QPI-2200M柱塞泵分体式曲轴机加工工艺方法研究
2022-01-22刘永社金鑫刘春伟郑立伟
刘永社,金鑫,刘春伟,郑立伟
(宝鸡石油机械有限责任公司研究院工艺机加室,陕西宝鸡 721002)
0 引言
QPI-2200M柱塞泵是我公司研制的新型产品,与以往的泵类产品相比,该产品具有设计新颖、结构独特、精度要求等级高的特点。尤其是此产品中的关键件曲轴采用了分体设计。
曲轴在工作中会不断承受着交变的弯曲应力和扭转应力,受力情况复杂[1]。同时,它在工作中还要承担动力传递的任务,这些都加大了曲轴加工的难度[2]。因此,柱塞泵分体式曲轴的加工制造对公司的工艺设计能力和水平都是一个很大的挑战。
1 分体曲轴结构特点及工艺设计难点:
1.1 分体曲轴结构特点
与常见曲轴结构相比,QPI-2200M柱塞泵的曲轴最大区别是:常见曲轴采用的都是整体式结构设计,而QPI-2200M柱塞泵的曲轴采用了分体式结构设计。分别由1个两拐曲轴、1个三拐曲轴,1个连接螺母和1个定位销组成。曲轴最大直径φ330.2 mm,最大长度706.5 mm,拐部直径为φ127 mm,长度为132.262 mm。两曲轴之间通过连接体相连,连接体一端与三拐曲轴采用螺栓连接,另一端通过连接体上的定位销与两拐曲轴定位,然后再通过连接体上的螺纹用联接螺母将两者相连。
1.2 工艺设计难点
采用分体式结构设计的曲轴属于公司首次。曲轴总成如图1所示,在加工制造过程中,不仅要保证曲轴总成中几个关键件连接件的加工制造精度,还要保证这些零件相对位置精度,以保证连接后的整体精度。

图1 曲轴总成
在此产品中,曲轴的各部要求进行渗氮处理,机架上曲轴两端安装孔的同轴度要求0.025 mm。这些因素都增加了分体式曲轴各组成件的加工制造难度,对工艺设计的思路、方法及加工制造都是一次严峻的考验。
针对这种分体式曲轴的结构特点和设计要求,采用将两拐曲轴和三拐曲轴组合整加工的思路,显然不可行。因为采用这种方式对与组合的要求极其苛刻,不仅要保证组合要牢固,还要保证加工后易拆卸,根据曲轴设计的结构特点,要达到这些要求,难度太大,以目前公司的加工制造水平,是不可能完成加工制造的。
从图1中可以看到两拐曲轴与三拐曲轴之间是由连接体联接在一体的。连接体与三拐曲轴之间由螺栓联接在一起;与两拐曲轴之间是由定位销安装定位,连接螺母与连接体螺栓连接而成。这些零件在连接时,其连接方位同时又受曲轴压盖、连接筒的制约。曲轴压盖又分别与各自曲轴上止口定位,并采用螺栓连接。曲轴压盖与连接筒之间又以花键连接。由于曲轴压盖安装螺孔数为18,花键齿数为85,齿数与螺孔数不是倍数关系,这些连接件之间的相互连接关系与安装孔的相对位置,以及各拐之间的相对角度关系,这些相互关系导致了各连接件之间的安装位置就是唯一的。因此在加工各安装连接孔时必须考虑各连接件之间的安装角度关系。基于以上各种相互制约关系,我们对两拐曲轴和三拐曲轴,根据其分别与其他连接件之间的相互制约关系,采取了分别单件加工和组合加工相结合的思路,最大限度地保证2#拐与3#拐之间的夹角关系和安装后的整体精度要求。
2 工艺方案设计及具体实施方案
2.1 工艺方案设计
为了保证各零部件的加工精度、组装时曲轴各拐之间夹角和各花键之间连接可靠、运转灵活、无卡阻,我们设计的工艺方案为:1)曲轴进行单独加工,各压盖、连接体、连接筒分别进行单独加工;2)三拐曲轴压板与三拐曲轴联接后进行整体加工;3)三拐曲轴、两拐曲轴、压盖、连接筒预装;4)拆除三拐曲轴、压盖、连接筒;5)两拐曲轴压盖与两拐曲轴进行整体加工。
