湿法纺腈纶纤维致密化过程中的力学性能
2022-01-10张昭环贠凯迪王业宝刘玉月茹燕平
张昭环,贠凯迪,王业宝,刘玉月,茹燕平
(西安工程大学 纺织科学与工程学院,陕西 西安 710048)
0 引 言
腈纶作为常规服用纤维“六大纶”中的第三大品种,不仅在服用市场具有重要地位,也是制备高性能碳纤维的重要前驱体纤维。由于聚丙烯腈并不具备真正意义上的熔点,目前腈纶纤维的生产还是采用溶液纺丝方式。根据凝固条件的不同,有湿法纺丝和干法纺丝,以及专用于碳纤维前驱体的干喷湿纺。其中,湿法纺丝是腈纶纤维的主要生产方法。致密化是腈纶湿法纺丝中所特有的过程,前接纺丝拉伸,后接处理工序,起着承上启下的作用。致密化的目的是消除凝固浴中腈纶初生纤维内部形成的大量微孔,使纤维结构变得致密而均匀。对于碳纤维而言,致密化不充分,微孔将在碳化过程中残留,拉伸时造成的应力集中将严重影响碳纤维的强度和强度均匀性;对于服用纤维而言,虽然力学性能的要求并不像碳纤维那样苛刻,但是微孔过多也将严重影响力学、光学以及染色性能。HOU等认为,孔洞的形成源于腈纶初生纤维在凝固过程中的双扩散,并研究了DMF/H2O为凝固浴时影响扩散系数的诸多因素[1]。ARBAB等的研究表明,提高纺丝液中聚合物的浓度可以有效降低孔隙率[2]。TAKAHASHI等发现,水性凝固浴中长丝的微孔含量在许多情况下明显大于在非水凝固浴中的微孔含量,降低凝固浴温度和增加长丝拉伸倍数都容易产生更小的微孔[3]。TAKEDA等研究了致密化温度和松弛度对腈纶力学性能的影响,发现在松弛状态下干燥,纤维的拉伸强度变化不大,但拉伸伸长率和打结强度增加,纤维微观结构的均匀性通过高温干燥得到提高[4]。SOTTON等发现,湿法纺丝腈纶的多孔部分由径向路径组成。在干热处理过程中,纤维有塌陷的趋势,同时空隙尺寸减小,水分子使纤维分子在有序区域产生扭曲和结构重排,消除了最初的多孔性,但留下许多位于纤维外围的微细微孔[5]。TANG等采用小角和超小角X射线衍射,定量研究了湿法纺丝腈纶纤维中的微孔尺寸、分布等数据[6]。已有的研究表明,通过致密化过程的热处理可以有效减少湿法纺丝腈纶纤维中的微孔,并伴随着纤维的收缩,但对于不同收缩率下的纤维力学性能变化研究较少。本文通过硫氰酸钠法纺丝制腈纶纤维,研究了致密化过程中温度、时间、收缩率等因素对纤维力学性能的影响。
1 实 验
1.1 材料
硫氰酸钠(NaSCN,工业纯,燎原化工厂生产);腈纶纤维(杭州湾腈纶有限公司生产)。
1.2 仪器与设备
Instron 5565型强力仪(英国Instron公司);JSM-6700F型扫描电子显微镜(日本JEOL公司);SCY-III声速取向仪(上海东华凯利化纤高科技有限公司)。电子天平、密度梯度管、标准密度玻璃小球、电热鼓风干燥箱、小型湿法纺丝设备(自制)。
