连铸机振动参数的优化
2022-01-15周永椗
周永椗
(韶钢松山股份有限公司,广东 韶关 512000)
当前,连铸生产技术关注的焦点是如何保证铸坯质量,并在此基础上保证生产效率。连铸机自身运行状态会对铸坯质量与作业率产生影响,因此必须随时监测连铸机的运行状态,从而保证企业生产效益,提升连铸生产信息化管理水平。连铸工序中的结晶器振动具有一定的复杂性,其中表面粗糙、振痕、漏钢等缺陷的产生,与很多因素相关,例如钢种、保护渣、冷却措施、振动大小等,该文结合多因素进行综合分析,保证生产质量。实践表明,如果针对某单因素缺少控制,很难实现最优,如振动参数的不合理,保护渣满足理化指标也会变得困难,不能有效降低漏钢的发生概率;该文对连铸机振动参数优化进行分析。
1 常规振动参数确定的原则及分析
为了防止坯壳被铜壁黏附,必须确保坯壳与模具之间的有效滑动,而实现这功能的措施就是利用结晶器振动装置的上下往复运动。在与保护渣协作下,结晶器与坯壳间的润滑体现良好。值具体的连铸制作中,如果其他条件不变,那么不同的振动公式也会计算出不同的铸机碾连概率[1]。当前情况下,正弦和非正弦振动波被广泛运用,非正弦系数、振幅以及振动频率构成可控振动参数,促进不同的正滑移时间、负滑移时间以及负滑移率的实现。相关计算公式如下。负滑移时间、振动范围、拔出速比与振动频率的关系曲线如图1所示。
式中:tN-负滑脱时间/s,f-振动频率/min-1,h-振动行程/mm-1;Vc-拉速/(m·min-1);振动平均速度/(m·min-1);Va-最大振动速度/(m·min-1);NS-负滑脱率。
观察图1不难发现,因为逐渐变小的Z值,必须不断增加振动频率完成负滑移。为了确保负滑移时间相同,Z值变大,频率也会升高;最长的负滑移时间出现在2.4%负滑移率时。如果负滑移率超过于20%,负滑移时间随频率变化剧烈。当负滑移时间小于-20%时,负滑移时间随频率的增加而显著缩短。所以,负滑移率有很大的选择空间。一般情况下,最好围绕负滑移时间最长的区域,即-20%~20%。负滑移时间与振痕深度有关,需要控制在0.1s~0.2s。在制定振动公式时,可调整振幅,使Z值随拉拔速度的增加而逐渐缩小。这样,微调振动频率可以确保负滑移时间在小范围内稳定波动。负滑移行程应控制在3mm~5mm。如果它太小,很容易导致黏合。
