300t钢包烘烤器优化实践
2022-01-10王崇高越贾培日徐明
王崇 高越 贾培日 徐明
(1:首钢京唐钢铁联合有限责任公司炼钢作业部 河北唐山063200;2:巴彦淖尔紫金有色金属有限公司 内蒙古巴彦淖尔015543;3:大连新瑞晨环保科技有限公司 辽宁大连116001)
1 前言
目前,国家正在大力倡导发展循环经济,建立节约型社会,这在冶金行业的建设和发展上同样具有特别的指导意义。建立环境友好企业,追求资源和能源利用的最大化,回收有较高价值的废弃资源、能源,减少有害物排放,在中国及在全世界范围也正在成为必然,因此企业扎实推进节能降耗和污染减排工作,做到能源利用的最大化,不但有良好的经济效益,同时也有很好的社会效益[1,2]。
钢包烘烤器节能改造项目是减少煤气消耗,减少温室气体排放的重要举措,通过国内众多钢厂相似项目情况来看,相关项目实施后节能效果明显,符合国家有关政策,既能为国家及地方节能减排做出贡献,又能满足企业自身发展和盈利需求,实现各方多赢,其经济效益、社会效益和环保效益非常显著,建设十分必要[3-5]。
2 重要性
钢包烘烤是炼钢生产工序中的重要环节之一,主要用于新砌、冷修、干燥、周转以及在线快速升温的各种钢包的烘烤,烘烤装置的使用性能对转炉出钢温度、炼钢生产作业率、钢包包龄等都有很大的影响。
钢包烘烤介于炼钢和连铸两个主要生产工序之间,钢包烘烤温度的高低对协调整体生产有重要作用,对连铸生产的意义更加重大。从炼钢工序到连铸工序的钢水运转中钢水的热能损失很大,其中钢包蓄热损失约占钢水热能损失的一半左右,如果不采用钢包烘烤方法,补偿钢水的热能损失,保证钢水浇注时的温度,势必要提高钢水的出钢温度,但这会带来一系列的问题[6-8]。