1.3 样品制备
将适量腈纶溶解在51%的NaSCN水溶液中,制成质量分数为13.5%的腈纶纺丝液。纺丝实验在自行设计的小型湿法纺丝生产线上进行,设备结构如图1所示。图1中,1—溶解釜;2—烛形过滤器;3—中间釜;4—纺丝釜;5—计量泵;6—喷丝头;7—凝固浴水槽;8—预热浴水槽;9—水洗浴水槽;10—拉伸浴水槽;11—上油;12—干燥;13—卷绕。

图 1 湿法纺丝设备结构
将纺丝液倒入溶解釜,加温并搅拌,使纺丝液溶解良好;加压经过2道过滤,泵入纺丝釜,开真空泵抽真空脱泡。开动制冷并打开凝固浴水泵,使凝固浴保持一定水量的循环;待凝固浴温度降到设定的温度,将脱好泡的纺丝液加压经计量泵从喷丝头挤出;依次经过凝固浴、预热浴、水洗浴、拉伸浴、然后卷绕到筒子上。
调节拉伸浴导辊转速,改变拉伸浴导辊与第一导辊的转速比,从而改变纤维的拉伸倍数,获得不同拉伸倍数的纤维。
1.4 测试
1.4.1 纤维力学性能 测试前将试样放置在温度20 ℃,相对湿度65%的标准大气条件下平衡24 h。在标准大气条件下,采用Instron 5565型强力仪测试力学性能。测试采用定速拉伸法,拉伸速度10 mm/min,夹口距离10 mm,施加0.1 cN/dtex预加张力。测试结果取30次平均值。
1.4.2 声速取向度 声速法是通过对声波在材料中传播速率的测定来计算材料的取向度和模量。对于已经获得取向的纤维,由于声波在其中传播引起分子振动,可以分成沿分子链方向和垂直于分子链方向2部分,两者的速度比是大分子链轴向的统计平均方向和声波传递方向夹角α的函数。取向因子f可以表示为
(1)
式中:Ciso为各向同性纤维沿纤维轴向的声速,km·s-1,对于腈纶Ciso=2.10 km·s-1;C为试样沿纤维轴向的声速,km·s-1。
1.4.3 纤维密度 采用密度梯度管法测试。密度梯度管法是将密度不同却能互相混溶的2种液体配制成一系列等差密度的混合液,按先轻后重的次序依次加入直径均匀的立管中,经扩散后形成由上而下递增的线性密度分布。管中液体密度与高度间的关系用标准密度小球标定:以小球密度对其在液柱中的高度作图,得到标准曲线。将被测纤维打结成小球脱泡后投入密度梯度管内,当纤维小球在液柱中静止时,将此时的高度代入标准曲线,就可得到纤维的密度。
根据待测试样的密度估计值,确定密度梯度液的上限和下限,再定出上下限间一系列等间距密度。用密度较小的二甲苯和密度较大的四氯化碳混合配制,配成指定密度的混合液所需溶剂量。混合液密度的计算式为
(2)
