基于变频器和PLC的注塑机组态控制系统设计
2022-01-14乔志杰闫广新
乔志杰,闫广新
(1.安徽电子信息职业技术学院 机电工程学院,安徽 蚌埠 233000;2.中国能源建设集团新疆电力设计院有限公司,新疆 乌鲁木齐 830047)
塑料在各行各业中运用较多,作为生产塑料的设备,注塑机的加工动作经常存在突变的速度变化工况,影响设备的稳定使用,诸如射胶、座进等动作过程要求具有良好的变速性能,但传统的注塑机,完全依靠液压电磁铁控制方式,硬件和回路复杂,不能及时有效地匹配注射压力等参数,系统出现故障时检修困难。随着现代生活对塑料成品的多元化消费需求,注塑机的生产控制迫切需要能够机动调整。传统注塑机控制系统接线复杂〔1〕,不便灵活改造,无法满足多类别产品的生产需要。变频器可以灵活调整频率,实现速度的柔性控制。基于传统注塑机设备的速度控制局限性,对注塑机需要频繁变速的部分进行变频改造〔2〕,可实现工艺动作的快速动态调整,并有效节约能源,组态控制系统的引入则可以使控制变得更加直观、灵活。
1 系统总体方案
注塑机的主要作用是把原料经过加热、注射、成型,注塑工艺〔3〕主要有合模、座进、射胶、座退、开模等,其中合模、座进、座退、射胶、开模四个阶段有高速和低速区别,工艺具体动作过程如图1所示。

图1 注塑机的动作过程
控制系统采用人机界面HMI,基于MCGSE软件,进行监视、控制,控制器采用PLC,PLC外围配置开关类输入和执行电器类输出,对合模、射胶、座进与座退、开模四个需要变速的动作,电磁铁采用变频器改造,其他元件仍采用电磁阀控制,通过电磁阀、中间继电器实现了注塑机的其他工艺控制,基于变频器和PLC的注塑机组态控制系统方案如图2所示。
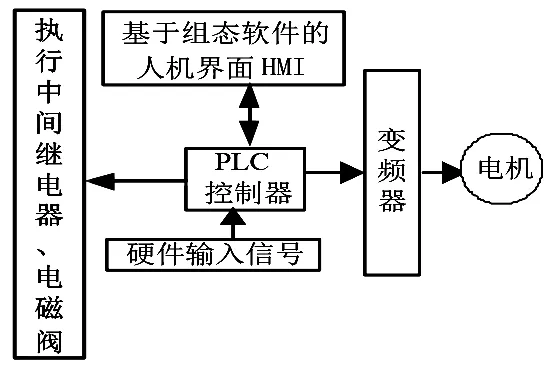
图2 基于变频器和PLC的注塑机组态控制系统方案
2 系统设计
2.1 系统硬件设计
系统采用应用率较高的三菱FR-740变频器,变频器主电路接线〔4〕如图3所示,其中开合模为一个电机控制,座进、座退为一个电机控制,相当于电机的正反转,M1-M3分别对应开合模电机、座进退电机、射胶电机。

图3 注塑机系统的变频器主电路