首先要提高出钢温度,就要增加冶炼时间,增加原材料消耗,提高吨钢成本。其次,使炉衬侵蚀速度加快,降低炉龄。因此,提高钢包的烘烤温度,对降低出钢温度,提高转炉的寿命,增加钢产量,降低原材料消耗,降低吨钢成本,保证连铸的顺行都具有重要的意义。
目前国内钢包烘烤技术,由于烘烤温度不高,往往采用延长钢包烘烤时间以达到出钢需要;烘烤器燃烧效果不理想、燃气和空气配比不合理、燃气不能够完全燃烧,造成能源消耗较大和不安全因素等,这些都是钢包烘烤的技术难题[9,10]。
3 存在问题
目前常用的钢包烘烤器主要有老式套管式烘烤器和蓄热式烘烤器。
套管式钢包烘烤器运行方式粗放,只考虑烘烤器能够正常运行,钢包烘烤温度及烘烤时间多为根据经验估算,燃气用量上也无法做出计量。烘烤器启动采用人工火把点火,对现场工人产生不安全因素。套管烘烤器采用风机送风方式,无法调节助燃空气,容易造成燃气燃烧不完全,燃气燃烧效率不高。
蓄热式烘烤器采用蓄热体回收排放烟气中的余热,用以加热助燃空气和燃气,达到一定的节能效果。烘烤器采用风机固定送风方式,烘烤器燃烧效率不高,燃气空气燃烧配比不合理,燃烧不充分,造成能源浪费。结构复杂,维护量大,同时蓄热体容易堵塞,造成空气和燃气输送不顺畅,影响钢包烘烤效率。
4 特点介绍
4.1 工作原理及特点
(1)工作原理
