水刺非织造布厚度影响因素分析
2022-01-14王远富马腾飞雍园园刘双营
王远富,马腾飞,雍园园,刘双营
(山东省永信非织造材料有限公司,山东 济南 250200)
水刺非织造布厚度直接影响到后续加工产品的厚度,特别是在包装材料尺寸确定后的湿巾产品,厚度的轻微变化甚至影响包装质量及外观效果,同时对成本控制带来影响,因此合理控制水刺非织造布的厚度是稳定产品质量的关键指标之一。
水刺非织造布的厚度主要取决于布中纤维的缠结程度、面密度、弹性,而这与纤维的形状、细度、卷曲、回弹性以及生产过程中梳理成网状态、水刺缠结、生产牵伸、轧压定型、分切包装等因素有关。一般情况下,原料配比不同,厚度就不一样。同一情况下,涤纶厚度高于粘胶厚度。梳理成网方式不同,成网纤维排列不同,厚度也不相同。水刺缠结越紧密,牵伸率越大,轧压定型压力越大、分切缠绕越紧密,厚度越薄。厚度调整是一个前后协调的系统过程,需根据棉网质量、布面强力、厚度情况等内外质量要求综合调整,才能事半功倍,既满足布面质量,又满足厚度要求。本文对水刺非织造布的厚度影响因素进行探究,为相关工作提供参考。
1 试验部分
1.1 试样
为便于数据的对比,所取试样为克重45 g/m2,六种原料配比、不同梳理成网方式、不同水刺缠结程度、不同牵伸、脱水方式等情况下的水刺非织造布。
1.2 厚度性能测试
采用YG141D型数字台式织物厚度仪,选用压脚面积为2000 mm2,砝码400 cN,在同一幅宽布幅上取10个位置测试试样的厚度,取其平均值。
2 结果与讨论
2.1 不同原料配比对水刺非织造布的影响
一般水刺非织造布混纺的主要原料是粘胶纤维和涤纶纤维。从表1看出,对于面密度相同,配比不同的平纹水刺非织造布试样,其厚度随着涤纶含量的降低而变薄。
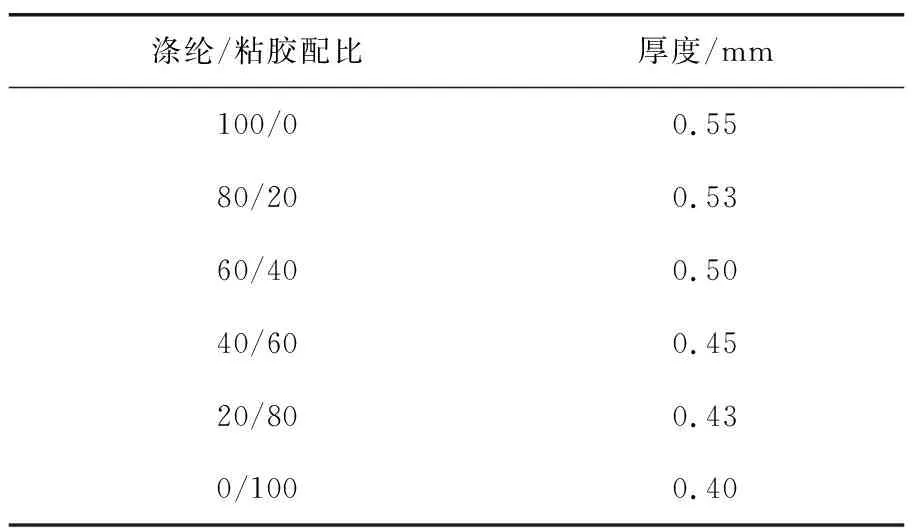
表1 不同原料配比试样厚度测试结果
纤维原料特性是影响水刺非织造布厚度的因素之一,纤维特性主要包括卷曲度、线密度、长度、吸湿性、摩擦系数、横截面形状等。一般来说,纤维卷曲度大,则纤维间抱合力大,纤维成网时不宜产生破洞,均匀度好,手感柔软,弹性好,产品偏厚[1]。粘胶纤维易缠结,相对较板挺,涤纶卷曲度好,相对较蓬松。因此,在面密度和其他工艺相同的情况下,粘胶含量越高,缠结效果越好,手感板挺,厚度越薄;反之,涤纶含量越高,手感蓬松,厚度越厚。此外,因原料厂家的生产工艺不同,在同一水刺生产工艺下,厚度也存在差异,因此,原料的选用对厚度的稳定性也有一定影响。
2.2 梳理工艺对水刺非织造布厚度的影响
梳理工序是将开松混合好的纤维梳理成纤维网。其作用是将纤维梳理成单纤状态,并将原料中的各种纤维再次充分混合均匀。从表2看出,对于面密度相同,配比为60%涤纶40%粘胶的平纹水刺非织造布试样,其厚度随着杂乱比的降低而变薄。