控制系统采用Mitsubishi公司的主流PLC产品 FX3U-32MR/A,16个输入/16个输出,为了使控制系统更加直观,除对4个硬件按钮正常分配PLC输入地址外,在MCGSE组态软件中还分配虚拟元件M地址,以进行组态可视化控制。注塑机控制系统的PLC外部输入侧、输出侧接线分配图如图4所示。
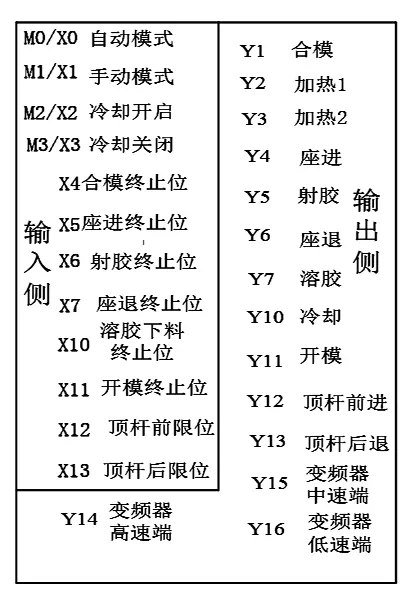
图4 PLC的输入、输出侧接线分配图
结合注塑机变频控制过程,开模、座进、射胶继电信号接在变频器正转启动信号上,合模、座退继电信号接在变频器反转启动信号上,外部继电器信号与变频器正反转信号对应关系如图5所示。
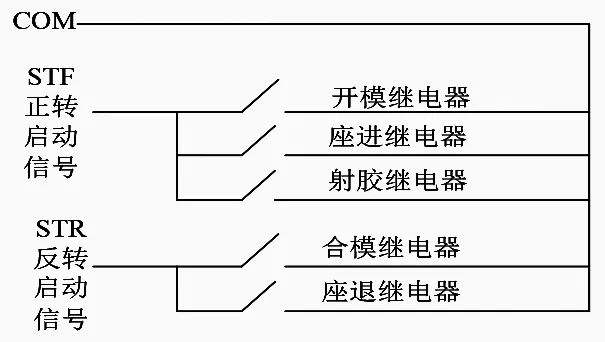
图5 注塑机系统变频器与动作继电器对应关系
2.2 注塑机的变频设计思路
注塑机不同的工艺需要不同的压力和速度,根据本次设备工艺要求,变频器部分设计思路如下:
(1)初期合模需要快速合模,过程需要较大的压力,由注塑机工作原理可知注塑压力与电机转速成正比,而由变频器转速公式可知,转速和频率成正比,所以初期合模频率宜采用较大的频率,设定为45 Hz,为减轻冲击,后期合模也即慢速合模过程需要较慢的速度和较小的压力,频率采用25 Hz。
(2)座进过程前期需要速度较快,频率采用45 Hz,间隔3 s后,采用15 Hz低频以便准确平稳地到达位置。
(3)为解决射胶工艺段转换的响应延迟,使塑料以更好的流态成型,提高塑料质量,射胶工艺采用不同速度分别注射,射胶过程前期需要速度较快,频率采用50 Hz,2 s后应采用20 Hz的平稳速度进行射胶以实现保压。
(4)座退过程与座进类似,前期需要速度较快,频率采用45 Hz,3 s后快到达位置时应速度平稳,频率采用15 Hz。
(5)塑料成型后进行开模,需要速度适中,压力略高,频率采用30 Hz,之后采用较慢的速度和压力,频率采用15 Hz。
根据注塑机反复的多种速度控制要求,变频器采用多段速的控制方式〔5〕,FR-740变频器的高速RH端、中速RM端、低速RL端与PLC输出信号分别受Y14、Y15、Y16控制,由于M1-M3三台电机不是同一时刻运行,可共用一个变频器,减少了投入,RH对应Pr.4参数,RM对应Pr.5参数,RL对应Pr.6参数,频率4至频率7分别对应Pr.24-Pr.27,其频率号、参数、与RH、RM、RL设定如表1所示,即Pr.4=25,Pr.2=20,其他参数以此类推。