燃气射流型钢包烘烤器针对不同的燃气种类主要分为两种形式:一种是高炉、转炉煤气所使用的低热值型烘烤器,当燃气通过烧嘴内部的锥形体时,由于管道的横截面积突然减小,气体流速加快,根据伯努利方程:

可知,在锥形体处,气体的重力势能不变,由于气体流速加快动能增大从而压力变小产生真空,空气在大气压强的作用下通过预热型包盖上的开孔进入到烧嘴中,完成自吸风。
锥形体通过螺杆与上端手轮连接,可通过转动手轮调节锥形体在烧嘴中的上下位置来改变气体的流速,进而改变吸入风量的大小。
另一种形式为焦炉煤气、天然气以及含焦炉煤气混合气体的高热值型烘烤器,由于此种燃气热值较高,可燃成分含量较大,自吸风的风量无法满足其充分燃烧的需求,因此需要加配鼓风机进行助燃。
(2)工作特点
燃气射流型钢包烘烤器的高效烧嘴经过特殊设计,根据不同的燃气及热值设计锥形体角度,改变射流效果,其特点为:
1)燃烧效率高:燃气和助燃空气经过射流装置后以一定角度向下形成环形气幕,接触到烧嘴内壁后形成涡流将燃气与空气充分混合,提高火焰温度和燃烧效率。
2)具有余热回收功能:利用烘烤余热对助燃空气进行预热,提高能源利用率;预热后的空气与煤气混合后燃烧,火焰温度更高,燃烧效果更好。
3)火焰刚性强:采用内燃式烧嘴,通过助燃风及燃气管道的压力和燃烧时气体受热产生的膨胀力将火焰高速喷射出烧嘴,火焰可直达包底,钢包受热均匀,钢包上下部温差小。
4)维护量小:包盖、烧嘴、换热器等采用优质耐高温材料,无易损件,可保证两年内免维护。
5)节能效果明显:采用了预混、余热回收等节能单元,火焰温度高,提高了能源的利用率;火焰直达包底,减少包内温差,提升了烘烤效率。
