针刺技术在复合材料预成型体中的研究进展
2022-01-14刘昱君刘希艳党艺旋
刘昱君,刘希艳,党艺旋
(西安工程大学 协同创新中心,陕西 西安 710048)
在非织造技术中,比较常用的是针刺加固技术和水刺加固技术,其中,针刺加工技术是干法非织造布最重要的加工方法,而非织造预制体大多采用针刺成型的方式,这种方式可根据需求调整预制体的参数,相关研究表明,三维针刺复合材料在性能上具有较高的层间断裂韧性和层间损伤容限,在实际应用上具有自动化程度高且易于成型的优点。
1 针刺工艺概况
针刺技术在国外最早是由法国欧洲动力装置公司(sep公司)发明,称作“Novoltex”,它的预制体是采用预氧丝布/预氧丝网胎复合料针刺而成[1]。国内的碳纤维预制体针刺技术是在20世纪70年代开始发展的。
1.1 针刺工艺原理
针刺工艺是在非织造布的基础上发展起来的,由于金属刺针硬度大,因此针刺技术仅适用于弹性好,长度长的纤维。针刺预制体是一种复合材料预制体,源于纺织短切纤维制毡工艺,基本原理是将一个空间分为XYZ三个维度,将基布和短纤维在XY平面内随机铺层,使用带有钩刺的刺针在Z方向上穿刺纤维网胎,将XY平面内的部分短纤维转移到Z方向,从而形成X、Y、Z三个方向上均有纤维增强的准三维网状预制体。针刺成型可设计性及平面方向利用率高,降低了制造成本,简化了制造工艺,缩短了制造周期。针刺预制体主要有两种结构:基布/毡结构和整体毡结构。基布/毡结构由基布层和短切纤维层构成,而整体毡结构只包括短切纤维层。基布/毡结构的示意图如图1所示。
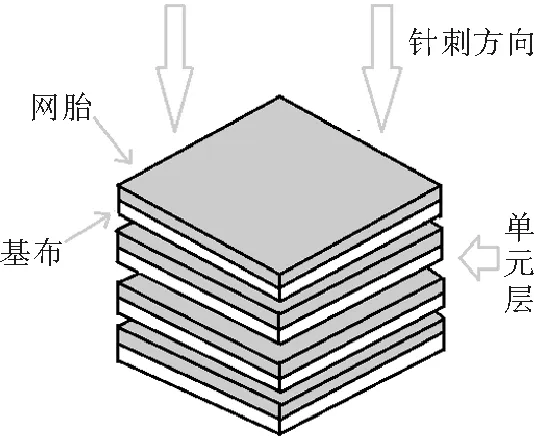
图1 基布/毡结构的针刺工艺图
国外将针刺技术应用于液体助推火箭喉衬、C/C延伸锥、刹车盘等。国内将此项技术运用于整体毡喉衬、保温毡、刹车盘、热场材料、喷管延伸锥、液体火箭燃烧室的制备,图2中的四张图片分别表示刹车盘(图2a)、喉衬(图2b)、针刺毡(图2c)、光伏热场构件(图2d)。
1.2 刺针简介
刺针是在针刺过程中,用来引入纤维的工具,它对针刺复合材料成型发挥着重要的作用。刺针主要由四部分构成,包括针尖、针叶、渐缩锥、中间段针杆、减缩锥、针柄、弯柄。图3由左至右分别是针尖、工作部位、减缩锥、针柄、弯柄,一般的刺针大致由这几个部分构成。
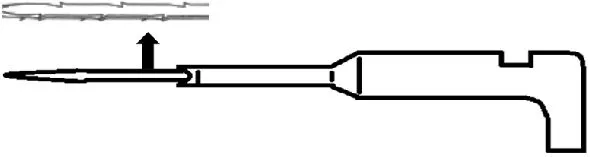
图3 刺针
针尖的主要作用是让刺针刺入待制品。针叶是刺针的主要工作部位,主要有三角形、三页形和水滴形三种形状,如图4所示。
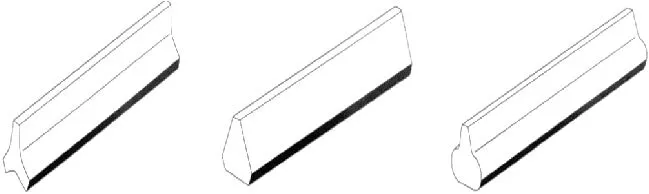
