球形水果气柱袋全自动包装机的设计方案
2022-01-18郑志伟
郑志伟,张 慧
(江苏南高智能装备创新中心有限公司,南京 211100)
0 引言
随着人们生活水平的提高以及电商业的发展,市场对苹果等球形水果的需求越来越大。球形水果的包装、销售以及运输方式在不断地发展与创新,其所用的包装材料也在不断创新,泡沫、海绵、气袋等先后在球形水果包装中广泛使用。目前电商平台的商家倾向于选择气柱袋包装。气柱袋作为新式包装材料,又名柱状充气袋,其内部主要填充空气。具有抗拉伸、强柔韧性、防护能力强且环保的特点[1]。气柱袋一次充气,全排充满,自动锁气,柱间互不透气。包装材料密封度较好,可用于长时间储运,其抗震作用大大降低了果品的损坏率。但气柱袋也有不足之处,例如不抗刺破,需要把控好充气量等[2]。
国外对于水果包装机及其制备工艺的研究起步较早,能够对多种水果进行包装,自动化程度高,包装速度快,而且机械维修方便[3]。国内水果包装设备的研究虽然起步较晚,但其技术含量与自动化程度逐渐提高[4-5]。目前市场上针对球形水果的专用包装机械发展还不成熟,较难同时保证质量和效率[6]。而且球形水果的气柱袋包装大都采用人工包装的形式[7],包装劳动强度大,效率低,较难满足现代化产业发展的需要[8]。为了解决这一问题,需研制能对苹果等球形水果进行自动快速气柱袋包装的机器,及完备的装果工艺设计方案。
本文针对苹果等球形水果的特征,提出自动上袋、装果、充气、卸袋、机构复位的包装工艺方案,进行气柱袋包装机关键部件的结构创新,并仿真试验了包装样机,验证机构设计的合理性。
1 气柱袋全自动包装机结构设计
如图1所示,球形水果气柱袋全自动包装机外形尺寸为 3 590 mm×3 400 mm×2 100 mm。包装机由4个部分组成,分别为四工位旋转工作转盘机、球形水果上料机、成品果袋送出机、气柱袋供给机。四工位旋转工作转盘机由驱动电机、气电旋转接头、撑袋机构、充气机构、半圆筒机构、驱动气缸、吹气嘴,电磁阀和安装支架等组成,该设计节省了设备占用空间。球形水果上料机由带槽型皮带、驱动电机、机架,推送气缸和推送杆等组成,有利于球形水果的高效输送与装果。成品果袋送出机由带间隔板皮带、驱动电机,机架和封口机等组成,确保装果合格率。气柱袋供给机由储袋位、输送机,分袋机和真空吸盘上袋机等组成,实现气柱袋的全自动供给,有助于提高球形水果气柱袋包装的生产效率。
设计的主要创新在于四工位旋转工作转盘机构,分为气柱袋上料、球形水果装果、成品果袋排出、机构复位4个工位;工作转盘上的半圆筒机构依次旋转90°,即在4个工位循环转动,源源不断地实现对球形水果的包装。
作为设计的关键工位旋转盘的具体结构见图2。工位旋转盘旋转至“气柱袋上料”工位1,气柱袋上料,撑袋机构内移,半圆筒打开下移。撑袋机构固定气柱袋,使其不滑落,此时吹气嘴使气柱袋保持撑开形状,保证上袋的成功率。半圆筒机构对气柱袋起定位作用,即移动半圆筒瓦片,固定气柱袋,用于气柱袋的充气及包装过程,重点在于使充气后的气柱袋便于放入。气柱袋未吹气之前,半圆筒机构起定位作用,起到承载水果并使其呈一字排列的作用。
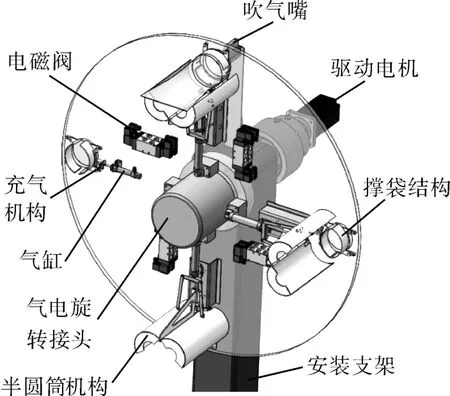
图2 工位旋转盘结构示意图Fig.2 The structure diagram of station rotating plate
工位旋转盘,第一次逆时针旋转90°,到达“球形水果装果”工位2,水果推入气柱袋。充气机构用于给气柱袋充气,使其呈圆柱状,保证装入的水果无错位、无挤压情况发生。充气口一侧的撑袋圆弧板带有通气槽,易于气体充入气柱袋的柱状密室内。撑板外侧设有2个弹片,对于未充气的气柱袋有一定夹紧作用,有效地防止气柱袋滑落。吹气嘴与充气机构的区别在于:吹气嘴用于撑起气柱袋而装果,充气装置用于给气柱袋的柱状密室充气。