4.2 结构特点
燃气射流型烘烤器主要是由空气预热器、燃烧器和包盖三部分共同组成,结构如图1所示。燃烧器引进燃气,空气预热器利用烘烤余热加热助燃气体,通过射流装置将燃气和助燃气体混合后开始燃烧,由于设计上是采用以燃气为主配比空气的原理,燃烧效率得到了有效的提高,燃烧冲击力强,可直达钢包包底。
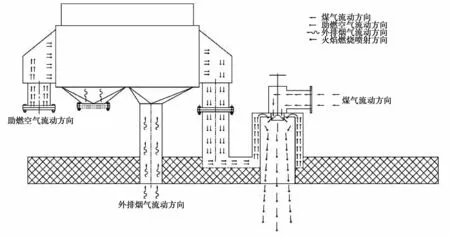
图1 燃气射流型烘烤器结构图
烘烤器外沿区域温度高,助然空气经过包盖预热再进入烧嘴,提高火焰温度。
射流式烧嘴的内燃式结构,燃气在燃烧管内燃烧受热膨胀,提高火焰速度,增强火焰强度,保证包内受热均匀。
采用单预热结构形式,利用空气预热器抽取烘烤废气和余热加热空气,回收散失热量,提高热效率。同时冷却包盖温度,延长包盖使用寿命。
4.3 燃气调节
燃气射流型烘烤器的燃气调节可分为手动调节和自动调节两种。
1)手动调节通过手轮、调径操纵杆来控制燃气的用量(通过手动操作阀门来实现手动调整)。
2)自动调节则是通过控制系统来控制燃气、空气的用量,一方面能实现最佳的空燃比,同时又能减少燃气的流量,既能够调节钢包烘烤温度,又达到了节约燃气的目的。
控制系统及参数设置画面如图2、图3所示。

图2 控制系统画面
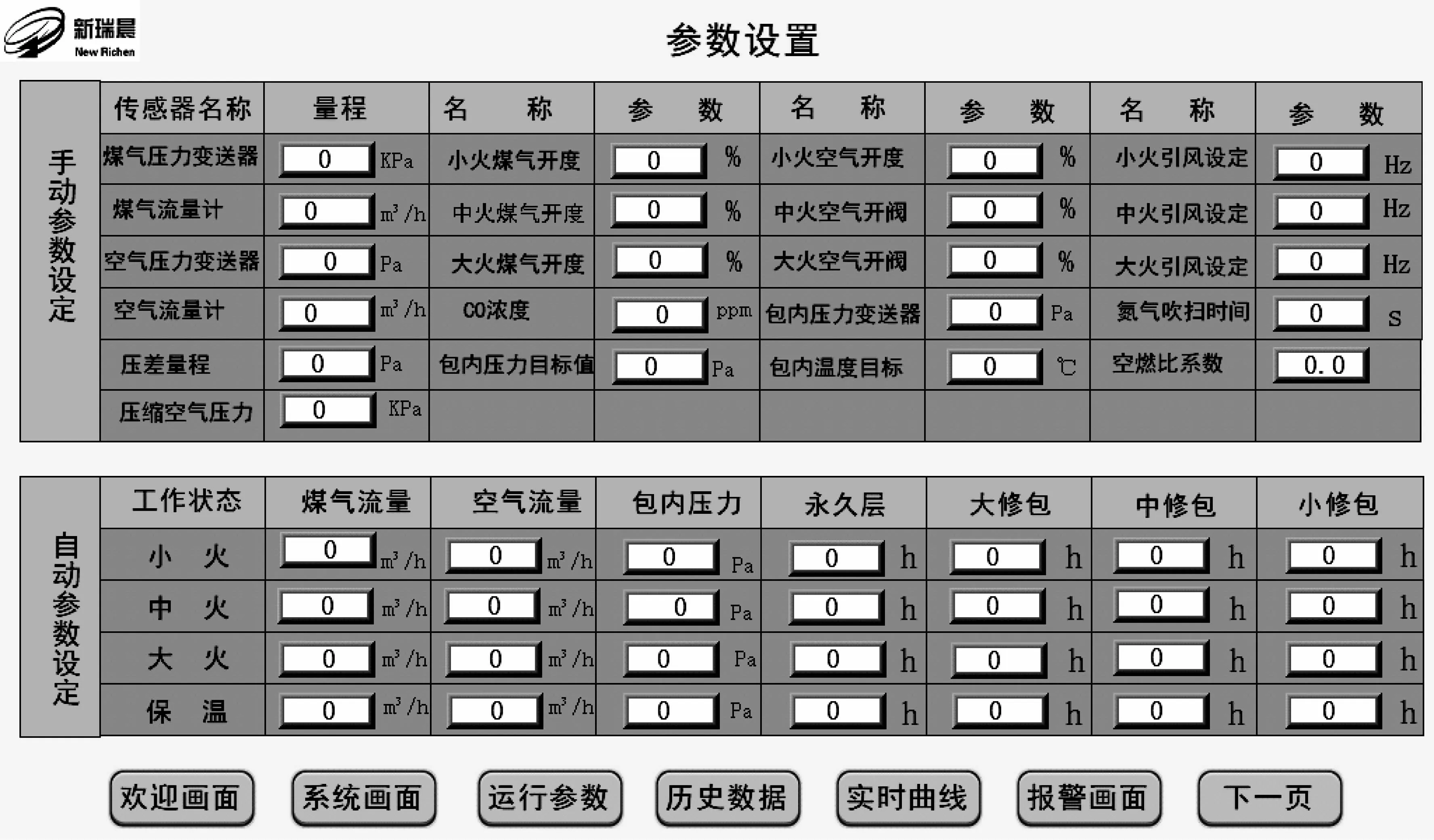
图3 参数设置画面
4.4 技术安全性
