深水海底管道手镯式阳极的安装工艺优化
2022-01-10鲁振兴王志业王旭东高指林崔成杨
鲁振兴,王志业,王旭东,高指林,崔成杨
海洋石油工程股份有限公司,天津 300452
近年来的勘探研究表明,海底尤其是深海海底埋藏着十分丰富的石油和天然气资源,海洋已成为我国油气开发的重要接替区[1]。例如在我国南海,石油储量约有230×108~300×108t,天然气338×1012m3,其中70%在深水[2]。加大海洋油气资源尤其是深水油气资源的开发力度刻不容缓。
海底管道是进行海洋油气资源开发的重要工程设施[3],由于钢材在海洋环境中腐蚀严重,海底油气管道一旦发生腐蚀泄漏将带来严重的环境问题和巨额的经济损失,因此海底管道的防腐蚀非常重要。考虑到海底管道防腐蚀的重要性,以及海底管道铺设和维护的高技术、高投入、高风险特点,海底管道一般采用外涂层和阴极保护相结合的方式进行防腐蚀[4]。牺牲阳极是海底管道常用的阴极保护手段,是对海底管道涂层保护的必要补充,安装在海底管道上的手镯式阳极可以对海底管道提供长期、有效的保护。
同浅水海底管道一样,深水海底管道的手镯式阳极一般也在铺管船作业线内安装,然后沿着托管架或其他装置随海底管道一起入水。深水海底管道铺设过程中,施工技术风险较大、作业船舶费用高昂,对深水海底管道铺设的各作业环节以及手镯式阳极的质量和效率提出了更高要求。