浅析液体静压技术在精密机床中应用
2022-01-22肖道林房博文薛松海刘文志
张 超,肖道林,房博文,薛松海,刘文志
(机械科学研究总院海西(福建)分院有限公司,福建 三明 353000)
0 引言
液体静压技术具有高精度、高刚度、寿命久等优点,被广泛应用于机床行业。其技术针对于机床导轨,具有摩擦系数极小,导轨无磨损,刚性好,能保证机床精度长期稳定等优点,被精密机床研究单位视为核心技术。本文针对静压导轨滑块发展进行研究,以期对精密机床关键技术突破进行补充。
1 液体静压技术发展与静压导轨分类
世界上最早的液体静压技术概念是1878年在巴黎国际展览会上展品所体现。首次应用在人类工程领域是于1938年美国将其应用于帕罗马尔山天文工作站的200英寸天文望远镜上,并由法国工程师P.Gerard于1948年成功应用与磨床的砂轮主轴上,命名为Gendron磨床。随着新中国的建立,为加强建设国内工业化体系解决国外卡脖子技术,大力发展精密机床,国内上海机床厂率先开展精密磨床制造技术研发。紧接着1959年广州热带机床研究所建立,1962年设立专业研究室经过50多年的发展已达到世界一流水平[1]。部分国内外液体静压技术应用于导轨滑块如表1所示。

表1 国内外研究静压导轨进展
导轨分为滚动导轨与滑动导轨两类,液体静压导轨按照其运动方式划分为滑动导轨一类[2]。液体导静压导轨具有多种形式,可以从供油方法或者导轨的构造进行区分,具体划分方法见图1。

图1 静压导轨分类
业内,习惯以供油方法和导轨形式对静压导轨进行命名:以供油方式进行命名,有定压静压导轨、定量静压导轨两种;以进给方式对静压导轨进行命名,可分为直线运动静压导轨、回转运动静压导行轨;以所用流体进行命名,有气体静压导轨、液体静压导轨,以油腔形式命名,有开式静压导轨、闭式静压导轨。
2 液体静压导轨工作原理
2.1 开式静压导轨
开式静压导轨,是通过油腔的形式进行命名,指在机床床身一侧安放导轨,并在开式导轨上设计若干油腔,同时工作台可以从床身上分离的静压导轨。开式静压导轨采用输出一定压力的润滑油进入导轨的不同油腔内,产生载重力,使导轨被流体介质托住,形成薄膜的流体润滑达到导轨与床身不接触的效果。从方便调整导轨刚度、承载力与油膜厚度的角度出发,普遍使用矩形平面导轨。开式静压导轨由于其自身构造不适用于外负载非均匀、偏载倾覆力矩过大、无法水平放置或产生较大倾角的场合。
2.2 闭式静压导轨
闭式静压导轨,指在床身的不同方向安放导轨,并在导轨各方向的工作面上设置数个油腔,受到约束而无法从床身上分离的静压导轨,导轨仅具有一个自由度其方向为导轨位移方向,剩余自由度均被约束,依托于上下油腔液压力不同而产生的压差形成承载力保证导轨低摩擦滑动,闭式液体静压导轨在初始设计阶段、中端加工阶段、安装调试阶段均比较复杂,主要用在高精密机床。闭式静压导轨具体工作原理为采用输送一定压力的液压油,使溜板下充满一层油膜,通过油膜的高刚度达到托起溜板的效果,以实现溜板与导轨间不接触。由于油膜为流体润滑,相较于固体间摩擦系数较低,极大避免了摩擦造成的损耗,均化误差,增高机床的稳定性,提升机床耐久性。导轨一般结构如图 2所示,溜板在导轨轴向上滑动。导轨溜板由上幅板、侧幅板和下幅板通过螺栓进行连接,通过在幅板内设置互相连接的通油管路,使得不同油孔输送液压油都可以运送到全部油路[3]。为实现节流控制,通过在每个油垫的出口处安装节流器实现这一目标,并工艺孔密封,确保供油过程中不会出现漏油状况。导轨采用直线电机作为驱动装置,电机的固定方式为上幅板底面开有螺孔用来安装直线电机的动子,定子部分安装在基座上。

图2 闭式静压导轨系统模型
3 PM流量控制器在液体静压技术中的优势
传统静压导轨从设计到实际投入应用需经过繁琐理论验证,且精度要求苛刻,若装配环节静压间隙配合不达标,则机床无法完成精密加工,对技术部门和装配工人是严峻的考验。而模块化静压导轨可以解决这一问题,其内部集成了薄膜式流量控制器,静压油腔和油腔压力传感器;可以提高静压系统的刚度,降低其发热量,减小系统流量。模块化的液压静压导轨块在高精度机床上具有很高的互换性,在静压导轨安装调试过程中,通过检测油腔压力来调整间隙[4]。因此,同一生产线的液体静压导轨在油膜间隙上完全一致,油膜刚度和特性均相同,实现标准化。目前模块化静压导轨滑块处于领先位置的为德国Hyprostatik 公司,其研制的单反馈薄膜流量控制器结构新颖,性能优良命名为PM流量控制器(图3)。PM流量控制器;是一种可调节流控制器,与以往恒定流量的节流器不同,其流量随着压力增大而随之增强[5]。当负载变大,油腔压力增强,供油量立刻提升,保证油膜厚度变化十分微小,这样导轨刚度显著提升,提升了静压支承各项指标。

图3 PM流量控制器
PM流量控制器有如下优势:
(1)随着PM流量控制器加大流量输出可以得到静压腔压力的正向反馈,在静压腔为满载荷时,其流量输出为无载荷的2.5倍。此工作环境下,系统刚性相较于毛细管系统显著提升预载刚性更好,具体如图4所示。
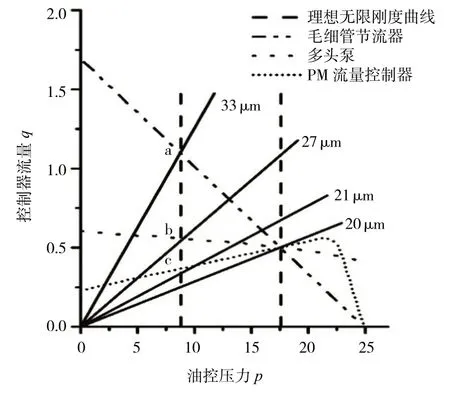
图4 流量控制器压力调节曲线
(2)高刚性的结果:在最小载荷和最大载荷时静压间隙变化很小,通常为几微米;最小油膜厚度比采用毛细管静压要大得多,因此允许更大的整体零部件加工误差或变形量,避免在最大载荷下轴承上下面发生接触。
(3)摩擦小,在任何工况,载荷和工作速度下没有磨损。
4 结语
综上所述,由于液体静压导轨存在一定的局限性,所以该项技术未能充分发挥。目前只应用在部分高精机床和重型机床上,缺少应用静压系统经验的厂商在导入该技术时十分谨慎。现阶段首要目标打破国外技术封锁,致力于研究国产模块化液体静压导轨,以降低静压导轨应用的技术门槛,简化机床厂家的技术工作,方便导入静压导轨技术,突破国内静压导轨应用技术瓶颈为目标。