从图1还可以看出,为了满足高拉拔速度下的负滑移时间要求,必须采用降低频率和增加振动范围的方式。即使如此,随着拉拔速度的不断提高,负滑移时间大于0.1s的要求也无法满足。而对连铸连轧生产线的高速连铸机,如连铸机配套的CSP(紧凑型带钢生产)和ESP(无头带钢生产)生产线,对板坯振动痕深度提出了更高的要求。此外,所使用的模具为漏斗形。如果振幅较大,则容易挤压结晶器中的钢水,导致液位波动过大。因此,采用小振幅,Z值为1.5,要求振动频率高,负滑移时间一般控制在0.05s,负滑移行程小于1mm,这两项指标均不符合常规要求。可以看出,采用负滑移率、负滑移时间和负滑移行程作为控制指标来调整振动参数,不能很好地满足不同工况的要求。
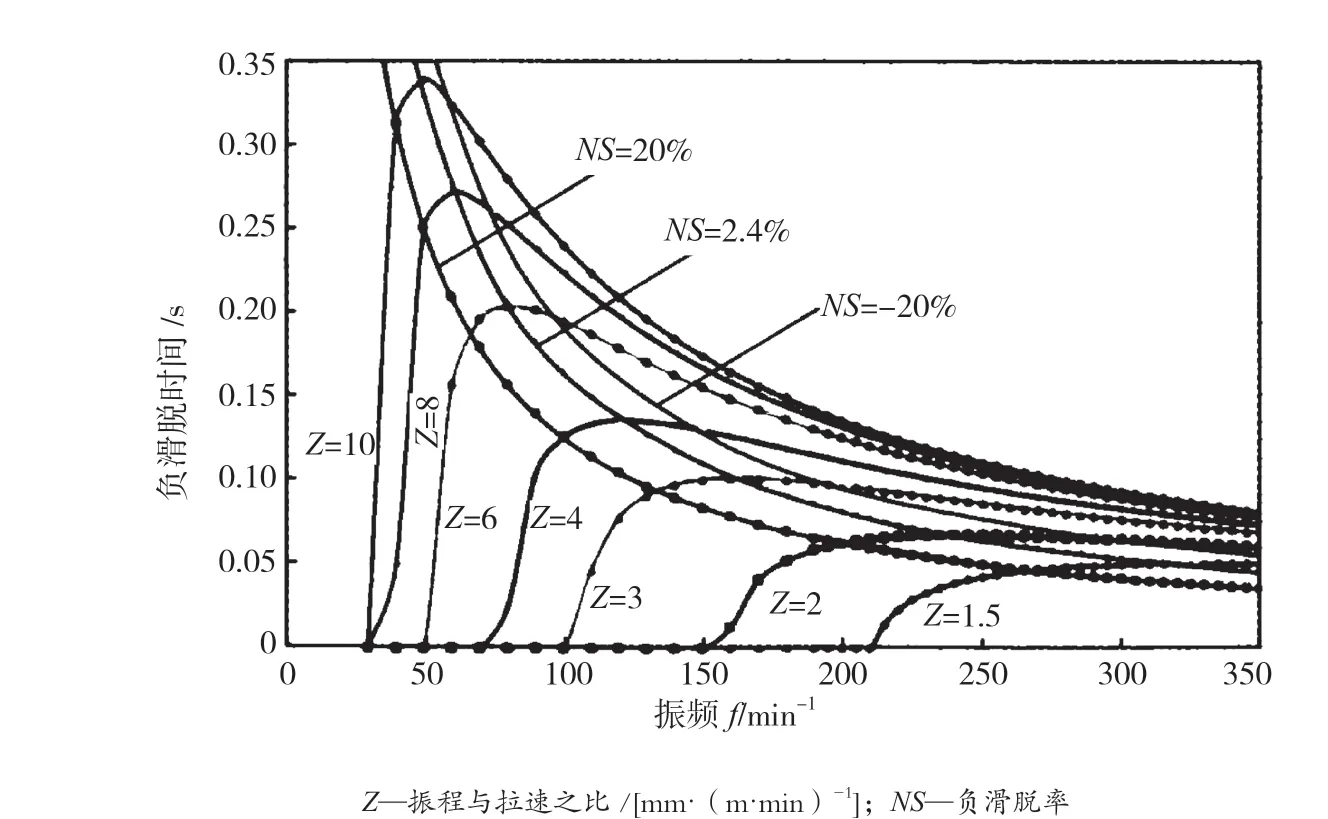
图1 负滑脱时间、振频关系曲线
2 连铸机振动参数优化
该文将对小方坯连铸机的特点进行详细分析,充分考虑振动设施的构成、性能、存在的问题,分析了振幅、频率、负滑脱时间等参数影响铸坯质量的程度。针对小方坯生产的特点,全面探讨了选择振幅、选择振频以及拉速匹配之间的内在联系,以此优化小方坯加工的振动参数。
2.1 连铸机振动装置简述
某钢轧厂结合钢材轧制的需要进行小方坯连铸机的有效配置,采用低幅高频振动可以控制振动痕迹的深度,有效防止横向裂纹的产生,提高板坯表面质量。因此,连铸机结晶器振动装置必须满足以下要求:振动台应严格按照要求的振动曲线移动;振动装置传递给各部件的应力应均匀;能满足高频、低振幅的要求,调节方便;易于拆卸和更换。表1表现的是振动装置性能和构成部件。连铸坯产品规格为190mm×170mm、165mm×165mm,定尺范围8m~12m。

表1 小方坯连铸机振动装置组成及性能
小方坯连铸结晶器振动装置的结构和特点如下:1)半板簧克服了四杆机构铰点位置误差对振动机构轨迹偏差的影响;2) 该机座结构简单,质量轻,在土建施工中可以节省材料;3) 增加过载保护弹簧装置。当异物落入连杆并导致连杆卡住时,电机扭矩增加超过弹簧预载,弹簧被迫压缩,拉杆头与连杆分离,电机将在设计扭矩范围内旋转,以保护电机。4) 传动采用双偏心机构,实现±1mm、±3mm、±4mm、±5mm的多档低幅正弦振动,通过旋转偏心套调整振幅,调整方便。5) 采用变频电机作为动力源,振动频率高达360r/min。6)将振动台和结晶器的重心置于连杆铰点外弧处,使板簧始终处于张紧状态,结晶器的重量和拉坯阻力由连杆承担,保证振动的稳定性。