本文分析了传统手镯式阳极安装工艺应用于深水海底管道铺设时存在的不足,对手镯式阳极的安装形式进行了优化,给出了一种适用于深水海底管道铺设的新型手镯式阳极安装工艺。
1 传统手镯式阳极安装工艺
1.1 安装形式与工艺
根据手镯式阳极半瓦在海底管道上固定方式和电连接方式的不同,传统手镯式阳极安装工艺一般分为以下两种。
(1)焊接式安装形式,如图1所示:手镯式阳极的阳极芯沿海底管道的轴向伸出,阳极芯与海底管道直接焊接,从而使阳极半瓦固定在管体上并与之实现电连接。其安装工艺见表1。
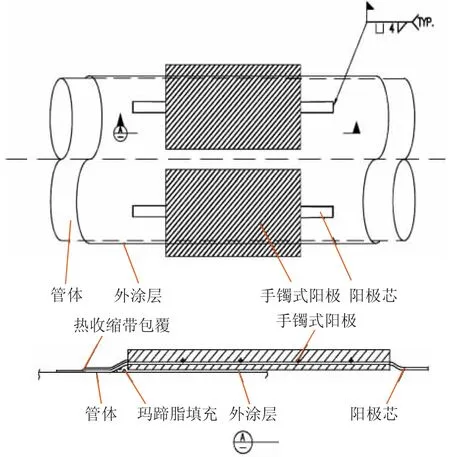
图1 传统手镯式阳极焊接式安装形式

表1 传统手镯式阳极焊接式安装工艺
(2)导线式安装形式,如图2所示:手镯式阳极的阳极芯扁钢沿海底管道环向伸出,阳极芯扁钢相互焊接使阳极半瓦在管道上抱紧固定,然后通过导线实现阳极与海底管道的电连接。该安装工艺如表2所示。
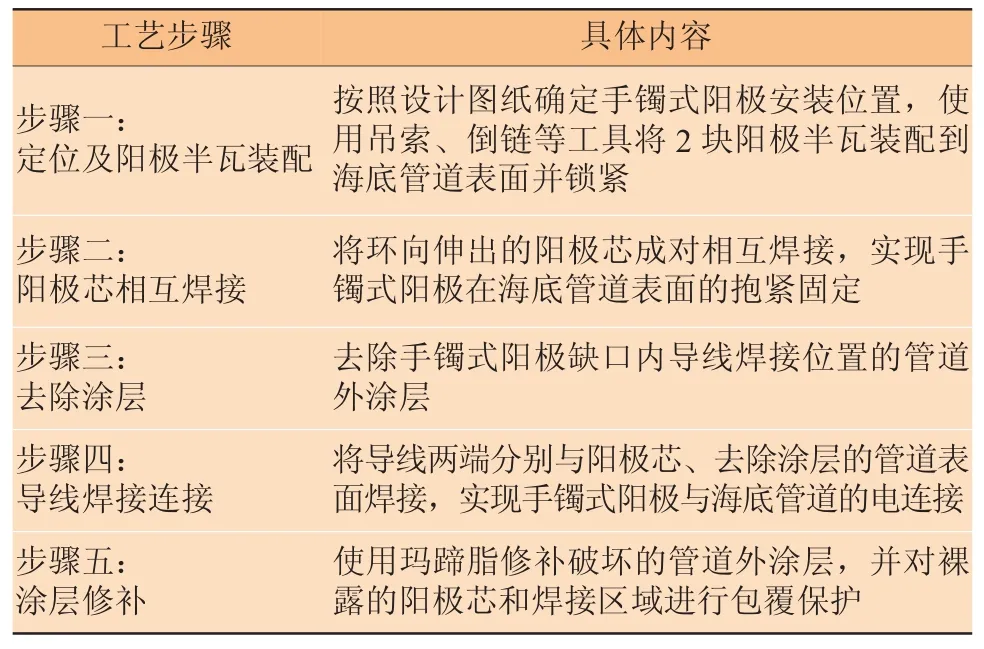
表2 传统手镯式阳极导线式安装工艺
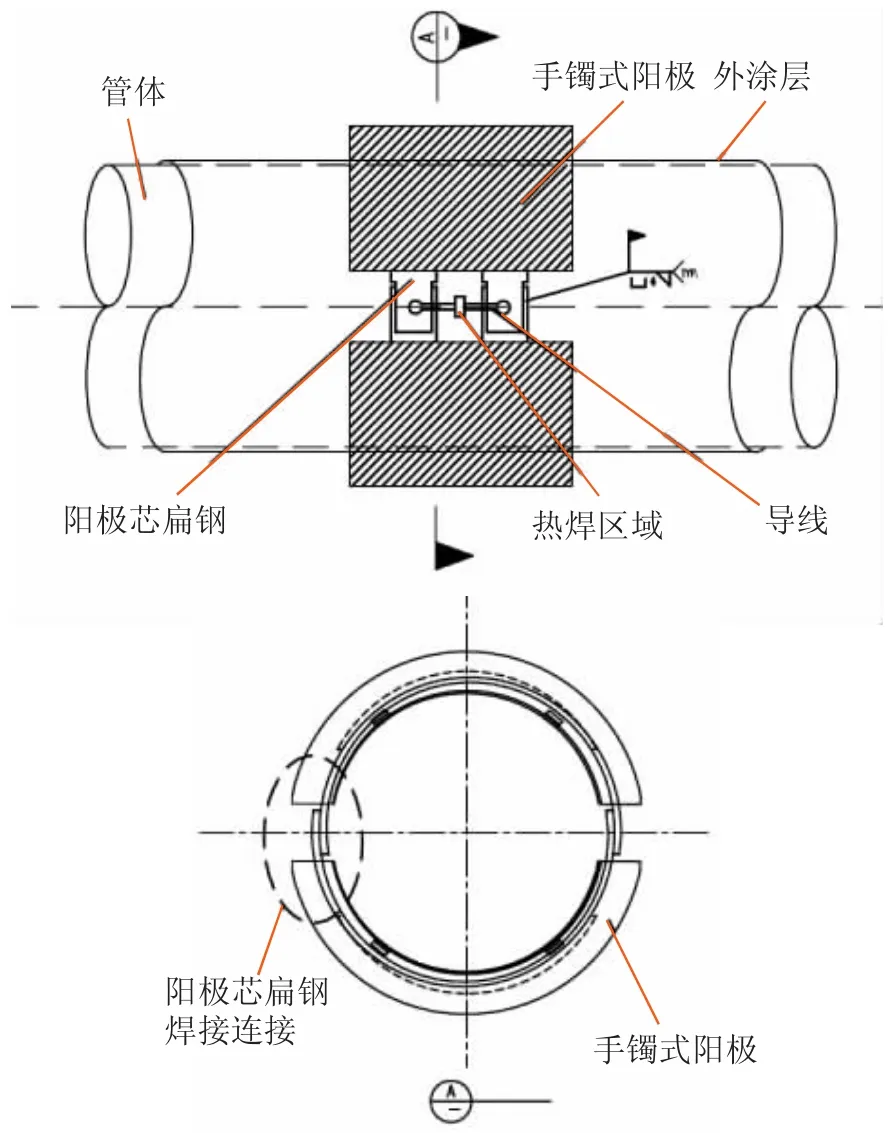
图2 传统手镯式阳极导线式安装形式
1.2 安装工艺的不足