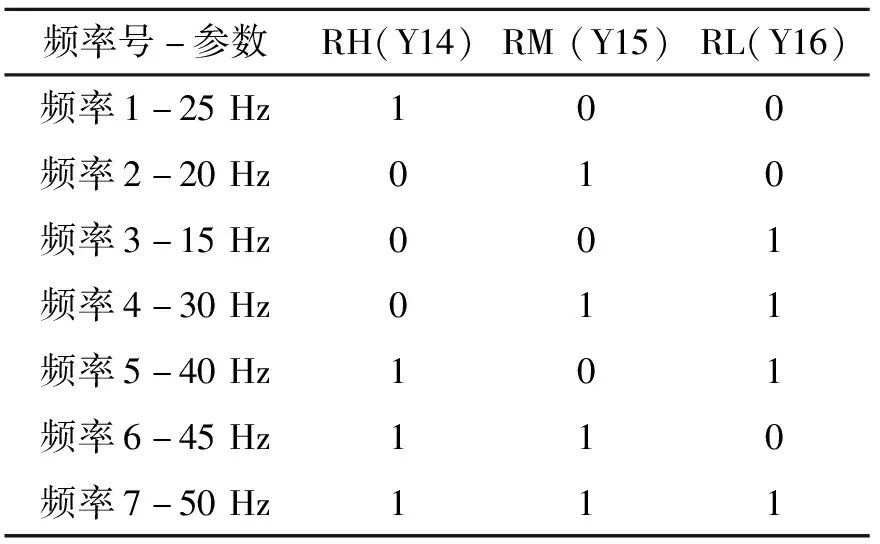
表1 注塑机七段速编码表
2.3 注塑机的PLC编程设计思路
由于篇幅所限,文章以自动模式为例介绍编程思路,工艺要求快速合模需要45 Hz的频率,对应表1的频率6,在此工作步骤中,需要Y14、Y15同时接通,结合图5可知还需提供合模的正转变频器启动信号Y1,注塑机系统自动模式时,系统的SFC编程思路如图6所示,M0为初始步,M1-M13分别对应快速合模-顶杆后退等动作过程,为了能灵活调整注塑工艺,在步M1中,定时器T1时间没有使用固定的常数K30,而是采用D2,通过后面的组态界面可以对快速合模时间进行灵活调整。

图6 注塑机的自动模式SFC编程思路
2.4 上位机组态控制系统设计
为了便于监控注塑机的运行状态以及手动调整参数,在注塑机变频器和PLC控制系统基础上进行组态控制系统设计,利用MCGSE组态软件新建组态工程〔6〕,在工程中建立自动运行模式和手动测试模式两个画面,默认进入自动界面,在自动画面中可通过切换按钮进入到手动界面,同样手动界面亦可以返回到自动界面,界面中射胶等动作按钮、快速合模等运行指示灯数据类型为开关型,分别分配不同的M地址,为了灵活的调整快速合模、快速座进、快速射胶时间,依次分配D2-D4,数据类型为数值型,通过画面中建立输入框实现现场参数调整,而不用重新下载PLC程序,显著提高了生产效率。
自动运行模式和手动测试模式的组态界面如图7和8所示,组态工程完成后进行下载PLC程序,进行PLC与组态控制系统联机运行,系统不仅可以有效监视生产运行状态,还可以现场根据产品生产要求及时进行射胶等时间量的在线调整,通过手动测试模式可以对设备进行检修和微调,达到了设计初衷。

图7 注塑机自动运行模式组态界面
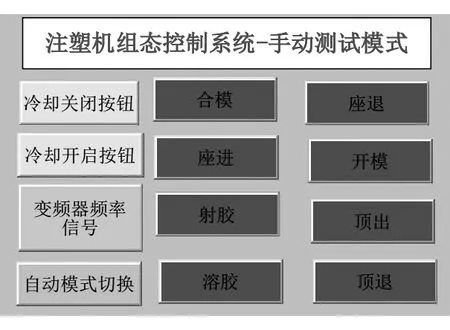
图8 注塑机手动测试模式组态界面
3 结语
采用新的设计改造方案后,变频器可以使速度控制更加精准,组态软件的应用可以根据不同工艺更加灵活,适应新的生产任务调整,提高了设备的可靠性,变频改造使电机的控制更加柔性,组态监控系统能对生产成型主要参数进行及时有效地监视和控制,使控制变得更加直观和灵活。