式中:ρ0为混合液的密度,g·cm-3;V0为所需配制的混合液的体积,mL;ρ1为四氯化碳的密度,1.596 g·cm-3;ρ2为二甲苯的密度,0.840 g·cm-3;V1为四氯化碳的体积,mL;V0-V1为二甲苯的体积,mL。配制20份不同密度的混合密度液,见表1。
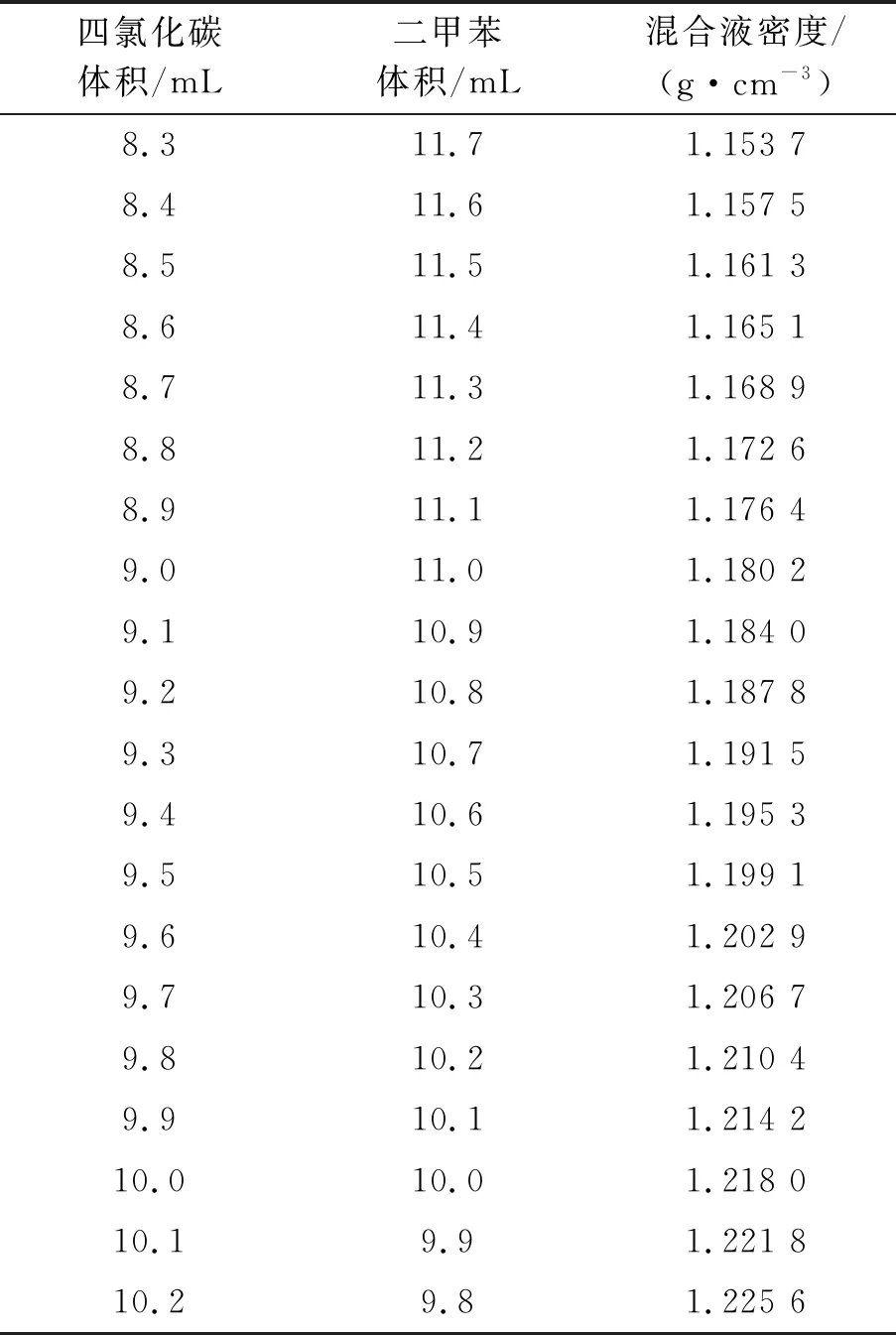
表 1 密度梯度液配制表
在密度梯度管中插入一根比密度梯度管略长的长颈漏斗,漏斗的出液一端深入梯度管底部;然后,按由轻到重的顺序依次将20份混合液通过导管加入到密度梯度管的底部。全部加入后,将6粒符合测量范围的标准密度小球投入管中;静置24 h后,读取各小球高度;再由小球密度对高度作图,即得标定曲线,如图2所示。

图 2 密度梯度液标定曲线
经过拟合,可以得到密度y对高度x的线性方程,即
y=2.539 6×10-4x+1.145 2
(3)
相关系数为0.999 75,表明配置的密度梯度液具有很好的线性性能。
将纤维样品打结系成直径约为2 mm的小球,浸入小玻璃管内的二甲苯中;用电动离心机以6 000 r/min的转速脱泡10 min后,将纤维小球放入密度梯度液;位置稳定后读出纤维小球所在的高度,代入式(3),即可计算出各纤维的密度。
1.4.4 扫描电镜观察 将纤维用液氮冷却后拉断,将断口朝上粘在载物台上,喷金后在扫描电镜下观察断口形貌。
2 结果与讨论
2.1 致密化温度对纤维力学性能的影响
致密化的机理在于当含有水分的纤维在一定温度下进行处理时,由于水分逐渐蒸发并从微孔移出,在微孔中产生一定的负压,即毛细管压力;又在适当温度下,大分子链段在压力下能够比较自由地运动而引起热收缩,使微孔半径相应地发生收缩,原纤之间的距离越来越近,导致分子间作用力急剧上升,最后达到微孔融合[7-8]。致密化温度通常选在分子玻璃化转变温度以上。高于这一温度,链段容易运动,从而促使大分子重排。湿态下腈纶纤维的玻璃化温度为80 ℃[9],由此,在80、90、100、105、110、120、130、140、150、160 ℃下,在电热鼓风干燥箱中,对8倍拉伸浴拉伸的初纺纤维进行松弛状态下致密化处理,时间均为180 s。观察致密化后纤维状态,结果如表2所示。

表 2 不同温度下纤维致密化状态
从表2可以看出,当温度低于110 ℃时,纤维泛白失透。原因是纤维中孔洞的折射作用,使纤维外观泛白,不透亮,表明纤维中的孔洞没有很好地闭合[10]。致密化温度较低时,大分子运动减缓,纤维中水分蒸发较慢,孔洞内毛细管压力不足,使孔洞闭合不全,难以达到良好的致密化效果。超过110 ℃的温度,纤维都可致密化,表明毛细管压力足以闭合微孔;但在130 ℃以上,纤维有泛黄现象,表明高温对腈纶有所损伤。