深水海底管道铺设时,船舶费用高、施工风险大,对手镯式阳极安装的质量、效率提出了更高要求;另外,深水海底管道铺设张力高于浅水,手镯式阳极通过托管架或其他装置下水时所受的摩擦阻力更大,容易发生滑脱。针对深水海底管道铺设中对手镯式阳极安装的要求,传统手镯式阳极的焊接式和导线式安装工艺都存在一些不足,具体分析见表3。
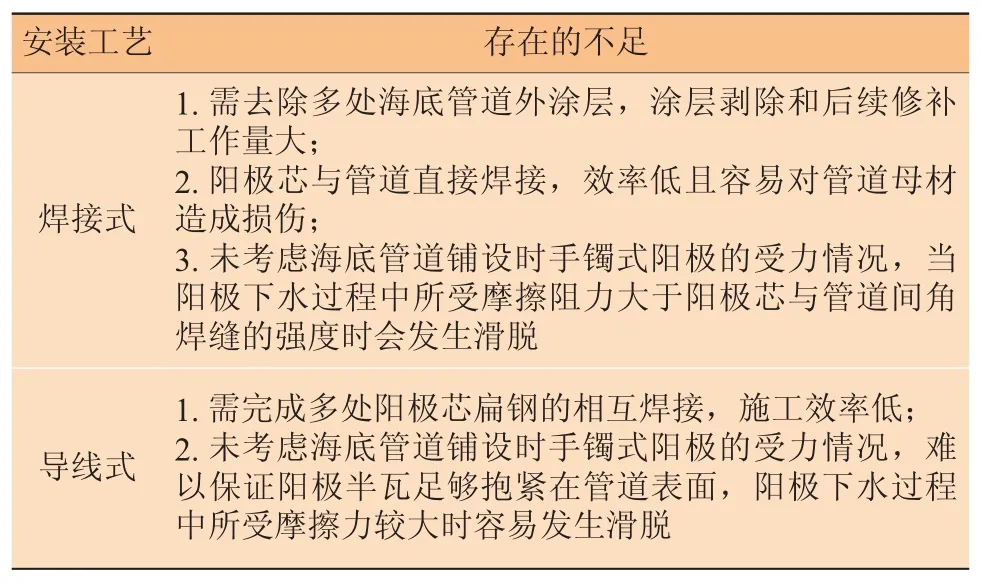
表3 传统手镯式阳极安装工艺的不足
从表3可以看出,传统的手镯式阳极安装工艺均存在施工效率低的问题,而且均未考虑海底管道铺设时阳极下水过程中的受力情况,存在阳极滑脱失效的风险,不满足深水海底管道铺设的要求。在某深水海底管道铺设项目中,就曾出现过手镯式阳极通过托管架下水时发生脱落的情况。
2 优化后的手镯式阳极安装工艺
2.1 手镯式阳极安装形式的适应性优化
为适应深水海底管道铺设对手镯式阳极安装高效率、高质量的要求,本文对用于深水海底管道的手镯式阳极的阳极芯结构形式、安装形式等进行了一些适应性优化:
(1)为克服传统工艺中阳极芯手工焊接效率低、涂层剥除和修补工作量大的问题,采用“环向扁钢+螺栓系统”代替阳极芯与海底管道之间的焊接固定。具体为:在手镯式阳极沿海底管道轴向伸出的阳极芯扁钢上增加焊接环向扁钢,并附带螺栓系统;成对的手镯式阳极在海底管道表面抱紧后,不是通过阳极芯与海底管道焊接固定,也不是通过阳极芯之间相互焊接固定,而是通过环向扁钢附带的螺栓系统提供的扭矩压力将阳极在海底管道表面抱紧固定。