工位旋转盘,第二次逆时针旋转90°,到达“成品果袋排出”工位3,半圆筒机构打开,包装好的成品果袋脱离。工位旋转盘中的半圆筒机构位于固定板上,固定板安装在直线滑块上,滑块限定在固定行程范围内运动。半圆筒旋转的实现在于其连杆与固定支座铰接,固定支座安装在同一滑轨的直线滑块上。2个直线滑块间由连杆、弹簧连接,气缸杆与固定支座连接,当气缸伸出时,由弹簧支撑前端滑块到止停位,接着弹簧被压缩,定位半圆筒合拢。回程时,在弹簧力的作用下,半圆筒先打开,然后由连杆带动前端滑块移动,此种动作结构避免了机构之间的干涉,同时为气柱袋供给机的上袋结构让出了空间。
工位旋转盘,第三次逆时针旋转90°,到达“机构复位”工位4,为下次循环做准备。检测正常后,工位旋转盘第四次逆时针旋转90°,到达“气柱袋上料”工位。整个半圆筒机构的运动过程,由传感器检测位置,通过旋转接头供应压缩空气和电源,由电磁阀驱动的气缸和机械连杆结构(固定支座、连杆、滑轨、弹簧)共同实现半圆筒机构周而复始的快速打开和合拢的动作。
2 包装机的气柱袋包装方案
球形水果气柱袋包装机开启后,装果旋转盘运动至止停点,真空吸盘吸取气柱袋输送到上袋机构,撑口结构固定气柱袋。此时,充气口移动到气柱袋的气孔处。送袋机构撤回,等待下个工位上料抓取。在转盘旋转过程中,2个半圆筒移动并闭合,推送机构推送球形水果至气柱袋内部,然后电磁阀接通压缩空气往袋内充气,完成后充气嘴撤回。下袋时,旋转盘上的半圆筒机构打开,装满水果的气柱袋靠重力作用下滑进入传送带的隔板槽。上述过程中,由包装机的传感器检查各机构是否复位,是否有阻塞现象。
机构中的充气泵用于提供压缩空气。4工位转盘连续旋转实现工位的循环配置。机构所配置的充气阀和气电旋转接头,给旋转结构提供气源和电源。完成气柱袋包装和充气的球形水果,自动落入成品果袋送出机。此时既完成了球形水果的气柱袋成品包装,又可以进入后续的装箱或者装盒、物流等环节。该包装机工艺流程的设计,保证气柱袋包装工作的持续自动完成。
球形水果气柱袋全自动包装机的各部分动作在PLC控制下完成,在将水果推入气柱袋时,同步完成对气柱袋的充气,工艺路线如图3。包装机的操作者只需要保证气柱袋和球形水果,分别在气柱袋供给机和水果输送机上连续供给,即可以实现球形水果的气柱袋全自动包装工作(含装袋和充气)。
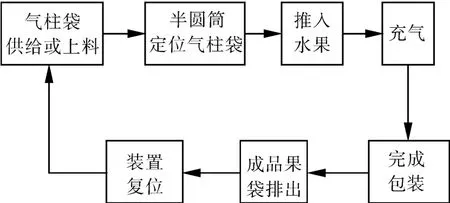
图3 气柱袋装果工艺流程Fig.3 Packaging process of fruits in the air column bag
3 关键组件的受力分析
半圆筒机构作为气柱袋包装机的关键部件之一,承受最大载荷。2个半圆筒相交接的部位固定在悬臂结构上,定位半圆筒结构在水平装果位置承受自重和水果重量。对该位置采用Solidwork-Simulation 静应力分析[9],以苹果为例,其载荷取用 2 kg,半圆筒结构自重为 3 kg,以实际装果情况添加约束和载荷,合理划分网格,经过运算得出图4(a)所显示的等效应力,以及图4(b)的应变量数值,结果显示该半圆筒的结构强度满足设计要求[10-11]。

图4 半圆筒机构承载分析Fig.4 Load bearing analysis of the semi-cylinder
4 结语
本文介绍一种球形水果气柱袋全自动包装机的设计方案。使用Soildworks等仿真软件对样机工作状态进行分析[12],结果显示包装机利用一套专门设计的4工位旋转工作转盘,可以自动实现对球形水果的气柱袋包装,通过气柱袋自动供给、水果推入、充气及包装,成品装袋后自动送出。用自动化包装设备替代目前水果行业中的手工气柱袋包装方式,在球形水果包装领域获得技术突破。满足水果行业在后端包装生产的设备需求,并且可以扩展应用到其他类似形状的产品包装领域,更好地满足大批量、连续包装的现代化工业生产的需求。该气柱袋包装机的设计也可为后续球形水果气柱袋包装设备的优化提供参考。