因110 ℃以下纤维未能致密化,所以不测试其力学性能。测试110 ℃以上致密化纤维的力学性能,结果如图3所示。

图 3 不同致密化温度纤维的力学性能
从图3可以看出,随着温度的升高,纤维的断裂比强度和断裂伸长率都在逐步下降。原因是在高温处理时,大分子结晶趋势加强,促使纤维结晶尺寸变大,晶界面变大,抗拉伸强度降低[11];另一方面,较高的温度下,纤维表面水分蒸发过快,在纤维表面产生一层过干的硬皮层,阻碍纤维内层水分向外扩散,使内外干燥速度不一致,造成结构上的差异[12],导致断裂伸长率下降;同时,高温对纤维大分子的破坏也会造成纤维脆化,从而降低伸长率。因此,综合分析以上结果,腈纶纤维合适的致密化温度取为110 ℃。
2.2 致密化时间对纤维力学性能的影响
分别取20 cm长的8倍拉伸的初纺纤维,在110 ℃条件下进行松弛致密化,致密化时间分别定为50、80、110、140、170、180 s,按公式(4)测试致密化后纤维回缩率(H),结果如表3所示。

表 3 不同致密化时间纤维的回缩率
(4)
式中:lq、lh分别为纤维致密化前、后长度。
由表3可以看出,纤维在致密化80 s后长度就趋于稳定,不再回缩,表明致密化也趋于稳定。不同致密化时间的纤维力学性能如图4所示。
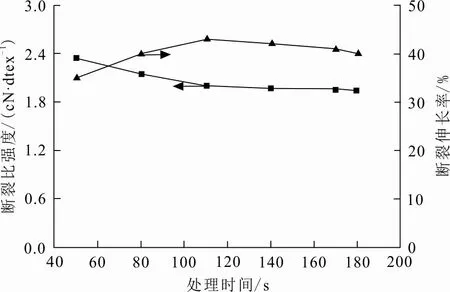
图 4 不同致密化时间纤维的力学性能
图4表明,随着致密化时间的增加,纤维的强度逐渐下降。原因是致密化过程中纤维大分子回缩解取向所致。同时,断裂伸长率呈现先增后减的现象,可以从致密化过程中纤维内部微孔逐渐闭合得到解释:由于微孔闭合,纤维拉伸时内部弱节减少,不致提前断裂,表现为断裂伸长率增加;致密化达到最大化后,继续进行热处理导致纤维内部结晶区晶粒尺寸逐步变大,脆性增加,断裂伸长率又会逐步下降。所以,在110 ℃下致密化使纤维回缩稳定即可。在后续的实验中处理时间定为90 s,不需要过长时间加热[13]。
2.3 致密化张力对纤维力学性能的影响
1) 紧张态下纤维干燥致密化。将初生纤维一端固定,另一端分别悬挂质量为0.5、1、2、3 g的砝码,然后在110 ℃条件下进行干燥致密化处理90 s。发现纤维泛白失透,难以致密化。
2) 纤维松弛状态下致密化。松驰致密化即在致密化时,不加张力,使之可以自由回缩。取不同拉伸倍数刚出拉伸浴的纤维束,在110 ℃松弛干燥致密化90 s,测试张纤维回缩率,结果如表4所示。

表 4 不同拉伸倍数纤维的回缩率
由表4可以看出:纤维在松弛致密化过程中,纤维的回缩率随着拉伸倍数的增加而逐渐减小。原因是拉伸倍数的增大,纤维大分子链的伸直平行度较好,纤维内的孔洞也被拉得比较细小,孔洞愈合时大分子链回缩运动较小,所以回缩率变小。