(2) 为防止手镯式阳极在下水过程中发生滑脱,利用计算机模拟分析海底管道铺设时阳极下水过程所受的最大摩擦阻力,计算出螺栓系统的扭矩,确保手镯式阳极下水过程中在极限受力情况下不出现滑脱。其中螺栓的扭矩可以按照式(1)计算[5]:

式中:T为螺栓扭矩,K为拧紧力矩系数,F为预紧力,d为螺纹公称直径。
单个螺栓最小预紧力F可按照式(2) 简化计算,同时不应超过螺栓的许用预紧力。

式中:Fmax为阳极所受的最大摩擦阻力,n为螺栓数量,μ为摩擦系数。
(3)根据螺栓扭矩及预紧力要求,选用合适的防松脱螺栓,并在海底管道涂层与阳极之间增加防滑橡胶片,进一步增强阳极和涂层之间的摩擦力。
(4) 将手镯式阳极边缘由直角改为45°斜角,以减少阳极下水时的摩擦阻力。
(5)采用铜钎焊技术安装导线,实现手镯式阳极与海底管道之间的电连接。
(6)采用快干型双组分无溶剂涂料修复导线铜钎焊窗口区域,以确保阳极安装后海底管道能迅速下水。
优化后的海底管道手镯式阳极安装形式见图3。
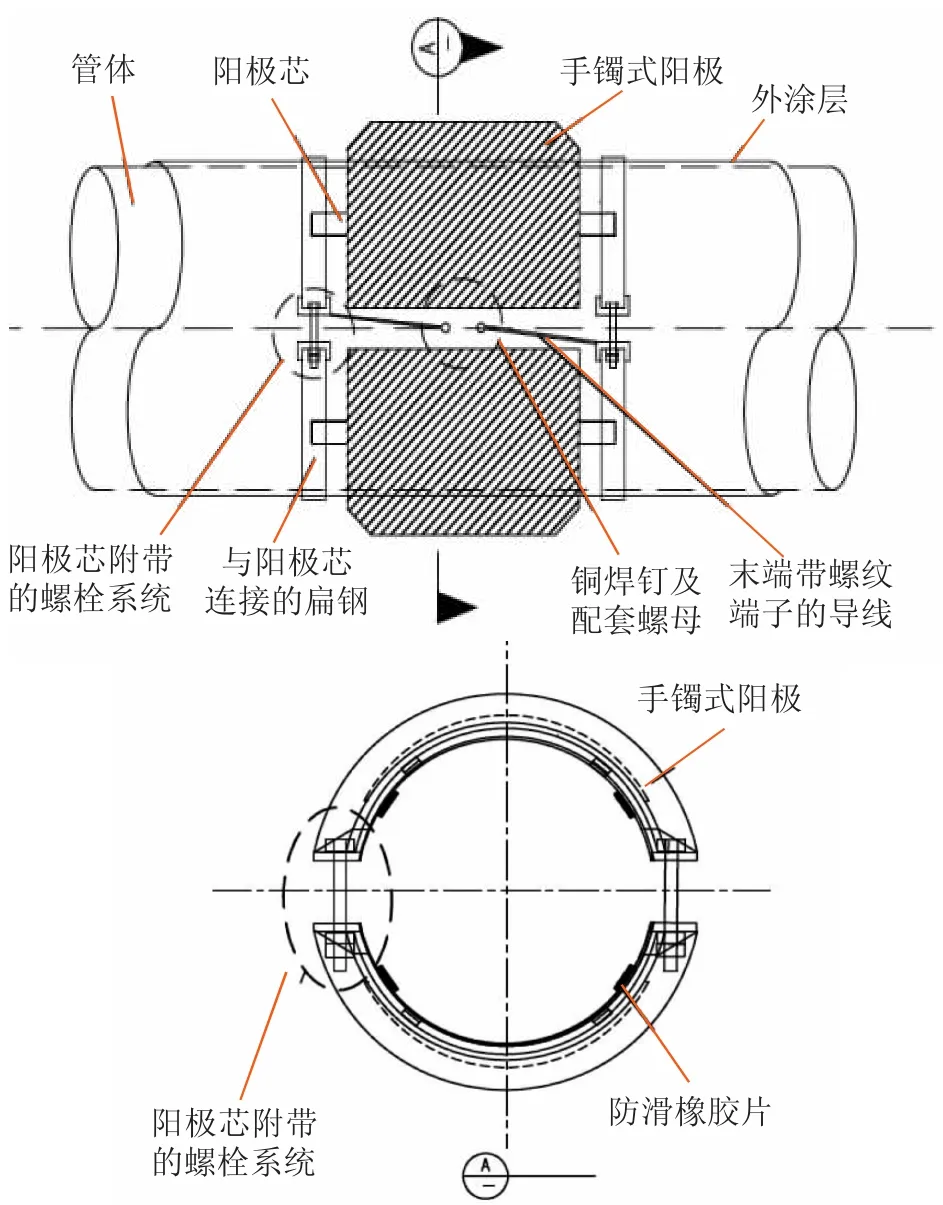
图3 优化后的手镯式阳极安装形式
2.2 优化后的手镯式阳极安装工艺
