碳纤维复合材料等难加工材料方面的应用.