传统设备在使用煤气尤其是中低热值的煤气时经常出现点火困难,管道压力波动时就容易脱火、熄灭,这样就很容易出现因火焰熄灭致使工人煤气中毒的情况,对钢厂的日常生产是一个很大的安全隐患。
采用的是内燃式煤气专用烧嘴,助燃气体在燃烧管穿过煤气内形成的一层气幕,这样就使得空气和煤气在燃烧管内就充分混合并达到最佳配比。根据煤气流量自动配风,当煤气流量发生变化时,它所带进去的风量也随之发生变化,不会发生脱火现象。
在采用先进安全高效烧嘴的基础上,配备完善的控制系统,运行参数与报警参数画面如图4所示。可实现以下功能:
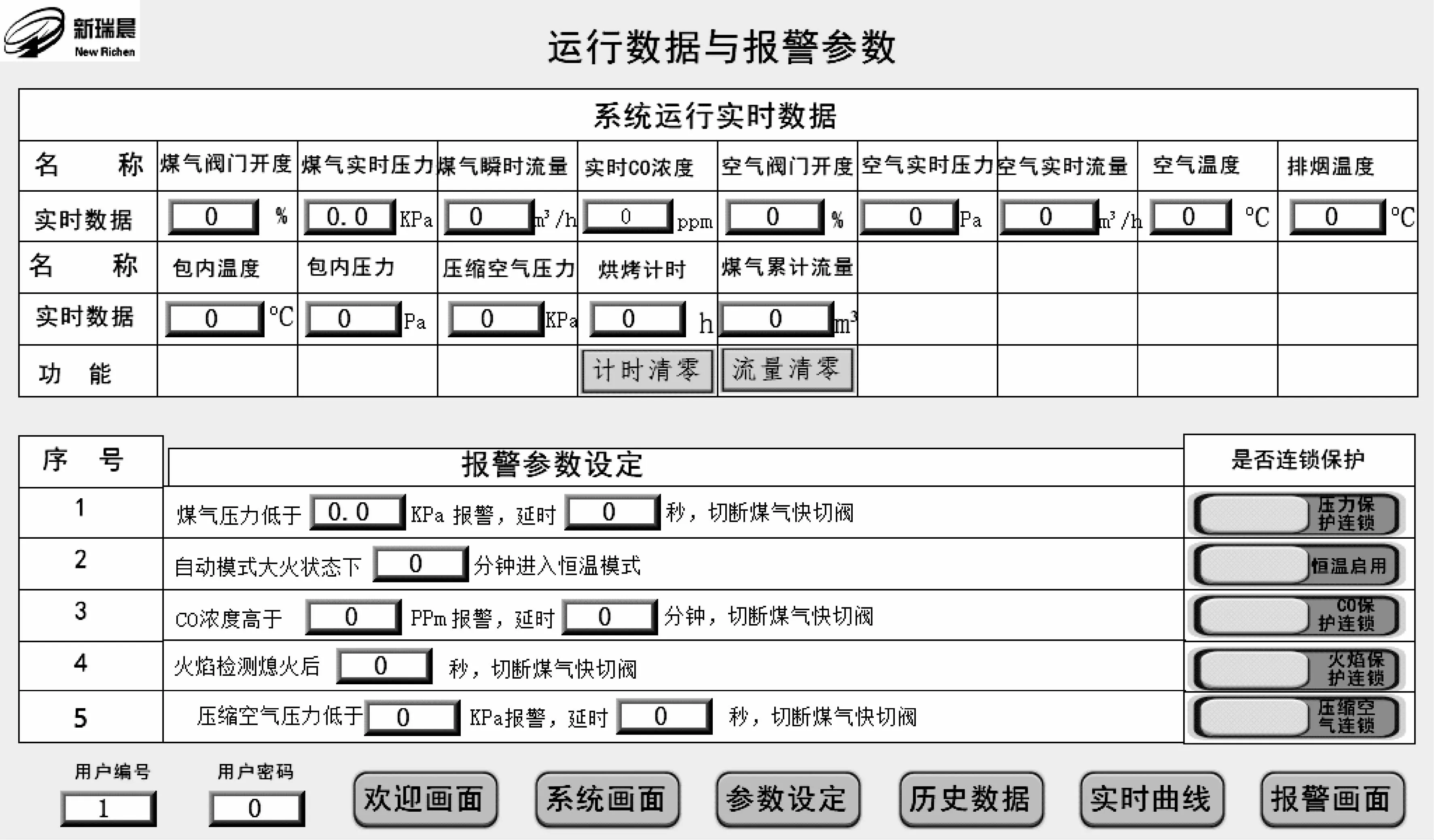
图4 运行参数与报警参数画面
1)低压报警连锁:当煤气压力低于1.5kPa(压力可调),系统联动发出声光报警同时切断煤气快切阀,防止管线回火,造成安全生产事故。
2)煤气浓度检测连锁:当煤气浓度达到设定值并持续一段时间(时间可调),系统联动发出声光报警并切断煤气快切阀,防止煤气泄漏,确保人身安全。
3)氮气吹扫系统:烘烤器点火之前,氮气自动吹扫一段时间(时间可设),排尽烧嘴内的燃气,烘烤器停用后,氮气自动吹扫一段时间,排尽烧嘴内的燃气,保证设备的安全。
4)火焰检测保护功能:检测到火焰熄灭后,系统自动报警;报警一段时间后,无人处理,系统自动切断。
5)自动点火功能:当煤气压力正常,火焰突然中断时,系统优先进行自动点火。若点火成功,则烘烤程序继续运行;若点火失败,系统自动报警并切断煤气供应。
4.5 包内温度监控系统