3) 纤维定回缩致密化。定回缩致密化即在致密化时,留给纤维一定的回缩空间,使之有一定的回缩率。取一木条,两端打孔将两支试管夹紧并插入孔中,量出两端夹口距离,记为l1(mm)。在某一回缩率下,致密化前两夹口之间的纤维束长度l2(mm)为
(5)
取8倍拉伸纤维,选取回缩率H为5%、10%、15%、18%、20%、22%、24%,并分别按式(5)计算l2。在纤维上量取l2,两端用记号笔做标记,使实际截取长度大于l2以供夹口夹持;然后将标记的l2部分夹在两夹口中,分别在110 ℃条件下干燥致密化90 s。为了表达的方便,下述各图中回缩率为0表示的是未经致密化处理的纤维。
按不同回缩率致密化处理后纤维的密度、声速取向因子如图5、6所示。
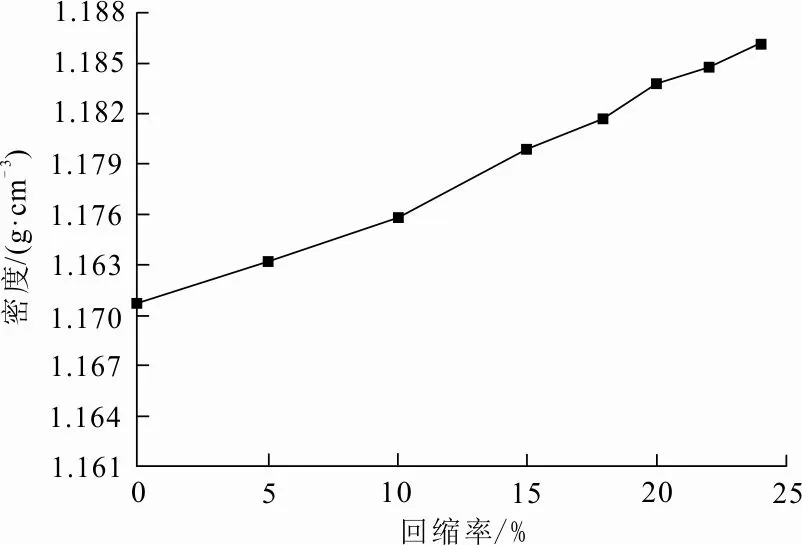
图 5 不同回缩率下致密化纤维的密度
由图5可以看出,随着纤维回缩率的增大,致密化后纤维的密度逐渐增大。由于密度梯度法测试过程中,密度梯度液并不能进到纤维内部的微孔中,因而测到的纤维密度是一种包含了内部孔洞的表观密度。密度越大,说明内部的孔洞越少[14]。因此,较大的致密化回缩率可以使纤维结构更加紧密。原因是在致密化过程中,较大的回缩率使链段有较大的回缩余地,去填补孔洞占有的空间;在回缩率较小的情况下,纤维回缩到一定程度后,纤维两端将处于绷紧状态,纤维大分子链的进一步运动将受到限制,纤维孔洞中水分蒸发时产生的负压小于纤维两端的张力,使大分子链不能继续自由回缩,剩余孔洞难以闭合,导致纤维密度减小。所以,较大的回缩率下纤维有较大的密度,纤维结构较紧密[15]。

图 6 不同回缩率下致密化纤维的声速取向因子
由图6可以看出,在纤维致密化过程中,随着大分子链的回缩,大分子逐步解取向,因而纤维的取向度不断降低。在致密化过程中控制纤维回缩率可以控制纤维大分子链的轴向回缩,限制其轴向自由运动;在纤维分子链热收缩到一定程度后,由于两端夹持而处于张紧状态,纤维大分子链仍可以保持一定的伸直度。回缩率越小,纤维大分子伸直度越好,其取向度越高。回缩率致密化后的纤维拉伸曲线如图7所示。其中,a、b、c、d、e、f、g分别代表回缩率为0、5%、10%、15%、18%、20%、22%。
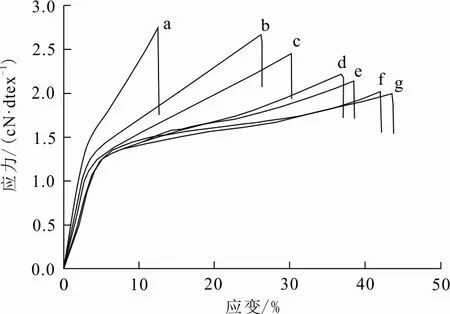
图 7 不同回缩率致密化后的纤维拉伸曲线