图4 工作部位的三种形状
针叶的主要参数有针叶直径、针叶截面形状、针叶长度,其中针刺的截面形状一般为等边三角形、等边三角形的改进型、圆形等[1],针叶上的钩刺是刺针最重要的部位,它的主要参数有沟槽深度、沟槽长度、凸尺高度和下切角度,对于制成的预制体的力学性能和平整度起到了决定性的作用[1]。刺针能否均匀地承受来自各个方向的饶曲力主要取决于针叶截面形状的选取。渐缩锥主要影响的是针体的弹性。选用刺针时,尽量选择刚性、韧性、弹性足够的针体。刺针不同部位的直径用机号来表示,其中针叶的机号表示剖面的高度。
刺针在工作时,会对纤维产生一定的损伤,针叶粗、钩刺大的刺针会对纤维产生较大的损伤,因此在选用刺针的时候,一定要考虑多方面的因素以达到最优的使用效果。
1.3 针刺基本设备简介
在非织造的生产工艺流程中,按照针刺法工艺的工序,完成针刺的整个过程,通常包括成网、预针刺、针刺三个部分,其中,成网有机械式、气流式、纺黏法三种,气流成网机(如图5所示)的优点是设备简单,生产效率较高,产品的透气性较好,且操作、维修简便,产品的性能也较好,因此应用相对广泛。
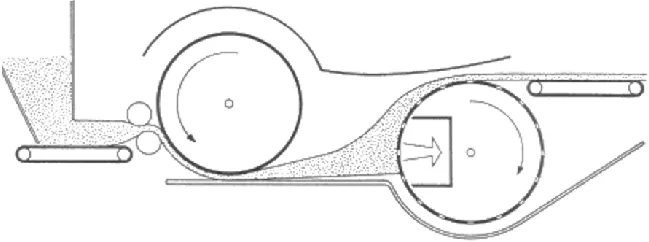
图5 气流式成网机
预针刺机的作用是尽可能减少成型纤网的牵伸,保证原纤网的纤网方向不变,如图6所示。
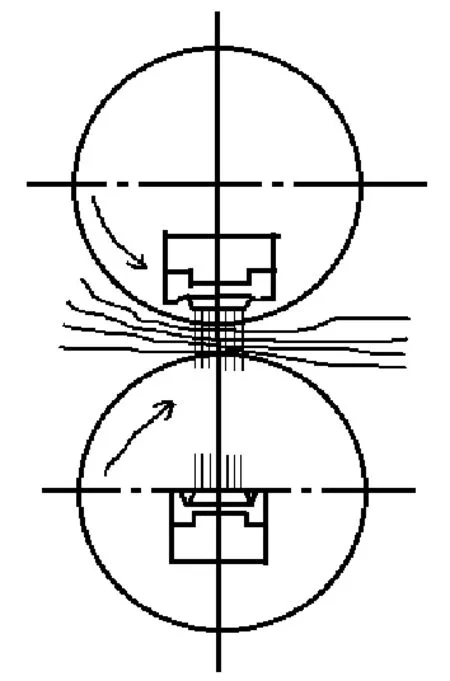
图6 双滚筒预针刺机
主针刺机的形式有单针板、双针板双针区、双针板单针区、四针板双针区,同时按针刺方向分类有上刺式、下刺式、上下同位对刺式和上下异位对刺式。
2 针刺技术的研究现状
近年来,针刺工艺在复合材料增强体中的应用研究主要有C/C复合材料、玄武岩复合材料以及石英纤维复合材料。利用软件仿真、数学建模计算以及重复实验的方法,筛选出拉伸性能、压缩性能、剪切性能、弯曲性能等力学性能的最优工艺参数。
2.1 力学性能实验研究
以C/C复合材料为例,针刺C/C复合材料的制备主要有两个过程,分别为预制体成型、树脂炭增密,两者是类似于骨架与填充物的关系。研究者通常的思路是:先选用设备,设计出针刺复合材料的工艺,在此基础上改变工艺参数(针刺密度、深度、针刺方向等),再经多次实验,以拉伸强度、断裂强度、弯曲性能、穿刺阻力等指标来确定使复合材料性能达到最优的工艺参数,预估其未来的应用前景及发展方向。