表2 不同杂乱比试样厚度测试结果
道夫和凝聚辊杂乱比越大,纤维由道夫向凝聚辊转移时聚集程度越大,纤维纵横向排列越紊乱,厚度越厚,反之亦然。实际生产过程中,除了考虑成布厚度外,主锡林、道夫、凝聚辊速度应根据棉网情况进行适当调整,避免因过度梳理造成纤维断裂导致成布强力降低或因梳理不充分造成棉网云斑、布面棉结等问题。
2.3 水刺工艺对水刺非织造布厚度的影响
2.3.1水刺压力
水刺非织造布的水刺头压力配置一般是由低到高再到低,以保证纤维网缠结良好,布面均匀,不起毛,厚度稳定。一般是通过降低或提高水刺头压力的方法调整产品的厚度,但要根据布面情况适当调整,压力过大布面易打烂,压力过小布面易起毛,当压力达到一定值时厚度不再发生变化。调整平纹和网孔产品的方法一样,通过整体加大压力,使产品变得板挺,厚度变薄,反之整体降低压力,使产品变得蓬松,厚度变厚。如图1所示,对于面密度相同,配比为60%涤纶40%粘胶的平纹水刺非织造布试样,其厚度变化随着水刺头压力的增加有变薄趋势,但薄到一定程度就不再随压力的增加发生变化。
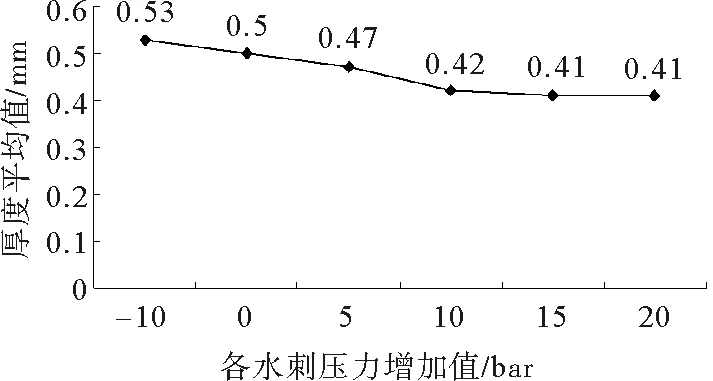
图1 增加水刺头压力对平纹试样厚度影响
对于调整提花产品的厚度,由于其要重点突出花纹的凹凸手感,与平纹和网孔产品的水刺压力设置调整不同,一般通过降低1号、2号辊筒上水刺头压力,同时提高提花辊筒上水刺头压力的方法提高产品厚度。如表3所示,提花水刺非织造布试样厚度随着不同水刺头压力的变化而变化,厚度越厚,提花凹凸感越明显,花型越清晰。

表3 不同水刺头压力下提花试样厚度测试结果
2.3.2脱水方式
为减少进入烘干机前湿布的含水率,降低烘干机消耗,通常采用负压脱水、轧车脱水两种方式。轧车压力设置的大小对厚度有一定的影响,如图2所示,对于面密度相同,配比为60%涤纶40%粘胶的平纹水刺非织造布试样,其厚度变化随着轧车压力的增加有变薄趋势,但薄到一定程度就不再随压力的增加发生变化。
负压脱水的负压大小对厚度也有一定影响,一般负压抽吸越大,厚度越薄,反之亦然,但厚度波动范围有限。两种脱水方式比较发现,经负压脱水试样纤维相对蓬松,厚度厚;轧车脱水试样纤维排列紧密,厚度薄,如表4所示。
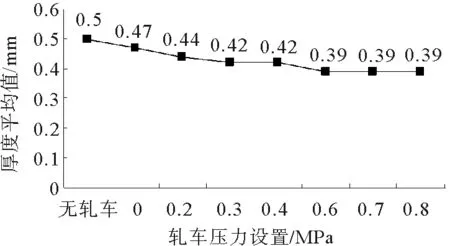
图2 不同轧车压力下试样厚度测试结果
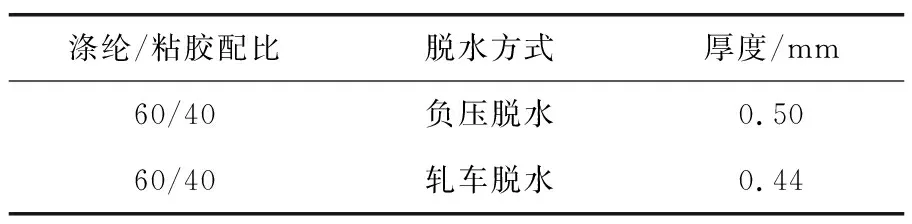
表4 不同脱水方式试样厚度测试结果
2.3.3水质