对曲轴及各连接零件的单独加工,保证了各零部件的外形结构尺寸和加工精度;将三拐曲轴压板与三拐曲轴联接后整体加工,保证了两者之间的相对位置关系精度;三拐曲轴、两拐曲轴、压盖、连接筒预装,是为了保证两件曲轴在保证其组合为一体时,在满足设计要求的同轴度的情况下,确定其连接件各相对位置关系时,各连接件上的连接孔位置,通过这种方式来实现组装为一体的曲轴,既能满足同轴度的要求,又能满足各个连接零件的相对位置关系;两拐曲轴压盖与两拐曲轴的整体加工,是在保证了组装为一体时曲轴的相对关系和同轴度的情况下,保证了两者之间的相对位置关系精度。
通过上面的分析,该工艺方案设计完全可以满足曲轴的制造要求。
2.2 具体实施方案
2.2.1 曲轴加工实施方案
曲轴在工作中会不断承受很大的弯曲应力和扭转应力,且受力情况复杂[3]。因此对曲轴在生产制造环节强化工艺技术和机械加工技术都有很高要求[3]。为了增加曲轴的强度,该曲轴采用了渗氮处理,为了保证渗氮的效果和渗氮后的加工质量,在渗氮处理前、后分别进行一次磨削加工。由于分体曲轴是分别单独加工的,因此两拐曲轴和三拐曲轴的加工工艺流程及方法相同,其加工工艺流程为:划→镗→系→粗车→划→镗→粗车→探伤→热(调质处理)→划→镗→系→划→镗→半精车→打号→热(去应力)→精车→打号→热(去应力)→磨→划→镗→热(渗氮处理)→磨→探伤→划→镗→车→划→镗。
2.2.2 曲轴各安装连接孔加工实施方案
1)连接体与三拐曲轴安装连接孔的加工方案:以3#、4#、5#偏心拐中心为基准,在曲轴左端面划出3#偏心拐中心十字线;加工与连接体相组装的3-M12安装孔。
2)三拐曲轴压盖与三拐曲轴安装连接孔的加工方案:以已加工3-M12连接孔为基准,将三拐曲轴压盖与三拐曲轴以止口定位,且压盖过花键齿槽中心十字线应与3#偏心拐中心十字线重合,配钻定位销孔及18处安装铰制孔。将曲轴压盖、三拐曲轴安装在一起,如图2所示。

图2 曲轴压盖、三拐曲轴安装在一起
3)连接筒上2#、3#偏心拐相对位置定位:在连接筒(如图3)上划出2#、3#偏心拐中心位置,并在外圆上做相应标记。
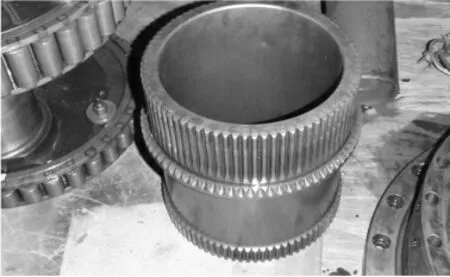
图3 连接筒
4)两拐曲轴压盖与两拐曲轴安装连接孔加工方案:
a.曲拐、压盖、连接筒的预装:将两拐曲轴压盖、连接筒与已装好三拐曲轴组装,再将两拐曲轴装入,检查各部零件是否安装合适,2#偏心拐与3#偏心拐夹角是否为72°,花键是否转动灵活,合格后去掉连接筒及三拐曲轴部分。
b.安装连接孔的加工:配钻压盖与曲轴相连接的定位销孔及18处安装铰制孔。
c.分体式曲轴同轴度的保证:两拐和三拐曲轴是单独加工而成的,最终组装在一起构成一件完整的曲轴。鉴于曲轴拼接的特点、曲轴结构特殊性,要调整曲轴的同轴度,必须具备高精度可调试支架、拼接把紧螺栓等[4]。保证安装时的同轴度问题是在产品的加工制造时就必须考虑的。通过与设计和装配人员交流,我们确定的工艺方案为:①设计曲轴同心度调整架。在安装时,模仿机架在5处同心圆处设立同心支架,在预装时,将各部曲轴按设计要求安装在相应支架处,以保证预装时同心。②前面我们已经论述过,连接筒与曲拐压盖之间为花键连接,压盖与曲轴之间由定位销定位、铰制孔连接的,而它们的位置关系是唯一的。
所以,采用此种工艺方案是可以保证分体式曲轴的同轴度问题的。
3 结语
通过该项目的实施,我们不仅完成QPI-2200M柱塞泵分体式曲轴这一新产品的制造,而且对分体曲轴这种工艺方案的可行性进行了现场验证。首次实现了柱塞泵分体式曲轴的加工制造,解决了QPI-2200M柱塞泵分体式曲轴加工制造的瓶颈,提高了柱塞泵分体式曲轴加工制造的整体工艺水平。