针对工艺参数以及其他因素对针刺复合材料力学性能的影响,李娜[2]利用针刺工艺和其他模塑工艺相结合,成功制备了以碳纤维、玄武岩纤维、石英纤维为增强纤维的三维针刺复合材料,对材料进行了弯曲测试和高温压缩实验,得出温度对材料的弯曲和压缩性能均有显著影响,且碳纤维复合材料的弯曲性能优于其他两种材料。通过霍普金森压杆实验得出,抗冲击性能碳纤维增强复合材料要低于玄武岩纤维增强复合材料,而碳纤维材料的损伤模式表现为脆性特征。樊凯[3]以酚醛树脂为浸渍剂,同时利用针刺工艺制备了一种碳复合材料,研究了不同针刺密度预制体力学性能之间的差异。黄喜鹏等人[4]研究了三维针刺C/Si材料的损伤演化机理。杨莉、徐珍珍[5]制备了一种玄武岩针刺复合材料并研究了其力学性能。
2.2 模型建立及数值仿真
邹佳俊[6]除研究了C/C复合材料的力学性能之外,还建立了火箭发动机喷管的有限元模型。张波等人[7]研究了C/C复合材料的高温剪切强度,通过实验得出了温度和剪切强度的关系图,并找到剪切强度最大时的温度值,同时对剪切强度测试的方法及其使用范围做了详细研究。林志远等人[8]通过实验测试了力学性能,将已有的模型改进,建立了C/C复合材料高温本构关系模型,并与实验结果对比,最终得出了温度对复合材料各项力学性能的影响。苏君明等人[9]利用一种工艺和石墨化处理,制备出了一种高密度的C/C复合材料,并通过各项分析证明了这是一种燃气舵材料。王建恒等人[10]利用二氧化硅气凝胶料浆,通过喷涂工艺和针刺复合工艺得到了气凝胶玻纤针刺毡保温材料,同时通过实验得出了气凝胶掺量、改良剂掺量、稳定剂掺量以及气凝胶层数对材料导热系数的影响,并最终得出了制备这种材料的最佳配比。张希等人[11]利用一种干燥方法制备出了二氧化硅气凝胶玻纤复合材料,除了研究原料配比之外,还研究了老化时间对材料性能的影响。刘宇峰等人[12]制备了一种高纤维体积含量的针刺C/C复合材料,降低了高性能热结构材料预制体的生产成本,层叠式的复合结构有双层梯度结构、渐变梯度结构、三明治结构和多层结构。闫梦雪等人[13]制备了一种具有类似三明治结构的芳纶针刺包装复合材料,同时研究了其拉伸、防刺性能。赵文砚[14]利用针刺工艺结合其他简单工艺制成了长碳纤维增强聚醚醚酮复合材料,整个制造过程简单、成本低、未使用溶剂,最后评估了四个工艺参数对其力学性能的影响。戚云超等人[15]利用BP神经网络和生物学上的遗传算法建立了C/C复合材料预制体的模型,目的是为了实现工艺参数的优化,其中BP神经网络用来表征复合材料的刚度性能。
3 结语
提高生产效率、实现节能环保是目前国家对非织造产业发展的基本要求。针刺技术的研发是非织造材料未来的研究重点之一,针刺技术虽具有工艺简单、成本低、应用范围广以及高自动化的优点,但针刺技术在增强层间性能的同时,刺针会对纤维造成损伤,影响其力学性能。因此,关于针刺复合材料的损伤演化机理还需要做进一步深入研究,以提高其使用性能。