在生产的开始阶段,调理振幅不合理,导致漏钢事故时有发生;就算是稳定运行后,也会出现不规则的振痕以及深度程度大等问题。因此实施了很多的技术改造以解决相关问题。
2.2 机械设备的校准
振动装置开始工作后,磨合是必不可少的,很多因素会导致偏摆现象的发生,例如大幅度变化的温度、应力释放、拉坯阻力的变化、紧固件松动。一旦偏摆问题产生,铸坯四个面会呈现差异性的振痕,并且出现不规则的形状,不仅会造成漏钢事故,更能够造成铸坯表面的裂纹缺陷,严重影响生产工序和产品质量。因此,对结晶器振动设置的检测是必要的。检测的方式包括百分表检测、杯水检测、分币检测等[2]。结合现场的条件,检测振动状况结果更精细的为百分表,务必在0.1mm的范围内进行横向与纵向的摆动。一旦振动装置偏摆度不符合设计标准,便要采取相关的措施进行纠正,包括对板簧的调整、对缓冲器的调节等。同时,为了确保铸坯表面均匀的振痕,必须对振动装置进行定期校准。
2.3 振动参数优化
一般情况下,铸坯表面的振痕和横裂纹呈现共生性的特点,只有先解决振痕深度才能够减少横裂纹。如果是稳定的设备运行,振痕与相关的振动参数息息相关,包括振幅、波形、负滑时间、振动频率等。机械振动会在连铸机的运行中产生,会呈现正弦波形的振动波形,根本无法改变,因此,有必要对负滑脱时间、振幅、振动频率进行合理调整,按照实际状态对振动参数影响连铸表面质量的程度进行评估。结果显示,振痕的深浅取决于振幅的大小;具体地说,振幅频率越大负滑脱时间就越短,振痕也相应变浅[2]。
2.3.1 振幅的优化选择
基于振动装置,结晶器进行了三种振幅的设计,数据分别为±3mm、±4mm、±5mm,对三种振幅的可靠性进行验证,可利用不同振频环境进行三种振幅的试验,数据见表2。
通过表2不难看出,相同频率环境中,振幅的大小与负滑脱消耗时间的长短成正比例,这种规律导致振幅越浅,相反的情况下会振痕越深。因此,保护渣吸入量的大小取决于振幅的大小,连铸坯的脱壳与结晶器铜管润滑导致黏结性漏钢的机率增加。很大的振幅会延长负滑脱的时间,形成难以控制的大偏摆,铸坯表面的横裂纹是振痕深造成的,造成拉断事故发生[3]。通过各种因素的分析可以确定±4mm振幅能够满足加工需求。此振幅下连铸坯的表面如图2所示。
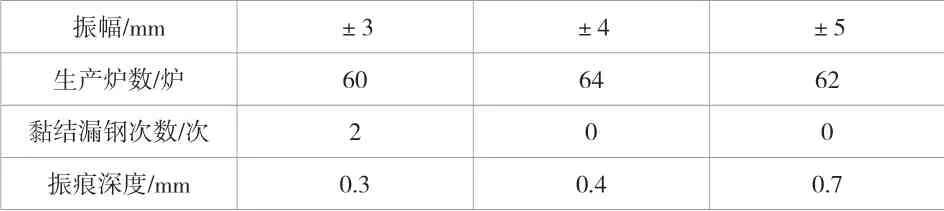
表2 3种振幅生产效果对比
通过图2可知,保证振痕间距最小的振幅是3mm时;在4mm振幅情况下,呈现非常浅的振痕且可以保证均匀的间距;可如果是5mm的振幅,振痕会很深,并且表现很大的偏摆。