通过选择特定的波长,能克服火焰和热气体干扰,直接准确测量钢包内壁耐火材料温度,以钢包温度准确测量为基础,根据烘烤曲线,实现自动烘烤,当包内温度达到设定值,系统输出信号减小煤气调节阀开度,自动进入保温状态,保证出包温度一致,为浇钢提供温度一致的钢包,能够提高产品质量且节约煤气用量。此外,还可根据客户需求增加上位机系统,方便操作人员实时了解钢包烘烤状态。
5 效果
通过对钢包烘烤器原有烟气、燃气、助燃空气管路的利旧改造,新增自动控制系统,优化长明火烧嘴火焰检测装置等措施的实施,实现了钢包的全自动化烘烤,使得钢包烘烤器实现了一代向二代燃烧系统的改造升级,钢包烘烤的炉衬温度较原来平均提升了100℃,极大的改善了钢包内衬稳定的稳定性,钢包包盖的使用寿命由原来的半年提高到2年以上。
通过改变钢包烘烤器燃气射流,新制作钢包盖,新增设红外测温装置,取消换向阀及蓄热体等措施,使得烘烤器火焰直达钢包底部,即降低了设备运行及维护成本,又增加了燃气的利用率。钢包烘烤器改造后,节气率达到30%以上,为公司降本增效工作筑牢了根基,节能改造前后能耗情见表1、表2。
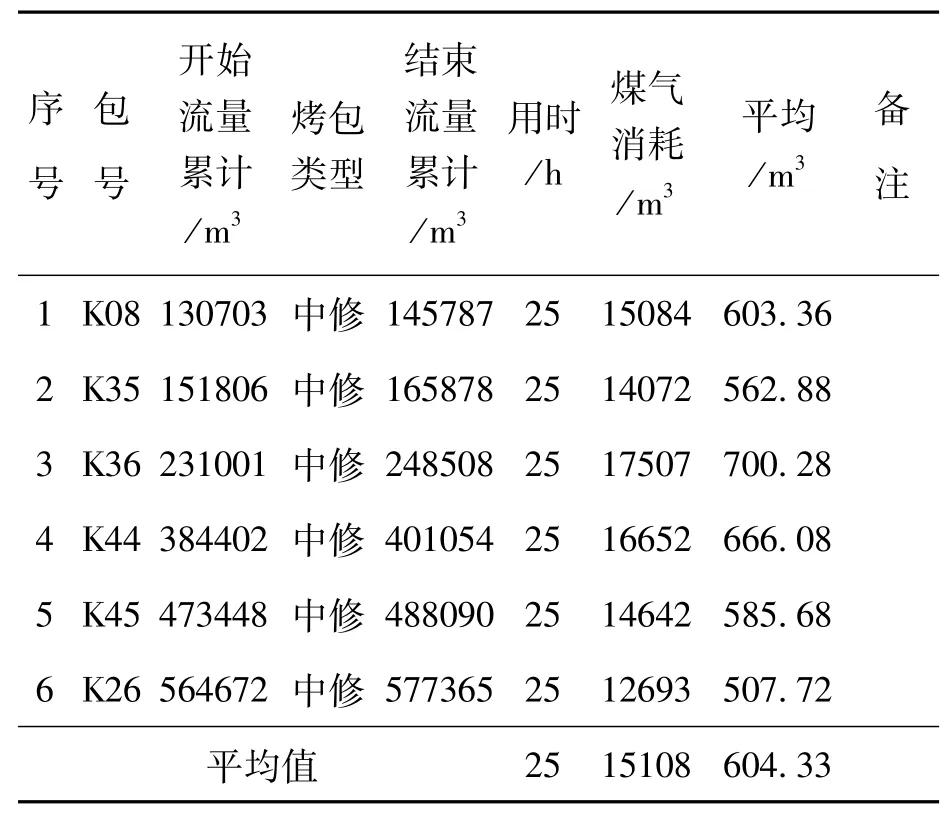
表1 烘烤器节能改造前能耗情况
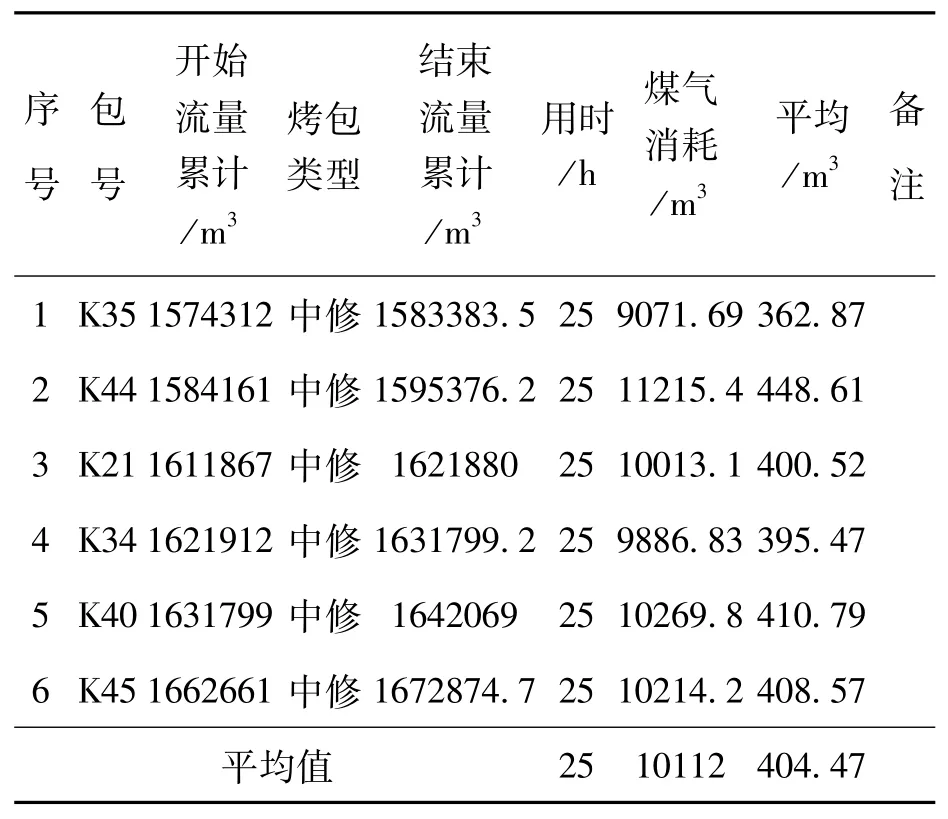
表2 烘烤器节能改造后能耗情况
6 结语
燃气射流式烘烤器的改造能够回收更多的烟气余热,能源利用率高、燃烧效率高、火焰刚性强,在提升烘烤效果的同时能够实现煤气消耗的节约,为高效化稳定生产提供了可靠保障,对于相关单位有一定的借鉴意义。