通过对深水海底管道手镯式阳极的阳极芯结构形式、安装形式的优化,本文给出了优化后的深水海底管道手镯式阳极安装工艺[6],具体见表4。
上述优化后的深水海底管道手镯式阳极安装工艺避免了阳极芯与海底管道之间及阳极芯之间的焊接工作,大幅减少了管道涂层的剥除面积,通过预先的计算分析,规避了阳极下水过程中滑脱失效的风险。同时,安装工艺的前3个步骤均可在手镯式阳极安装前完成,铺管作业线上仅需进行阳极半瓦装配、螺栓系统紧固和导线连接工作。
上述深水海底管道手镯式阳极安装形式和工艺已应用于南海区域某深水项目,经过该项目验证,优化后的工艺有效克服了传统手镯式阳极安装工艺的不足,能够满足深水海底管道铺设的高质量、高效率要求。
3 结束语
深水海底管道铺设对手镯式阳极安装的质量和效率提出了较高的要求。本文分析了传统手镯式阳极安装工艺应用于深水海底管道铺设时,存在的安装效率低、阳极存在滑脱风险等问题。在此基础上,结合深水海底管道铺设的质量、效率要求,对手镯式阳极安装形式进行了适应性优化,包括使用“环向扁钢+螺栓系统”代替阳极芯与海底管道之间的焊接固定,运用计算机模拟分析了极限受力工况下螺栓扭矩,采用铜钎焊技术和快干型修补涂料等进行焊接和修补,并给出了优化后的手镯式阳极安装工艺。经过深水海底管道铺设项目验证,优化后的工艺能够满足深水海底管道铺设中对手镯式阳极安装的高质量、高效率要求。