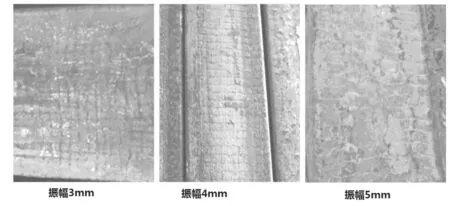
图2 振幅不同情况下的铸坯表面现象
2.3.2 振频的优化选择
因为不匹配的设备性能,额定为1500r/min的电机转速,基于i=4.5的减速机速比,可以在0次 /min~333 次 /min设定振动装置频率。在浇铸中生产节奏会带动拉速变化。而拉速变化会 引发工艺参数的变化,对铸坯的脱模与铸坯表面质量造成不良的影响[3]。为了确保生产工艺参数稳定,如果改变拉速,也要对振动参数进行同步调整,必须确保两者间呈现正比线性关系。
综合相关文献,并对业界企业的生产经验进行借鉴,最佳的负滑脱时间可设定为0.25s左右,如此设置能够保证铸坯表面的质量,并且可以稳定连铸生产的效率。振频与拉速关系的确定可以通过目标反推法完成。变频器频率=0.25s(负滑脱时间)/100×拉速×1000/4×振幅,在正常的拉速情况下,务必保证振动装置负滑脱时间限制在0.25s以内。因为开浇采用很低的拉速,低振频能导致黏结拉漏,所以,如果低于0.3m/min的拉速,那么就要确保40次/min的振频。如果为333次/min的设备极限频率,考虑到保护设备的需要,一旦超过300次/min的振频,拉速变化时,都能够确保300次/min以上的振频。正常条件不同钢种的拉速范围为1.5 m/min~3.6m/min。实践表明该匹配关系可以满足生产的实际需要,如图3。
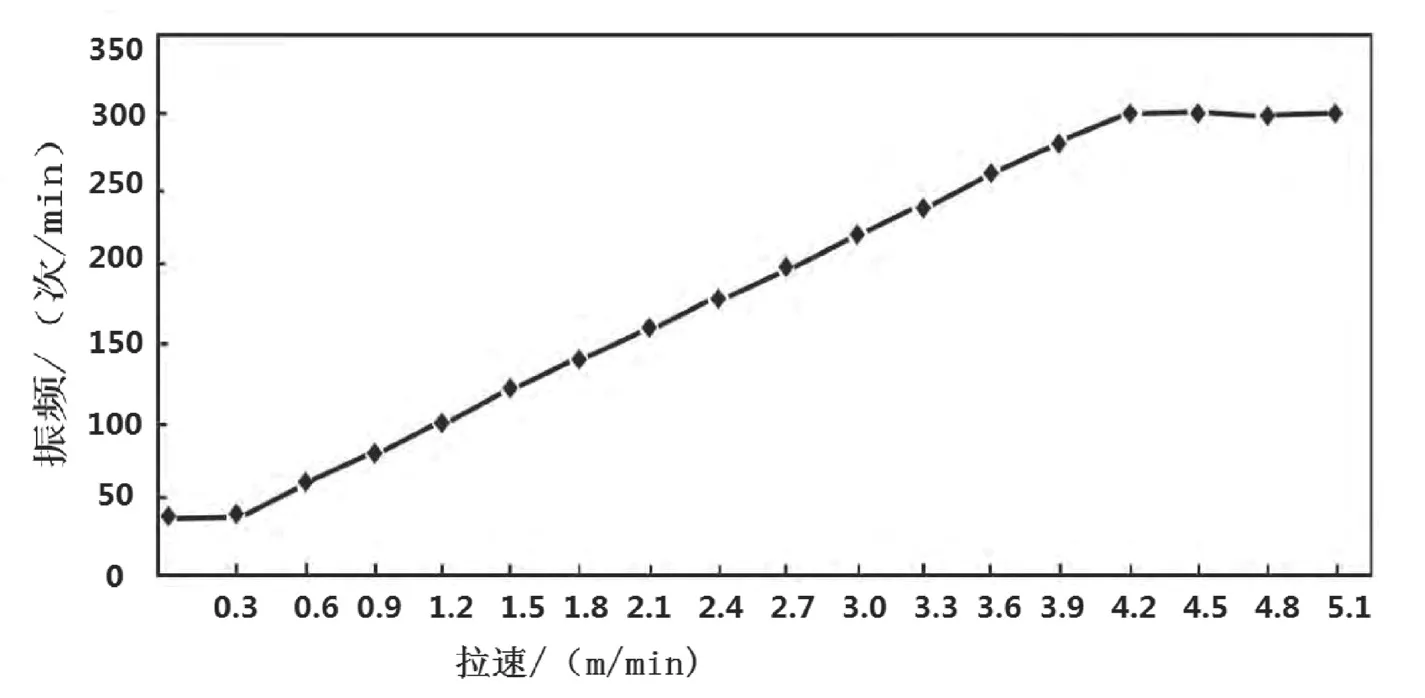
图3 拉速和振频的匹配关系
控制振动参数可以借助振动参数模型完成,在拉速稳定的区域,皆可保持良好的振动频率的线性关系,也可以保证连铸坯的振痕。对各类钢种加工过程进行分析可知,如果振动参数条件相同,低碳钢的振痕比高碳钢深一些[4]。
目前在加工连铸的过程中,对产品表面的质量要求极高,而影响连铸表面质量的就是振痕。结晶器振动负滑脱时间是振痕产生的关键影响因素。在提升拉速的过程中,选择振动参数时,要选择合理的负滑脱时间。
3 结论
该文结合连铸机的特点,提出的方法可以有效地辨识连铸机的运行状态,解决了现有技术中连铸机的振动不稳定会对铸坯质量产生影响的问题,能够快速判断连铸机是否处于最佳运行状态,可为实际连铸生产提供指导。该文确定了振幅、振频、拉速匹配存在的关系,有效优化设置了小方坯的振动工艺参数,可以结合不同的钢种,保证所选拉速具有最佳效果,并且工艺中应用新技术显著提升了产品表面的质量。