水刺非织造布主要用高压水针机械加固缠结布面,水质的好坏影响整个产品质量,一般水质较差时,水浊度增加,水针板易堵塞,高压水针流速和能量减弱,影响缠结效果,布面松软,强力低,产品厚度厚;水质好,布面厚度就能符合质量要求。确保循环水水质质量,定期更换清洁水针板,是保证产品厚度稳定的关键。
2.3.4布面网型
水刺非织造布一般常见的有平纹、网孔、提花产品,不同网型和花纹产品厚度也不一样。同配比同面密度时,一般提花产品厚度最厚,网孔产品次之,平纹产品厚度最薄。提花产品与平纹产品相比,其凸凹的花纹使其厚度比平纹产品厚;网孔产品与平纹产品相比,由于产品上有网眼,使其单位面积纤维聚集数量增加,厚度相对增加,如表5所示。
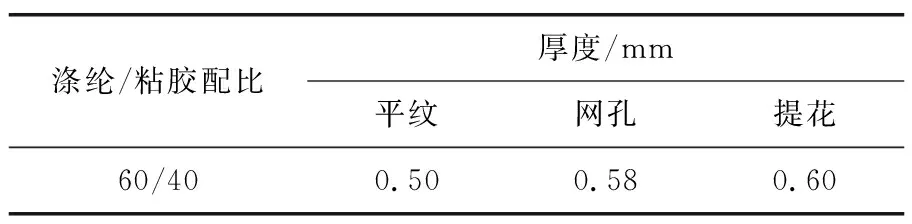
表5 不同布面网型试样厚度测试结果
2.4 生产牵伸率对厚度的影响
调整生产牵伸率是调整厚度最常用的方法之一,在保证落布幅宽符合要求的前提下,通过调整各转动部位的速度差,将梳理成型的棉网进一步牵伸开或者聚集,从而达到调整厚度的目的。一般牵伸越大,棉网被拉扯延伸,厚度变薄,反之亦然,如表6所示。
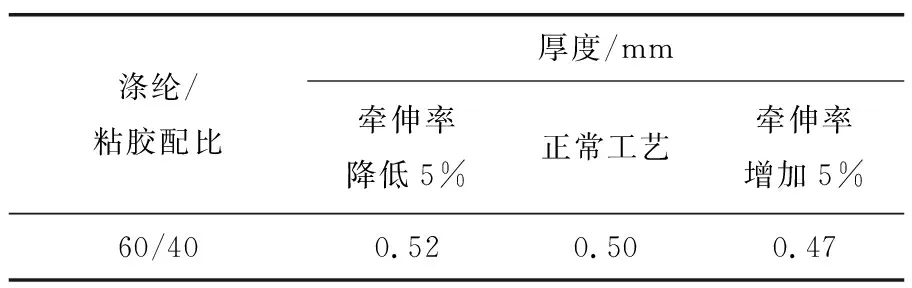
表6 不同牵伸率试样厚度测试结果
2.5 其他工序对厚度的影响
落布工序通过调整落布机压臂压力及张力控制器进行张力调整,压力、张力越大牵伸越大,产品卷绕得越紧,厚度相对薄,反之亦然;退卷分切工序通过调整分切机压辊压力、浮辊张力、主副轮速差进行张力调整,张力越大牵伸越大,厚度相对薄,反之亦然;包装工序通过调整缠绕膜牵伸倍数调整包装张力,一般采用顺着产品出卷的方向缠绕,产品卷得紧一些,厚度相对变薄。
3 结论
水刺非织造布的厚度随粘胶含量的增加而逐渐变薄,不同原料厂家因原料生产工艺的不同,后续在使用过程中厚度也存在差异。
梳理成网方面在确保棉网质量优良的情况下,通过调整主锡林、道夫速度调整厚度,一般主锡林、道夫速度越快,厚度越厚;对于平纹、网孔产品,随着水刺头压力的增加而变薄,但薄到一定程度就不再随压力的增加发生变化;对于提花产品,一般通过降低1号、2号辊筒上水刺头压力,同时提高提花辊筒上水刺头压力的方法提高产品厚度。不同的网型,厚度也存在差异,一般提花厚度大于网孔,平纹最薄;脱水方式不同,厚度也有差异,一般负压脱水厚度厚;在保证落布幅宽符合的前提下,生产牵伸率越大,厚度越薄;分切过程中的张力大小以及包装缠膜的松紧对厚度也有一定影响。
影响厚度因素还有很多,如人为因素、工艺专件选型(针布型号、镍网透气率等)、测试方法、产品回潮率、车间温湿度等。总之,虽影响因素有很多,调整方法也有很多,需根据实际生产经验,快、精、准地找到调整方法。各种方法相结合,才能做到厚度符合客户要求,批与批厚度相一致。