由图7可见,不同回缩率下致密化的纤维拉伸曲线形状差异较大。未经致密化处理的纤维断裂比强度最高,但是断裂伸长最短,其拉伸曲线呈现强而脆的特征。原因是纤维内部还存在大量未闭合的微孔,拉伸力作用下很容易导致应力集中而产生裂纹,迅速断裂。随着回缩率的增大,拉伸曲线逐渐向强而韧的形状发展:虽然断裂强度逐步下降,但是断裂伸长逐渐增大。随着回缩率的进一步增加,曲线形状变化不大,回缩率超过20%后,拉伸曲线的差异就相当小了。由于回缩造成的大分子解取向蜷缩,在拉伸力作用下表现出更大的应变;另一方面,由于大量孔洞闭合,应力集中点减少,在拉伸过程中,不会因应力集中而过早断裂[16]。纤维大分子在拉伸力的作用下可以相互滑移,在滑移到一定程度后,大分子之间可以建立新的横向连接,因而模量又会略有提高。可以从曲线过屈服点后,经过一段相对平缓的曲线段,后面又略有上翘得到证实。
纤维在致密化过程中,取较小的回缩率,虽可以得到断裂比强度较高的纤维,但纤维致密化效果不佳,密度和断裂伸长率都小。所以,在致密化过程应解决的主要矛盾应当是致密化效果:应该选择较大的回缩率,由此带来的强力和取向度损失,可以在后道工序中进行进一步的拉伸来弥补[17]。
2.4 致密化前后的纤维断口形貌
对拉伸倍数为8的纤维,在回缩率22%、温度110 ℃下致密化处理90 s,经液氮冷却脆断,在扫描电镜下观察致密化前后纤维断面的显微照片,见图8。

(a) 致密化前 (b) 致密化后
从图8可见,致密化前纤维断口上颗粒较为粗大。这些颗粒是纤维在凝固过程中沉淀下来的原纤束[18]被拉断形成的,颗粒之间可见大量微孔,皮层则结构致密。表明以原纤束构成的网络状结构之间并未建立广泛的横向连接,它们之间还存在着比较大的距离,亦说明未经致密化的纤维内部结构是不均匀的。从致密化后照片可见,纤维截面上微孔几乎消失不见,同时组织结构变得细密,断口上的颗粒缩小。说明在致密化过程中,微孔消失的同时,伴随着纤维的收缩,原纤之间由于距离缩短,从而连接融合,使结构变得细密[19],故在剪切力作用下有更为平滑的断口形貌。致密化前,溶胀的纤维内部存在着2种不同性质的水,即大分子链上的溶剂化水以及填充于微孔和低序区中的自由水。在致密化过程中,这2种水的去除都是不可逆的:在足够高的温度下,微孔中的自由水的脱除可导致微孔闭合;而低序区微纤间自由水和溶剂化水的脱除,会导致大分子间建立新的次价键,纤维序态结构得到加强。
3 结 论
1) 纤维的最佳致密化温度为110 ℃。低于此温度,纤维不能完全致密化;高于此温度,纤维的断裂比强度和断裂伸长率有所下降。
2) 纤维的最佳致密化时间约为90 s。
3) 随着致密化时纤维回缩率的增加,致密化后纤维的密度和断裂伸长率随之增加,表明选择较大的回缩率,纤维的致密化效果较好。但是,纤维的取向度和断裂比强度则随着致密化回缩率的增加而逐步降低。较大的回缩率带来的强力和取向度损失,可以在后道工序中进行二次拉伸来弥补。
4) 致密化后纤维的断面由粗糙变得细密,表明致密化过程使得纤维内部的不均匀得以消除,组织结构变得密实。
